Revolutionizing Phosphoramidon Production: A High-Yield Synthetic Route for Global Supply Chains
The global demand for high-purity biochemical reagents has placed significant pressure on supply chains to move away from reliance on biological extraction towards robust chemical synthesis. Patent CN103242432A introduces a transformative methodology for the production of Phosphoramidon, a potent inhibitor of thermolysin-like metalloproteinases widely used in proteomics and cell engineering. Historically, the supply of this critical compound was bottlenecked by low-yield extraction processes from Streptomyces tanashiensis and inefficient early synthetic routes that suffered from yields as low as 6%. This patent details a sophisticated four-step synthetic pathway that leverages a novel hydrogen phosphite diester intermediate to overcome these historical limitations. By optimizing the protecting group strategy on the L-rhamnose and dipeptide fragments, the inventors have established a route that not only maximizes atom economy but also streamlines the downstream purification process. For R&D directors and procurement specialists, this represents a pivotal shift from a scarce, import-dependent commodity to a chemically accessible, scalable pharmaceutical intermediate.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Prior to this innovation, the chemical landscape for Phosphoramidon synthesis was fraught with inefficiencies that made commercial viability nearly impossible. Early attempts by Umezawa in 1975 utilized carbonyl diimidazole (CDI) as a condensing reagent, resulting in a dismal total yield of merely 6% after exhaustive purification via cellulose and silica gel column chromatography. Subsequent efforts by De Nanteuil in 1995 improved the reagents but still relied on harsh deprotection conditions and reverse-phase HPLC, maintaining the low 6% yield benchmark. Furthermore, methods reported by academic institutions in the early 2000s, while utilizing oxidative coupling, struggled with the high polarity of the glycosyl 1-hydrogen phosphite monoester precursors, making isolation and purification technically demanding and costly. These conventional pathways were characterized by multiple discrete protection and deprotection steps, each introducing potential yield loss and impurity profiles that were difficult to manage on a kilogram scale. The reliance on expensive coupling reagents and the inability to effectively purify polar intermediates created a supply chain vulnerability, forcing end-users to depend on limited biological sources or high-cost imports.
The Novel Approach
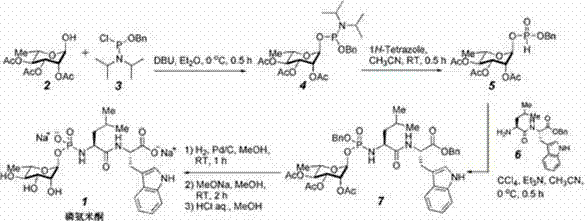
The methodology disclosed in CN103242432A fundamentally reengineers the synthetic logic by introducing a stable hydrogen phosphite diester intermediate. Instead of struggling with unstable monoesters or expensive activated phosphates, this route generates an alpha-L-rhamnosyl-1-hydrogen phosphite diester through a mild hydrolysis of a phosphoramidite precursor. This intermediate serves as a robust platform for the subsequent oxidative coupling with the Leu-Trp dipeptide fragment. The strategic use of benzyl and acetyl protecting groups allows for a convergent synthesis where the sugar and peptide fragments are coupled efficiently before a final global deprotection. Crucially, the final step employs a 'one-pot' hydrogenation and deacetylation protocol, which simultaneously removes all protecting groups in a single reactor vessel. This consolidation of unit operations drastically reduces processing time and solvent consumption. The result is a process that delivers high-purity Phosphoramidon with significantly improved yields, transforming the economic model of its production.
Mechanistic Insights into Oxidative Coupling and Deprotection
The core chemical innovation lies in the oxidative coupling mechanism utilized in Step 3, which forms the critical phosphoramidate bond between the sugar phosphate and the peptide nitrogen. In this specific embodiment, the hydrogen phosphite diester intermediate reacts with the N-terminus of the Leu-Trp dipeptide benzyl ester in the presence of an oxidizing agent such as carbon tetrachloride or iodine, alongside an organic base like triethylamine or DIPEA. This reaction likely proceeds through the formation of a reactive phosphorochloridate or similar activated phosphorus species in situ, which is immediately attacked by the nucleophilic amine of the dipeptide. The choice of oxidant and base is critical; the patent specifies a molar ratio of diester to oxidant ranging from 1:5 to 1:30, ensuring complete conversion while minimizing side reactions such as over-oxidation to the phosphate triester. This controlled oxidation is key to maintaining the integrity of the sensitive tryptophan indole ring and preventing racemization of the chiral centers in the peptide backbone.
Furthermore, the impurity control mechanism is deeply embedded in the protecting group orthogonality selected for this synthesis. The use of acetyl groups on the sugar hydroxyls and benzyl groups on the phosphate and peptide carboxyl terminus creates a system where the final deprotection can be cleanly executed. In Step 4, catalytic hydrogenation using palladium on carbon selectively cleaves the benzyl ethers and esters without affecting the newly formed phosphoramidate linkage. Subsequently, the addition of sodium methoxide or potassium carbonate facilitates the transesterification and hydrolysis of the acetyl groups. This sequential yet telescoped deprotection strategy ensures that byproducts are either volatile (like benzyl alcohol derivatives) or water-soluble salts that are easily removed during the final Sephadex LH-20 chromatography. This rigorous control over the reaction pathway minimizes the formation of deletion sequences or partially deprotected species, which are common impurities in peptide-phosphate conjugates.
