Optimized Commercial Synthesis of Voriconazole via Stoichiometric Chiral Resolution Technology
Optimized Commercial Synthesis of Voriconazole via Stoichiometric Chiral Resolution Technology
The global demand for broad-spectrum antifungal agents continues to rise, driven by the increasing prevalence of invasive fungal infections in immunocompromised patients. Voriconazole, a second-generation triazole antifungal, stands as a critical therapeutic option for treating invasive aspergillosis and serious Candida infections. However, the commercial manufacturing of this complex molecule has historically faced challenges regarding chiral purity and cost-efficiency. A significant technological breakthrough is detailed in patent CN111440152B, which discloses a novel preparation method that fundamentally optimizes the chiral resolution step. This innovation addresses the longstanding issue of excessive resolving agent usage, offering a pathway to higher purity intermediates and reduced production costs. By shifting the paradigm from stoichiometric excess to precise molar control, this method provides a robust framework for the reliable pharmaceutical intermediate supplier seeking to enhance their portfolio with high-value antifungal APIs.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional synthetic routes for Voriconazole, as referenced in prior art such as European patent EP2444398 and Chinese patent 201610811521.4, rely heavily on classical chiral resolution techniques using camphorsulfonic acid derivatives. In these conventional processes, the molar ratio of the resolving agent, typically L(-)-camphor-10-sulfonic acid, to the voriconazole racemate is maintained between 1:1 and 1.6:1. This substantial excess of the resolving agent creates several downstream processing bottlenecks. Firstly, the high concentration of unreacted chiral acid complicates the crystallization landscape, often leading to the co-precipitation of impurities or the formation of oil rather than distinct crystals. Secondly, removing the excess resolving agent requires extensive washing and recrystallization steps, which inevitably erodes the overall yield and increases solvent consumption. From a commercial perspective, the use of more than one equivalent of a specialized chiral acid represents a significant material cost burden, directly impacting the cost reduction in pharmaceutical intermediates manufacturing.
The Novel Approach
The methodology disclosed in CN111440152B introduces a counter-intuitive yet highly effective optimization: reducing the molar ratio of L(-)-camphor-10-sulfonic acid to just 0.5:1 relative to the racemate. This sub-stoichiometric approach leverages the specific solubility differences between the diastereomeric salts formed. By carefully controlling the reflux conditions in an acetone solvent system, the process selectively precipitates the target (2R,3S)-voriconazole camphorsulfonate while keeping the unwanted enantiomer and the majority of the resolving agent in the mother liquor. This strategic reduction in reagent loading not only halves the consumption of the expensive chiral acid but also dramatically simplifies the impurity profile of the intermediate. The result is a cleaner crystallization process that requires less rigorous temperature control and fewer purification cycles, thereby streamlining the entire production workflow.
Mechanistic Insights into Chiral Resolution and Impurity Control
The core of this synthetic advancement lies in the thermodynamic and kinetic control of the salt formation during the resolution phase. In a standard resolution, one might expect a 1:1 ratio to be necessary to maximize the yield of the desired salt. However, the inventors discovered that the target diastereomeric salt possesses a significantly lower solubility in hot acetone compared to the undesired isomer and the free acid. By employing a 0.5:1 molar ratio, the system is driven to precipitate the target configuration almost exclusively, as the limited amount of resolving agent is consumed by the most favorable crystallization pathway. This mechanism effectively acts as a self-purifying step; the non-target enantiomer remains dissolved in the acetone mother liquor, preventing it from contaminating the crystal lattice. Furthermore, the reduced presence of free camphorsulfonic acid in the reaction mixture minimizes the risk of acid-catalyzed degradation or side reactions that could generate difficult-to-remove organic impurities.
