Advanced Synthesis of Substituted Nicotinic Acid Esters for Commercial Herbicide Production
The global demand for high-performance herbicides continues to drive innovation in the synthesis of key agrochemical intermediates, specifically substituted nicotinic acid esters. Patent CN1753872A introduces a groundbreaking methodology for the preparation of 6-haloalkyl-3-nicotinic acid esters, addressing critical bottlenecks in traditional manufacturing workflows. This technical disclosure outlines a robust condensation reaction between novel enamine intermediates and unsaturated ketones, facilitated by a proton source in an inert solvent system. For R&D directors and procurement specialists, this represents a pivotal shift towards more reliable and economically viable supply chains for complex pyridine derivatives. The process not only enhances the chemical purity of the final product but also mitigates the risks associated with unstable raw materials that have historically plagued this sector. By leveraging this patented approach, manufacturers can achieve superior control over impurity profiles while streamlining the overall production timeline.
Furthermore, the strategic implementation of this synthesis route allows for greater flexibility in substituent variation, enabling the production of a diverse library of compounds tailored for specific herbicidal activities. The ability to efficiently introduce various haloalkyl groups at the 6-position of the pyridine ring opens new avenues for optimizing biological efficacy without compromising on manufacturability. As the industry moves towards more sustainable and cost-conscious production models, the adoption of such advanced chemical processes becomes a competitive necessity. This report delves deep into the mechanistic advantages, commercial implications, and scalability factors of this technology, providing a comprehensive overview for stakeholders aiming to secure a reliable agrochemical intermediate supplier for their long-term strategic needs.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of 6-haloalkyl-3-nicotinic acid esters has been hindered by inefficient multi-step protocols that rely on dehydrogenation followed by oxidation, as documented in earlier literature such as Heterocycles Vol. 48. These traditional pathways are not only uneconomical due to the excessive consumption of reagents and solvents but also suffer from poor overall yields that negatively impact the cost of goods sold. A significant technical barrier involves the instability of enamine starting materials used in older methods, which tend to undergo polymerization during storage, leading to inconsistent product quality and batch-to-batch variability. This degradation of raw material quality poses a severe risk for large-scale production, where maintaining strict specifications is paramount for regulatory compliance and downstream processing efficiency. Moreover, the reliance on harsh reaction conditions in conventional routes often necessitates complex purification steps to remove by-products, further extending the manufacturing lead time and increasing waste generation. For supply chain heads, these inefficiencies translate into unpredictable delivery schedules and higher inventory holding costs, making the conventional approach less attractive for modern commercial operations.
The Novel Approach
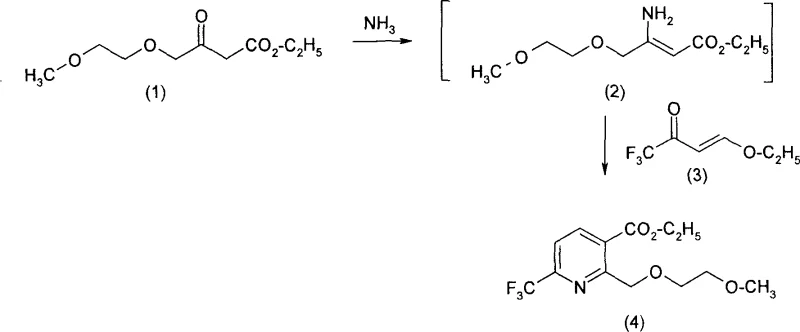
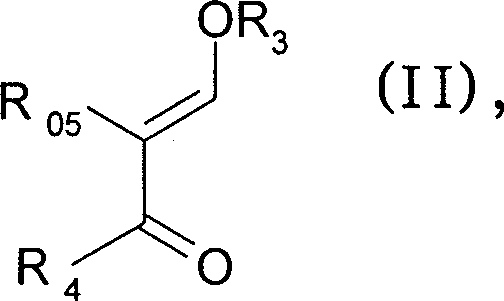
In stark contrast, the novel approach detailed in the patent utilizes a direct condensation reaction between a stable enamine intermediate (Formula II) and an unsaturated ketone (Formula III) in the presence of a proton source. This streamlined strategy eliminates the need for separate dehydrogenation and oxidation stages, thereby significantly reducing the number of unit operations required to reach the final target molecule. The use of inert solvents such as toluene or ethanol, combined with mild acidic catalysts like trifluoroacetic acid, creates a controlled reaction environment that minimizes side reactions and maximizes conversion rates. This method ensures that the quality of the enamine raw material remains consistent throughout the process, effectively solving the polymerization issues associated with previous technologies. By simplifying the synthetic route, manufacturers can achieve substantial cost reduction in agrochemical intermediate manufacturing while simultaneously improving the environmental footprint of the production facility. The robustness of this new chemistry makes it an ideal candidate for continuous processing and large-scale batch production, offering a clear pathway to enhancing supply chain reliability.
Mechanistic Insights into Enamine-Mediated Cyclization
The core of this technological advancement lies in the precise mechanistic interaction between the enamine nitrogen and the electrophilic centers of the unsaturated ketone, driven by the catalytic action of the proton source. The reaction initiates with the nucleophilic attack of the enamine on the activated double bond of the ketone, forming a transient intermediate that subsequently undergoes intramolecular cyclization to construct the pyridine ring system. The presence of a proton source, preferably trifluoroacetic acid, plays a crucial role in facilitating the elimination of water and the aromatization of the ring, ensuring high selectivity for the desired 3-nicotinate structure. This mechanism avoids the formation of regioisomers that are common in less controlled cyclization reactions, thereby simplifying the downstream purification process and enhancing the overall purity of the isolated product. For R&D teams, understanding this mechanistic nuance is vital for troubleshooting potential deviations and optimizing reaction parameters such as temperature and stoichiometry to achieve maximum efficiency.