How to Synthesize Phosphoramidon Efficiently
Implementing this synthesis requires precise control over reaction stoichiometry and environmental conditions to ensure reproducibility and safety. The process begins with the phosphitylation of alpha-L-triacetylrhamnose using benzyloxy diisopropylaminophosphorous acid chloride in an anhydrous ether or THF solvent system at low temperatures to prevent premature hydrolysis. Following the formation of the phosphoramidite, a controlled hydrolysis using 1H-tetrazole or similar weak acids generates the active hydrogen phosphite species. The subsequent coupling with the dipeptide requires careful monitoring of the exotherm during oxidant addition. Finally, the one-pot deprotection demands strict pH control during the neutralization phases to prevent degradation of the final glycopeptide structure. For detailed operational parameters, safety data, and specific workup procedures, please refer to the standardized synthesis guide below.
- React alpha-L-triacetylrhamnose with benzyloxy diisopropylaminophosphorous acid chloride under alkaline conditions to form the phosphoramidite intermediate.
- Perform weak acid-catalyzed hydrolysis on the intermediate to obtain the alpha-L-rhamnosyl-1-hydrogen phosphite diester.
- Execute oxidative coupling between the hydrogen phosphite diester and Leu-Trp dipeptide benzyl ester to generate the protected phosphoramide precursor.
- Conduct a one-pot hydrogenation and deacetylation reaction to remove all protecting groups, followed by Sephadex gel chromatography purification.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the transition to this synthetic route offers profound strategic advantages beyond simple yield improvements. The primary value driver is the elimination of dependency on biological fermentation, which is subject to seasonal variations, strain degradation, and complex regulatory hurdles associated with natural product extraction. By shifting to a fully synthetic chemical process, the supply of Phosphoramidon becomes decoupled from biological constraints, ensuring consistent availability and predictable lead times for downstream applications in proteomics and drug discovery. Additionally, the simplification of the purification workflow—from complex HPLC methods to standard chromatography—significantly reduces the cost of goods sold (COGS) by lowering solvent usage and equipment time.
- Cost Reduction in Manufacturing: The novel route eliminates the need for expensive coupling reagents like carbonyl diimidazole (CDI) which were prevalent in older methods, replacing them with more economical oxidants such as carbon tetrachloride or iodine. Furthermore, the 'one-pot' final deprotection step consolidates what were previously multiple distinct reaction and isolation stages into a single operation. This reduction in unit operations directly translates to lower labor costs, reduced energy consumption for heating and cooling cycles, and minimized solvent waste disposal fees. The higher overall yield means that less raw starting material is required to produce the same amount of final API intermediate, creating substantial cost savings in raw material procurement.
- Enhanced Supply Chain Reliability: Chemical synthesis offers a level of scalability that biological extraction cannot match. The reagents used in this patent, such as alpha-L-triacetylrhamnose and standard amino acid derivatives, are commercially available bulk chemicals with stable supply chains. This reduces the risk of supply disruption caused by the scarcity of specialized biological feedstocks. Moreover, the robustness of the reaction conditions, which tolerate a range of temperatures and solvents, allows for flexible manufacturing scheduling. This reliability is crucial for long-term contracts where consistent quality and delivery schedules are paramount for maintaining production continuity in pharmaceutical R&D pipelines.
- Scalability and Environmental Compliance: The process is inherently designed for scale-up, utilizing common organic solvents like ethyl acetate, methanol, and acetonitrile which are easily recovered and recycled in modern chemical plants. The avoidance of heavy metal catalysts in the coupling step (using organic oxidants instead) simplifies the impurity profile and reduces the burden on wastewater treatment systems. While the final hydrogenation uses palladium on carbon, this is a heterogeneous catalyst that is easily filtered and sent for precious metal recovery, aligning with green chemistry principles. The ability to produce high-purity material without resorting to preparative HPLC makes the process environmentally friendlier and more compliant with increasingly stringent industrial waste regulations.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this patented synthesis method. These insights are derived directly from the experimental data and comparative analysis provided in the patent documentation, aimed at clarifying the feasibility of adopting this technology for commercial production. Understanding these nuances is essential for technical teams evaluating the transfer of this process from laboratory scale to pilot plant operations.
Q: How does the new hydrogen phosphite diester method improve yield compared to traditional extraction?
A: Traditional biological extraction and early chemical synthesis methods reported yields as low as 6%. The novel method utilizing the hydrogen phosphite diester intermediate and oxidative coupling significantly enhances reaction efficiency, achieving isolated yields of up to 94% in the final deprotection step and roughly 76-78% in the key coupling step, drastically reducing raw material waste.
Q: What are the purification advantages of this synthetic route?
A: Previous methods often required complex purification techniques like reverse-phase HPLC or ion exchange chromatography due to high polarity and impurities. This optimized route simplifies the protection group strategy, allowing for effective purification using standard silica gel chromatography for intermediates and Sephadex gel chromatography for the final product, which is more amenable to large-scale manufacturing.
Q: Is this process suitable for large-scale commercial production?
A: Yes, the process is designed for scalability. It utilizes common organic solvents like ethyl acetate, acetonitrile, and methanol, and avoids extremely sensitive reagents. The 'one-pot' final deprotection step minimizes unit operations, making it highly suitable for commercial scale-up of complex pharmaceutical intermediates.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Phosphoramidon Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical role that high-purity enzyme inhibitors like Phosphoramidon play in advancing biomedical research and therapeutic development. Our technical team has extensively analyzed the synthetic pathway described in CN103242432A and possesses the expertise to optimize this route for industrial-scale production. We bring extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your supply needs are met with precision and consistency. Our facilities are equipped with rigorous QC labs capable of verifying stringent purity specifications, ensuring that every batch meets the high standards required for biochemical applications.
We invite you to collaborate with us to leverage this advanced synthetic technology for your supply chain. By partnering with our technical procurement team, you can access a Customized Cost-Saving Analysis tailored to your specific volume requirements. We encourage you to contact us today to request specific COA data and route feasibility assessments, allowing us to demonstrate how our manufacturing capabilities can enhance your operational efficiency and reduce your overall procurement costs.