Advanced Enzymatic Deracemization for Commercial Scale Production of High-Purity L-Glufosinate
The global demand for high-efficiency, environmentally benign herbicides has necessitated a paradigm shift in the manufacturing of key agrochemical intermediates. Patent CN111321193B introduces a groundbreaking biocatalytic strategy for the asymmetric preparation of L-glufosinate-ammonium, addressing critical bottlenecks in purity and atom economy. This technology leverages a sophisticated multi-enzyme coupling system involving engineered D-amino acid oxidase mutants and transaminases to achieve optical purity that surpasses traditional chemical methods. For R&D directors and procurement strategists, this represents a significant opportunity to optimize supply chains for glufosinate-based products. By utilizing a deracemization approach rather than simple resolution, the process maximizes raw material utilization, converting the inactive D-isomer directly into the bioactive L-form. This innovation not only aligns with green chemistry principles but also offers a robust pathway for cost reduction in herbicide manufacturing by minimizing waste disposal costs and enhancing overall yield efficiency.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the production of optically pure L-glufosinate has been plagued by inherent inefficiencies associated with chiral resolution and complex chemical synthesis. Traditional resolution methods typically start with racemic mixtures and employ expensive chiral resolving agents to separate the L-enantiomer from the D-enantiomer. A fundamental thermodynamic limitation of this approach is the maximum theoretical yield of 50%, meaning half of the synthesized material is discarded or requires energy-intensive recycling processes. Furthermore, chemical asymmetric synthesis often involves harsh reaction conditions, heavy metal catalysts, and multiple protection-deprotection steps, which escalate production costs and introduce toxic impurities. These factors create substantial supply chain vulnerabilities, including fluctuating raw material prices for chiral auxiliaries and stringent environmental compliance burdens regarding heavy metal residue limits in the final high-purity agrochemical intermediate.
The Novel Approach
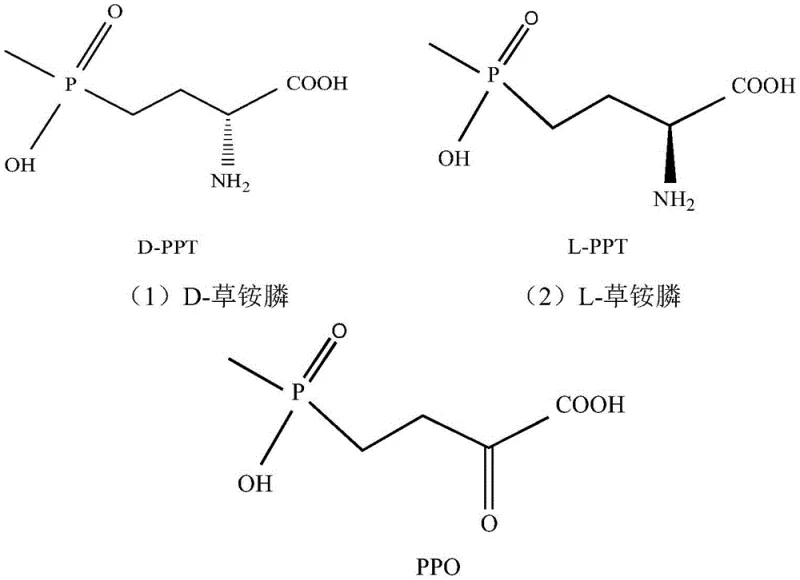
In stark contrast, the methodology disclosed in CN111321193B employs a dynamic kinetic resolution or deracemization strategy that fundamentally alters the mass balance of the production process. By utilizing a highly specific D-amino acid oxidase mutant, the system selectively oxidizes the undesired D-glufosinate into an alpha-keto acid intermediate (PPO), while leaving the desired L-glufosinate untouched. This intermediate is then stereoselectively aminated back to the L-form by a transaminase. This cyclic conversion effectively funnels the entire racemic pool into the desired L-configuration, theoretically breaking the 50% yield barrier. The use of whole-cell biocatalysts expressed in E. coli eliminates the need for expensive enzyme purification steps, streamlining the workflow. This biological route operates under mild physiological conditions, drastically reducing energy consumption and eliminating the need for hazardous organic solvents, thereby positioning it as a superior choice for commercial scale-up of complex agrochemical intermediates.