Impurity control is another critical aspect where this mechanism excels, as the mild reaction conditions prevent the degradation of sensitive functional groups attached to the pyridine core. The stability of the enamine intermediate (Formula II) prior to reaction ensures that no polymeric by-products are introduced at the start of the synthesis, which is a common source of contamination in alternative routes. Furthermore, the choice of solvent and the specific acidity level allow for the effective suppression of side reactions such as hydrolysis or over-alkylation, resulting in a cleaner crude product profile. This high level of chemical fidelity is essential for meeting the stringent quality standards required by global agrochemical companies, where even trace impurities can affect the biological performance of the final herbicide. By mastering these mechanistic details, producers can guarantee the consistency and reliability of their output, reinforcing their position as a trusted partner in the value chain.
How to Synthesize 6-Haloalkyl-3-Nicotinic Acid Esters Efficiently
Implementing this synthesis route requires a systematic approach to reagent preparation and reaction monitoring to fully capitalize on its efficiency benefits. The process begins with the generation of the enamine intermediate by introducing ammonia gas into a solution of the corresponding 3-oxo-carboxylate, a step that must be carefully controlled to ensure complete conversion without excess reagent waste. Following the isolation or in-situ use of the enamine, the condensation with the unsaturated ketone is performed under reflux conditions, allowing the reaction to proceed to completion while driving off water formed during the cyclization. Detailed standardized synthesis steps are provided in the guide below to assist technical teams in replicating these results with precision.
- Preparation of the enamine intermediate (Formula II) by reacting 3-oxo-carboxylates with ammonia gas in an inert solvent.
- Condensation of the enamine with an unsaturated ketone (Formula III) in the presence of a proton source like trifluoroacetic acid.
- Workup involving extraction, solvent removal, and purification to isolate the high-purity nicotinic acid ester product.
Commercial Advantages for Procurement and Supply Chain Teams
From a commercial perspective, the adoption of this patented process offers transformative benefits for procurement managers and supply chain leaders seeking to optimize their sourcing strategies for high-purity herbicide intermediates. The elimination of expensive transition metal catalysts and the reduction in the number of synthetic steps directly contribute to a lower cost base, allowing for more competitive pricing without sacrificing margin. Additionally, the use of commercially available and stable raw materials reduces the risk of supply disruptions, ensuring a continuous flow of products to meet market demand. This stability is particularly valuable in the volatile agrochemical sector, where raw material availability can often dictate production schedules and customer satisfaction levels.
- Cost Reduction in Manufacturing: The streamlined nature of the reaction sequence significantly lowers operational expenses by reducing solvent usage, energy consumption, and labor hours associated with complex workups. By avoiding the need for specialized equipment required for high-pressure or high-temperature reactions found in older methods, capital expenditure is also minimized, leading to a faster return on investment for production facilities. The qualitative improvement in yield consistency means less material is wasted, further enhancing the economic viability of the process for large-volume manufacturing.
- Enhanced Supply Chain Reliability: The inherent stability of the key enamine intermediate ensures that raw materials can be stored for extended periods without degradation, providing a buffer against supply chain fluctuations. This reliability allows manufacturers to maintain leaner inventory levels while still guaranteeing on-time delivery to customers, a critical factor in maintaining strong business relationships. The robustness of the chemistry also means that production can be scaled up or down rapidly in response to market signals without the risk of process failure or quality deviations.
- Scalability and Environmental Compliance: The process is designed with scalability in mind, utilizing common solvents that are easily recovered and recycled, aligning with modern environmental regulations and sustainability goals. The reduction in hazardous waste generation simplifies disposal procedures and lowers compliance costs, making the facility more attractive to auditors and regulators. This environmental advantage is increasingly becoming a key differentiator in supplier selection, as end-users prioritize partners who demonstrate a commitment to green chemistry principles.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthesis technology, based on the detailed disclosures within the patent documentation. These insights are intended to clarify the operational benefits and feasibility of adopting this route for commercial production of agrochemical intermediates. Understanding these aspects helps stakeholders make informed decisions about integrating this chemistry into their existing manufacturing portfolios.
Q: What are the stability advantages of the novel enamine intermediate?
A: Unlike conventional enamines that suffer from polymerization during storage, the novel intermediates described in CN1753872A exhibit enhanced stability, ensuring consistent quality for large-scale production.
Q: How does this process improve cost efficiency for herbicide manufacturers?
A: The method eliminates multi-step dehydrogenation and oxidation sequences, reducing solvent consumption and processing time, which translates to significant operational cost savings.
Q: Is this synthesis route scalable for industrial tonnage?
A: Yes, the use of common inert solvents like toluene and ethanol, along with mild reaction conditions, makes the process highly amenable to commercial scale-up from kilograms to metric tons.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Substituted Nicotinic Acid Esters Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of having a dependable partner who can deliver complex chemical intermediates with unwavering quality and consistency. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your supply needs are met regardless of volume requirements. We adhere to stringent purity specifications and operate rigorous QC labs to verify every batch, providing you with the confidence that our substituted nicotinic acid esters will perform flawlessly in your downstream herbicide synthesis.
We invite you to contact our technical procurement team to discuss how we can support your specific project requirements with a Customized Cost-Saving Analysis. By collaborating with us, you gain access to specific COA data and route feasibility assessments that will help you optimize your supply chain and reduce overall manufacturing costs. Let us be your strategic partner in achieving excellence in agrochemical intermediate manufacturing.