Advanced Biocatalytic Production of High-Purity Genipin for Pharma and Food Applications
Advanced Biocatalytic Production of High-Purity Genipin for Pharma and Food Applications
The global demand for high-purity natural products, particularly those serving as critical intermediates in pharmaceutical and food industries, necessitates robust and scalable manufacturing technologies. A pivotal advancement in this sector is detailed in patent CN101899484B, which outlines a sophisticated preparation method for Genipin, a valuable iridoid compound derived from Geniposide. This technology represents a significant leap forward by utilizing a co-immobilization strategy that combines beta-glucosidase with microbial cells or mycelia, effectively bypassing the costly and complex enzyme purification steps traditionally required. For R&D directors and procurement specialists seeking a reliable genipin supplier, understanding the mechanistic advantages of this biocatalytic route is essential, as it offers a pathway to superior product consistency and reduced environmental impact compared to conventional chemical extraction or free-enzyme methods.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial production of Genipin has been plagued by significant inefficiencies and economic barriers inherent in traditional extraction and enzymatic conversion processes. Conventional methods often rely on the use of purified beta-glucosidase to hydrolyze Geniposide, a approach that incurs substantial costs due to the rigorous downstream processing required to isolate the enzyme from fermentation broths. Furthermore, alternative microbial fermentation methods that utilize whole cells without immobilization frequently suffer from low yields because the generated Genipin reacts with amino acids and proteins present in the fermentation medium, forming unwanted cyanine pigments that degrade product quality. Additionally, many legacy processes depend heavily on toxic organic solvents for extraction, such as diethyl ether or acetone, which not only pose severe environmental hazards but also complicate the regulatory compliance landscape for pharmaceutical intermediates manufacturing. These factors collectively result in a high cost of goods sold (COGS) and inconsistent supply reliability, creating bottlenecks for downstream applications in biomedical materials and food additives.
The Novel Approach
In stark contrast to these legacy limitations, the technology disclosed in CN101899484B introduces a streamlined co-immobilization technique that fundamentally alters the economic and technical feasibility of Genipin production. By directly utilizing the fermentation broth containing beta-glucosidase-producing strains—such as Aspergillus niger, Rhizopus oryzae, or Aspergillus usamii—and subjecting it to a combined cross-linking and embedding process, the method creates a highly stable biocatalyst without the need for prior enzyme purification. This innovative approach effectively shields the enzyme within a protective matrix, preventing the deleterious side reactions with amino acids that typically reduce yield in free-cell fermentations. The result is a robust catalytic system capable of achieving transformation efficiencies exceeding 95% while maintaining operational stability for extended periods, thereby offering a compelling solution for cost reduction in fine chemical intermediates manufacturing through simplified processing and enhanced catalyst longevity.
Mechanistic Insights into Co-Immobilized Beta-Glucosidase Hydrolysis
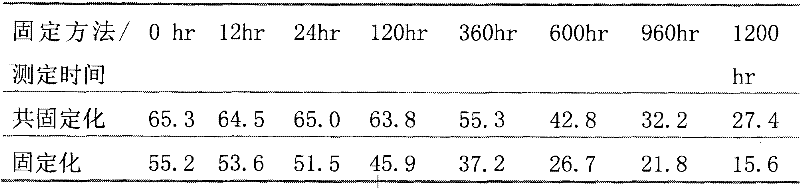
The core of this technological breakthrough lies in the precise engineering of the biocatalyst through a dual-fixation mechanism involving both cross-linking and embedding. The process begins with the fermentation of superior strains to produce beta-glucosidase, after which the broth—containing both the enzyme and the mycelial biomass—is treated with cross-linking agents like glutaraldehyde at concentrations ranging from 0.05% to 2%. This step creates a rigid network that stabilizes the protein structure, which is subsequently embedded within a sodium alginate matrix and hardened in calcium chloride solution to form spherical immobilized particles. This co-immobilization strategy is critical because it retains the viable cells or mycelia within the bead, allowing them to continue producing enzyme activity in situ, which compensates for any gradual loss of activity in the initially immobilized enzyme fraction. Consequently, the biocatalyst exhibits a remarkably prolonged half-life, with data indicating that enzyme activity remains above 50% even after 960 hours of continuous operation, a metric that far surpasses the stability profiles of simply immobilized enzymes.
From a reaction engineering perspective, the hydrolysis of Geniposide to Genipin is executed under tightly controlled conditions to maximize yield and minimize impurity formation. The substrate solution, typically Geniposide dissolved in an acetate-sodium acetate buffer at pH 4.5, is passed through a packed-bed reactor containing the immobilized beads at a flow velocity of 0.1 to 3 column volumes per hour. The reaction temperature is maintained between 45°C and 55°C, with 50°C identified as the optimal point for balancing reaction kinetics and enzyme stability. Crucially, the immobilization matrix acts as a selective barrier that prevents the leaching of intracellular proteins and amino acids into the product stream, thereby eliminating the formation of blue cyanine pigments that would otherwise contaminate the Genipin. This mechanistic control ensures that the resulting hydrolysate is exceptionally clean, facilitating downstream purification and enabling the production of high-purity genipin suitable for sensitive applications such as tissue cross-linking agents and natural food colorants.
How to Synthesize Genipin Efficiently
The implementation of this co-immobilization technology requires a systematic approach to fermentation, catalyst preparation, and biotransformation to ensure consistent quality and yield. The process is designed to be scalable, moving seamlessly from laboratory optimization to industrial-scale production while maintaining the integrity of the biocatalyst. Operators must carefully monitor the cross-linking density and embedding parameters to achieve the optimal balance between mechanical strength and mass transfer efficiency within the reactor. For a detailed breakdown of the specific operational parameters, including strain selection, cross-linker concentrations, and reactor configurations, please refer to the standardized synthesis guide below which encapsulates the critical steps for successful deployment.