Mechanistic Insights into Multi-Enzyme Coupled Deracemization
The core of this technological advancement lies in the protein engineering of D-amino acid oxidase (DAAO) derived from Rhodotorula taiwanensis. The wild-type enzyme often lacks the necessary activity or stability for industrial substrates like glufosinate. Through site-directed mutagenesis, specific amino acid residues were altered to create variants such as M213S, M213S-N54V-F58E, and the quintuple mutant M213S-N54V-F58E-D207A-S60T. These mutations optimize the active site geometry and electrostatic environment, facilitating better binding affinity and turnover rates for the bulky phosphinothricin structure. The DAAO catalyzes the oxidative deamination of D-glufosinate to produce 2-carbonyl-4-[hydroxy(methyl)phosphono]butyric acid (PPO), ammonia, and hydrogen peroxide. To prevent enzyme inactivation by the generated peroxide, catalase is co-immobilized or added to the system, ensuring sustained catalytic activity throughout the reaction duration.
Following the oxidation step, the PPO intermediate serves as the substrate for the second enzymatic module: the transaminase. This PLP-dependent enzyme transfers an amino group from a donor, such as L-alanine, to the keto group of PPO, regenerating the chiral center with high stereoselectivity to form L-glufosinate. The synergy between these two enzymes creates a driving force that pushes the equilibrium towards the L-product. The patent data indicates that the optimized mutant E4 (M213S-N54V-F58E-D207A-S60T) achieves near-complete conversion of the D-isomer, with product enantiomeric excess (ee) values exceeding 99%. This level of precision is critical for regulatory approval in the agrochemical sector, where isomeric impurities can affect herbicidal efficacy and environmental safety profiles. The mechanistic robustness ensures that the process remains stable even at higher substrate concentrations, a key requirement for industrial viability.
How to Synthesize L-Glufosinate Efficiently
Implementing this biocatalytic route requires precise control over fermentation parameters and reaction conditions to maximize the expression of the engineered enzymes and their subsequent catalytic performance. The process begins with the construction of recombinant E. coli BL21(DE3) strains harboring the genes for the DAAO mutants and the transaminase. Following fermentation and cell harvesting, the biocatalytic reaction is conducted in a buffered aqueous system. The specific protocol involves balancing the ratio of the two biocatalysts to prevent the accumulation of the PPO intermediate, which could inhibit the reaction if not rapidly consumed. Detailed operational parameters, including temperature, pH, and cofactor supplementation, are critical for reproducibility. For a comprehensive understanding of the laboratory-to-pilot transition, please refer to the standardized synthesis steps outlined below.
- Construct genetically engineered E. coli strains expressing the specific D-amino acid oxidase mutants (e.g., M213S-N54V-F58E-D207A-S60T) and transaminase.
- Prepare the reaction system with racemic D,L-glufosinate substrate, engineered bacterial cells, catalase, and PLP cofactor in phosphate buffer at pH 8.
- Incubate the mixture at 30°C for approximately 10 hours to achieve complete deracemization, followed by ion exchange purification and crystallization.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the transition to this enzymatic deracemization technology offers tangible strategic benefits beyond mere technical novelty. The primary advantage is the drastic improvement in atom economy. By converting the waste D-isomer into valuable product, the effective yield per kilogram of starting racemic material is nearly doubled compared to traditional resolution. This directly translates to substantial cost savings in raw material procurement, as less feedstock is required to produce the same amount of active ingredient. Furthermore, the elimination of chiral resolving agents removes a significant cost center and reduces dependency on specialized chemical suppliers who may have volatile pricing structures. The process relies on fermentation-derived biocatalysts, which are scalable and reproducible, ensuring a consistent supply of the critical processing aids.