Impurity control is further enhanced by the specific sequence of operations following the resolution. The resulting voriconazole camphorsulfonate intermediate exhibits an exceptionally low content of L(-)-camphor-10-sulfonic acid residue, measured at merely 0.008% to 0.01% in the final product after free basing. This is achieved through a precise pH adjustment step where the salt is treated with sodium hydroxide in a dichloromethane-water biphasic system. Maintaining the pH between 10 and 11 ensures complete conversion to the free base without inducing hydrolysis of the sensitive triazole or fluoropyrimidine rings. The subsequent extraction and isopropanol recrystallization remove trace organic impurities, yielding a final API with purity exceeding 99%. This rigorous control over the impurity spectrum is critical for meeting the stringent regulatory requirements for high-purity pharmaceutical intermediates intended for human use.
How to Synthesize Voriconazole Efficiently
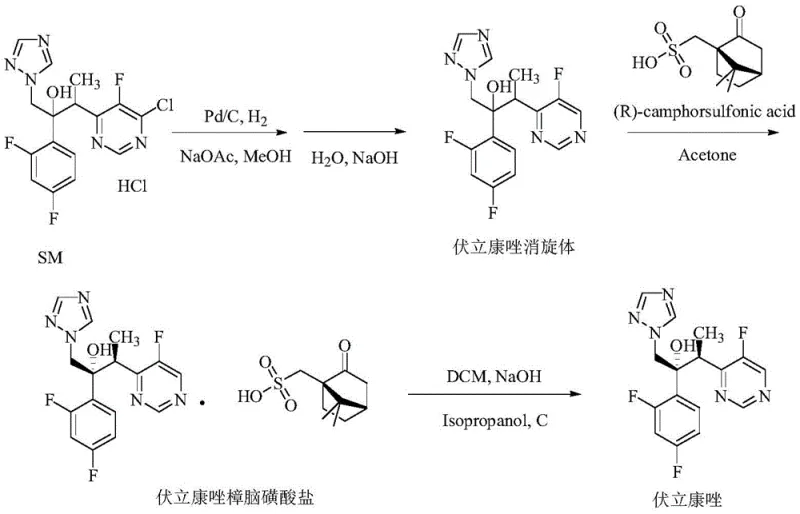
The synthesis protocol outlined in the patent provides a clear, scalable roadmap for producing Voriconazole with high efficiency. The process begins with the catalytic hydrogenation of a chloro-precursor (SM) to generate the racemic alcohol, followed by the critical resolution step and final free basing. Each stage is optimized for industrial feasibility, utilizing common solvents like methanol, acetone, and dichloromethane, which facilitates easy solvent recovery and waste management. The operational parameters, such as temperature ranges of 35-45°C for hydrogenation and reflux conditions for resolution, are well within the capabilities of standard glass-lined or stainless steel reactors found in modern chemical plants. For a detailed breakdown of the specific operational parameters, material charging sequences, and safety considerations required to replicate this process, please refer to the standardized synthesis guide below.
- Perform catalytic hydrogenation of the chloro-precursor (SM) using Pd/C in anhydrous methanol and sodium acetate to obtain voriconazole racemate.
- Conduct chiral resolution by refluxing the racemate with L(-)-camphor-10-sulfonic acid in acetone at a optimized molar ratio of 0.5: 1 to form the camphorsulfonate salt.
- Free base the salt using sodium hydroxide in a dichloromethane-water system, followed by extraction and recrystallization from isopropanol to obtain high-purity Voriconazole.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this optimized synthetic route offers tangible benefits that extend beyond simple chemistry. The primary advantage is the drastic reduction in raw material costs associated with the chiral resolving agent. By cutting the usage of L(-)-camphor-10-sulfonic acid by more than half compared to traditional methods, manufacturers can achieve substantial cost savings on a per-kilogram basis. This efficiency gain is compounded by the simplified downstream processing; fewer recrystallization steps mean reduced solvent consumption, lower energy usage for heating and cooling, and shorter batch cycle times. These factors collectively contribute to a more lean and cost-effective manufacturing operation, allowing suppliers to offer more competitive pricing in the global antifungal market without compromising on quality standards.