- Ferment beta-glucosidase-producing strains (e.g., Aspergillus niger) and collect the fermentation broth containing mycelia without prior separation.
- Perform co-immobilization by adding cross-linking agents (e.g., glutaraldehyde) and embedding materials (e.g., sodium alginate) directly to the broth to form stable enzyme beads.
- Hydrolyze Geniposide solution (pH 4.5, 50°C) using the immobilized beads in a packed-bed reactor, followed by macroporous resin adsorption and crystallization to obtain high-purity Genipin.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain leaders, the adoption of this co-immobilized enzyme technology translates into tangible strategic benefits that extend beyond mere technical performance. The elimination of the enzyme purification step represents a fundamental shift in the cost structure of Genipin production, removing the need for expensive chromatography or filtration equipment dedicated solely to enzyme isolation. This simplification of the upstream process not only reduces capital expenditure (CAPEX) but also significantly lowers operating expenses (OPEX) by decreasing energy consumption and reducing the volume of waste streams associated with purification buffers. Furthermore, the extended operational life of the immobilized catalyst means that reactor downtime for catalyst replacement is drastically minimized, ensuring a more continuous and reliable production schedule that aligns with the just-in-time delivery expectations of modern pharmaceutical supply chains.
- Cost Reduction in Manufacturing: The economic model of this process is heavily favored by the direct utilization of fermentation broth, which bypasses the high-cost unit operations typically associated with enzyme recovery. By avoiding the purification of beta-glucosidase, manufacturers can achieve substantial savings in raw materials and processing time, effectively lowering the barrier to entry for high-volume production. Additionally, the high transformation efficiency (>95%) ensures that the expensive Geniposide substrate is utilized with maximum atom economy, minimizing raw material waste and further driving down the variable cost per kilogram of the final API intermediate.
- Enhanced Supply Chain Reliability: Supply continuity is often jeopardized by the instability of biological catalysts, but the data from CN101899484B demonstrates exceptional robustness with the co-immobilized system maintaining activity for nearly 40 days (960 hours). This longevity reduces the frequency of catalyst replenishment, thereby smoothing out the demand for upstream fermentation capacity and reducing the risk of production stoppages. For supply chain heads, this translates to a more predictable lead time for commercial scale-up of complex pharmaceutical intermediates, allowing for better inventory management and stronger contractual commitments to downstream clients.
- Scalability and Environmental Compliance: The process is inherently greener than traditional solvent extraction methods, as it relies on aqueous buffers and avoids the extensive use of volatile organic compounds (VOCs) like diethyl ether. This alignment with green chemistry principles simplifies environmental permitting and reduces the costs associated with solvent recovery and hazardous waste disposal. Moreover, the packed-bed reactor configuration is highly amenable to linear scale-up, allowing manufacturers to increase capacity by simply adding more columns or increasing bed volume without the need for complex re-optimization of mixing or heat transfer parameters, ensuring a seamless transition from pilot to full-scale commercial production.
Frequently Asked Questions (FAQ)
To assist technical teams in evaluating the feasibility of integrating this technology into their existing workflows, we have compiled a set of frequently asked questions based on the specific technical disclosures and experimental data found within the patent literature. These insights address common concerns regarding catalyst stability, product purity, and the comparative advantages over free-enzyme systems. Understanding these nuances is critical for making informed decisions about process adoption and vendor selection in the competitive landscape of specialty chemical sourcing.
Q: How does co-immobilization improve enzyme stability compared to traditional methods?
A: According to patent CN101899484B, co-immobilizing the enzyme with the producing cells or mycelia significantly extends operational stability. The data indicates that the immobilized enzyme retains over 50% activity even after 960 hours of continuous operation, vastly outperforming simple immobilization techniques which suffer from faster deactivation.
Q: What are the purity levels achievable with this biocatalytic route?
A: The process yields Genipin with a purity of approximately 95% in powdered form after initial drying. Through a subsequent recrystallization step, the purity can be elevated to exceed 98%, meeting the stringent specifications required for high-value pharmaceutical intermediates and food additives.
Q: Why is this method more cost-effective than using purified enzymes?
A: Traditional methods often require expensive and labor-intensive purification of beta-glucosidase before use. This patented approach utilizes the fermentation broth directly, bypassing the enzyme purification stage entirely. This reduction in downstream processing steps drastically lowers production costs while maintaining high transformation efficiency above 95%.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Genipin Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of advanced biocatalytic processes like the one described in CN101899484B for delivering high-value intermediates to the global market. As a leading CDMO partner, we possess the technical expertise and infrastructure to adapt such sophisticated co-immobilization routes for commercial scale-up, ensuring that our clients receive materials that meet the most rigorous quality standards. Our facilities are equipped to handle diverse pathways, scaling from initial 100 kgs batches to 100 MT/annual commercial production volumes, all while maintaining stringent purity specifications through our state-of-the-art rigorous QC labs. We are committed to leveraging these innovative manufacturing technologies to provide our partners with a competitive edge in terms of both cost and quality.
We invite procurement directors and R&D leaders to engage with our technical team to explore how our capabilities align with your specific project requirements. By partnering with us, you gain access to a Customized Cost-Saving Analysis that evaluates the economic benefits of switching to this optimized biocatalytic route for your supply chain. We encourage you to contact our technical procurement team today to request specific COA data and comprehensive route feasibility assessments, ensuring that your next project is built on a foundation of scientific excellence and supply chain resilience.