- Cost Reduction in Manufacturing: The enzymatic process operates in an aqueous environment at moderate temperatures (around 30°C), significantly lowering energy costs associated with heating, cooling, and solvent recovery compared to high-temperature chemical synthesis. Additionally, the removal of heavy metal catalysts simplifies the purification train, reducing the capital expenditure on specialized filtration equipment and the operational costs of wastewater treatment. The high specificity of the enzymes minimizes the formation of by-products, leading to higher crude purity and reducing the load on downstream crystallization units. These cumulative efficiencies drive down the overall cost of goods sold (COGS) for the final herbicide.
- Enhanced Supply Chain Reliability: Biological systems offer inherent flexibility; enzyme production can be scaled up rapidly in standard fermenters to meet surges in demand, unlike complex chemical synthesis lines which may require lengthy campaign planning. The use of robust E. coli expression systems ensures that the biocatalysts can be produced in-house or sourced from reliable CDMOs with high consistency. This reduces the risk of supply disruptions caused by the scarcity of exotic chemical reagents. Moreover, the stability of the engineered mutants ensures a longer shelf-life for the biocatalyst preparations, allowing for better inventory management and reducing lead time for high-purity agrochemical intermediates.
- Scalability and Environmental Compliance: As global regulations on chemical residues tighten, this metal-free, solvent-reduced process provides a future-proof manufacturing solution. The biodegradable nature of the enzyme proteins and the aqueous waste stream simplifies environmental compliance and lowers the cost of effluent treatment. The process is inherently safer, operating at ambient pressure and non-flammable conditions, which reduces insurance premiums and safety monitoring overheads. This alignment with green chemistry standards enhances the brand value of the final product in eco-conscious markets, facilitating easier registration and market access for the herbicide.
Frequently Asked Questions (FAQ)
Understanding the technical nuances of this biocatalytic process is essential for stakeholders evaluating its integration into existing production lines. The following questions address common concerns regarding enzyme stability, substrate scope, and regulatory compliance. The answers are derived directly from the experimental data and claims presented in the patent documentation, providing a factual basis for decision-making. This transparency helps mitigate technical risks and clarifies the operational requirements for successful implementation.
Q: What is the primary advantage of this enzymatic method over traditional chemical resolution?
A: Traditional resolution is limited to a maximum theoretical yield of 50% and requires expensive chiral reagents. This enzymatic deracemization converts the unwanted D-isomer into the desired L-isomer, theoretically allowing for nearly 100% yield from racemic starting material while eliminating hazardous chemical waste.
Q: How does the D-amino acid oxidase mutant improve process efficiency?
A: The specific mutations (such as M213S, N54V, F58E, D207A, S60T) significantly enhance the catalytic activity and stability of the enzyme towards D-glufosinate. This results in faster conversion rates and higher accumulation of the intermediate PPO, which is subsequently reduced to L-glufosinate, ensuring high overall process throughput.
Q: Is this process suitable for large-scale industrial production?
A: Yes, the patent demonstrates successful scale-up using E. coli BL21(DE3) host cells, which are industry standards for fermentation. The mild reaction conditions (30°C, pH 8) and the use of whole-cell biocatalysts simplify the downstream processing, making it highly viable for commercial manufacturing of agrochemical intermediates.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable L-Glufosinate Supplier
The technological potential of enzymatic deracemization for L-glufosinate production is immense, offering a clear pathway to sustainable and cost-effective manufacturing. At NINGBO INNO PHARMCHEM, we possess the technical expertise and infrastructure to translate such complex biocatalytic routes from patent literature into commercial reality. Our team has extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from lab bench to reactor is seamless and efficient. We maintain stringent purity specifications and operate rigorous QC labs to guarantee that every batch of L-glufosinate meets the highest international standards for agrochemical applications. Our commitment to quality ensures that the high ee values and conversion rates demonstrated in the patent are consistently achieved in large-scale runs.
We invite you to collaborate with us to leverage this advanced technology for your supply chain. By partnering with our technical procurement team, you can obtain a Customized Cost-Saving Analysis tailored to your specific volume requirements. We encourage you to contact us to request specific COA data and route feasibility assessments, allowing you to make informed decisions about integrating this high-efficiency biocatalytic process into your portfolio. Let us help you secure a competitive edge through superior process chemistry and reliable supply.