- Cost Reduction in Manufacturing: The most immediate financial impact comes from the optimized stoichiometry of the resolution step. Traditional methods consume over 1.0 mole of resolving agent per mole of racemate, whereas this novel process operates efficiently at 0.5 moles. This reduction eliminates the need for extensive recovery or disposal of excess chiral acid, which is a high-value specialty chemical. Additionally, the simplified purification train reduces the load on utility systems and minimizes solvent waste treatment costs. The cumulative effect is a significantly lower cost of goods sold (COGS), enabling better margin protection even in a price-competitive generic pharmaceutical environment.
- Enhanced Supply Chain Reliability: The robustness of this process enhances supply chain security by reducing dependency on complex purification technologies. The crystallization conditions are less sensitive to minor fluctuations in temperature or cooling rates, making the process more forgiving and reproducible on a large scale. This reliability translates to consistent batch-to-batch quality and predictable production schedules, which are essential for maintaining continuous supply to downstream API formulators. Furthermore, the use of commodity solvents like acetone and isopropanol ensures that raw material availability is not a bottleneck, safeguarding against supply disruptions that can occur with exotic or highly regulated reagents.
- Scalability and Environmental Compliance: The patent data demonstrates successful execution on a 20kg scale, providing a solid foundation for scaling up to multi-ton commercial production. The process avoids the use of heavy metal catalysts in the resolution step (using only Pd/C in the initial hydrogenation which is easily filtered), aligning with green chemistry principles and strict environmental regulations regarding heavy metal residues in APIs. The high atom economy of the resolution step and the efficient solvent recovery potential make this route environmentally sustainable. This compliance profile simplifies regulatory filings and audits, accelerating the time-to-market for generic versions of Voriconazole and ensuring long-term viability of the manufacturing site.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this Voriconazole synthesis method. These insights are derived directly from the experimental data and process descriptions provided in the patent literature, offering clarity on yield expectations, impurity profiles, and scalability. Understanding these nuances is vital for technical teams evaluating the feasibility of technology transfer or process validation.
Q: How does the new resolution method reduce impurities compared to prior art?
A: By reducing the molar ratio of L(-)-camphor-10-sulfonic acid from the traditional 1:1.5 down to 0.5:1, the process minimizes the residual acid impurity in the final product to below 0.01%, significantly simplifying downstream purification.
Q: What is the typical yield profile for this synthetic route?
A: The process demonstrates robust yields across scales, with the hydrogenation step achieving approximately 76%, the resolution step around 70%, and the final free-basing step yielding over 50% of high-purity active pharmaceutical ingredient.
Q: Is this process suitable for large-scale commercial manufacturing?
A: Yes, the patent examples demonstrate successful execution on a 20kg scale using standard industrial equipment like 300L reaction kettles, indicating excellent scalability for ton-level production without requiring exotic conditions.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Voriconazole Supplier
The innovative resolution strategy described in CN111440152B represents a significant leap forward in the efficient manufacturing of Voriconazole, balancing high purity with economic viability. At NINGBO INNO PHARMCHEM, we possess the technical expertise and infrastructure to translate such advanced laboratory methodologies into robust commercial realities. Our team has extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that every gram produced meets stringent purity specifications. Equipped with rigorous QC labs and state-of-the-art pilot facilities, we are committed to delivering high-purity Voriconazole intermediates and APIs that adhere to the highest international quality standards, supporting our partners in bringing life-saving antifungal therapies to patients worldwide.
We invite procurement leaders and R&D directors to collaborate with us to optimize their supply chains. By leveraging our process development capabilities, we can conduct a Customized Cost-Saving Analysis tailored to your specific volume requirements and quality targets. We encourage you to contact our technical procurement team to request specific COA data, route feasibility assessments, and samples for your evaluation. Let us partner with you to secure a stable, cost-effective, and high-quality supply of Voriconazole, driving value and efficiency in your pharmaceutical manufacturing operations.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →