Scalable Manufacturing of 1,5-Bis(2,4-Diaminophenoxy)Naphthalene for Advanced Electronic Materials
The rapid evolution of the electronics industry towards miniaturization and high-frequency performance has placed unprecedented demands on the insulating materials used in Flexible Copper Clad Laminates (FCCL). At the heart of this technological shift lies the critical need for advanced polyimide precursors that offer superior thermal stability and low dielectric loss. Patent CN101260056A introduces a groundbreaking preparation method for 1,5-bis(2,4-diaminophenoxy)naphthalene, a pivotal monomer in the synthesis of high-branched polyimide resins. This patent outlines a robust catalytic reduction process that transforms 1,5-bis(2,4-dinitrophenoxy)naphthalene into its corresponding diamine using a palladium on carbon (Pd/C) catalyst and hydrazine hydrate. Unlike traditional methods that often struggle with impurity profiles or require complex purification trains, this invention achieves a product purity exceeding 99% through a streamlined one-pot reaction and crystallization sequence. For R&D directors and procurement strategists, this represents a significant leap forward in securing a reliable supply chain for next-generation electronic chemicals, ensuring that the foundational materials for aerospace and microelectronics meet the most rigorous quality standards.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial synthesis of aromatic diamines like 1,5-bis(2,4-diaminophenoxy)naphthalene has been plagued by significant operational hurdles and safety concerns. Conventional catalytic hydrogenation typically relies on high-pressure hydrogen gas, necessitating expensive, specialized reactors capable of withstanding extreme pressures, which drastically increases capital expenditure (CAPEX) for manufacturing facilities. Furthermore, the handling of compressed hydrogen introduces substantial safety risks, requiring rigorous monitoring systems and specialized training for operational staff, thereby inflating the overall cost of production. Alternative reduction methods, such as metal-acid reductions (e.g., iron powder in acidic media), generate massive quantities of hazardous solid waste and wastewater, creating severe environmental compliance burdens and disposal costs. These traditional routes often suffer from poor selectivity, leading to the formation of hydroxylamine intermediates or azo-byproducts that are difficult to separate, ultimately compromising the purity of the final polyimide precursor and affecting the electrical properties of the end-use material.
The Novel Approach
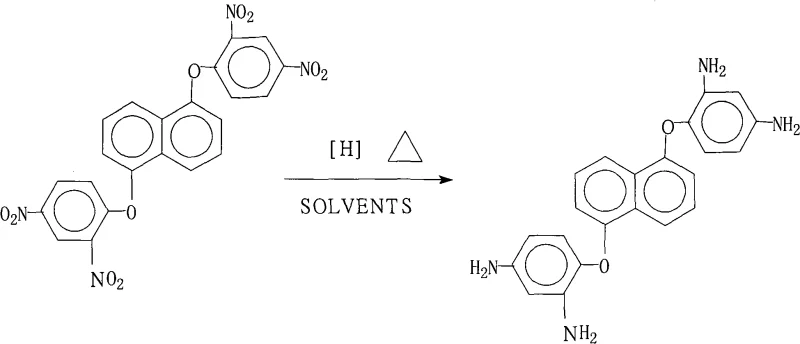
The methodology described in patent CN101260056A fundamentally reengineers the reduction landscape by employing a transfer hydrogenation strategy using hydrazine hydrate as the reducing agent in the presence of a Pd/C catalyst. This approach operates at atmospheric pressure and moderate temperatures ranging from 70°C to 85°C, effectively eliminating the need for high-pressure infrastructure and mitigating the safety risks associated with gaseous hydrogen. The innovation extends beyond mere safety; the specific selection of saturated fatty alcohol solvents, such as ethylene glycol or 2-methoxyethanol, creates a unique solubility profile that facilitates the reaction kinetics while enabling a novel isolation technique. By simply cooling the mother liquor and adding pure water, the product precipitates as high-quality crystals directly, bypassing the energy-intensive and time-consuming recrystallization steps common in older protocols. This not only accelerates the production cycle but also ensures a consistent impurity profile, making it an ideal candidate for cost reduction in electronic chemical manufacturing where material consistency is paramount.
Mechanistic Insights into Pd/C Catalyzed Hydrazine Reduction
The core of this synthetic breakthrough lies in the efficient catalytic cycle facilitated by the palladium on carbon surface. In this mechanism, hydrazine hydrate acts as a hydrogen donor, decomposing on the active sites of the Pd/C catalyst to generate nascent hydrogen species in situ. These reactive hydrogen atoms are then transferred to the nitro groups (-NO2) located at the 2 and 4 positions of the phenoxy rings attached to the naphthalene core. The reaction proceeds through a series of well-defined intermediates, typically involving the reduction of the nitro group to a nitroso intermediate, then to a hydroxylamine, and finally to the desired primary amine (-NH2). The choice of Pd/C with a palladium loading between 1% and 15% is critical; it provides sufficient active surface area to drive the reaction to completion within 1 to 5 hours without promoting excessive side reactions such as hydrogenolysis of the ether linkage, which could degrade the molecular skeleton. The solvent system plays a dual role here, acting not just as a medium for mass transfer but also stabilizing the transition states, ensuring that the reduction is chemoselective for the nitro groups while leaving the sensitive ether bonds intact.
Controlling the impurity spectrum is equally vital for the downstream application of this monomer in high-performance polyimides. The presence of unreacted nitro compounds or partially reduced hydroxylamine derivatives can act as defects in the polymer chain, leading to discoloration and compromised dielectric properties in the final FCCL material. The patented process addresses this by optimizing the molar ratio of hydrazine hydrate to substrate between 1:20 and 1:50, ensuring a large excess of reducing agent to drive the equilibrium fully towards the diamine product. Furthermore, the hot filtration step immediately following the reaction effectively removes the spent catalyst and any insoluble particulate matter before crystallization begins. This physical separation, combined with the selective precipitation induced by water addition, ensures that soluble organic impurities remain in the mother liquor while the target 1,5-bis(2,4-diaminophenoxy)naphthalene crystallizes out with a purity consistently above 99%. This level of control is essential for manufacturers aiming to produce high-purity OLED materials or advanced polymer additives where trace impurities can be catastrophic.
How to Synthesize 1,5-Bis(2,4-Diaminophenoxy)Naphthalene Efficiently
Implementing this synthesis route requires precise adherence to the reaction parameters defined in the patent to maximize yield and safety. The process begins with the careful charging of the reactor with the dinitro precursor, the Pd/C catalyst, and the selected alcohol solvent mixture, followed by heating to initiate the reaction. The addition of hydrazine hydrate must be controlled to manage the exotherm, maintaining the temperature strictly within the 70°C to 85°C window to prevent solvent boil-off or catalyst deactivation. Once the reaction is complete, the workflow shifts to a rapid isolation protocol involving hot filtration and controlled anti-solvent crystallization. The detailed standardized synthesis steps, including specific stirring rates, addition times, and drying parameters required for GMP-compliant manufacturing, are outlined below for technical reference.
- Charge the reactor with 1,5-bis(2,4-dinitrophenoxy)naphthalene, Pd/C catalyst, and saturated fatty alcohol solvents.
- Heat the mixture to 60°C and slowly add hydrazine hydrate solution while maintaining temperature between 70°C and 85°C.
- Filter hot to remove catalyst, cool the mother liquor, add water to precipitate crystals, and vacuum dry the final product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this patented process offers a compelling value proposition centered on operational efficiency and risk mitigation. By shifting away from high-pressure hydrogenation, facilities can utilize standard glass-lined or stainless steel reactors that are already prevalent in fine chemical plants, thereby avoiding the long lead times and high costs associated with procuring specialized pressure vessels. This flexibility significantly enhances supply chain reliability, as production can be easily scaled or shifted between different manufacturing sites without requiring unique infrastructure modifications. Moreover, the elimination of heavy metal waste streams associated with iron powder reduction simplifies environmental compliance, reducing the administrative burden and potential fines related to hazardous waste disposal. The streamlined workup procedure, which integrates reaction and initial purification into a continuous flow, drastically reduces the batch cycle time, allowing for higher throughput and better responsiveness to market demand fluctuations.
- Cost Reduction in Manufacturing: The economic benefits of this route are driven primarily by the simplification of the unit operations and the reduction in energy consumption. By operating at atmospheric pressure and moderate temperatures, the process consumes significantly less energy compared to high-pressure hydrogenation or high-temperature fusion methods. The ability to isolate the product directly via water precipitation eliminates the need for multiple recrystallization steps, which traditionally consume vast amounts of solvent and energy for heating and cooling cycles. Additionally, the catalyst, Pd/C, can potentially be recovered and regenerated, further lowering the raw material costs per kilogram of product. These factors combine to create a leaner manufacturing cost structure, providing a competitive edge in the pricing of high-purity electronic chemical intermediates.
- Enhanced Supply Chain Reliability: The robustness of this chemical process translates directly into supply chain stability. The reagents involved, such as hydrazine hydrate and common fatty alcohols, are commodity chemicals with stable global supply chains, reducing the risk of raw material shortages that often plague specialty reagent-dependent syntheses. The tolerance of the reaction to slight variations in conditions ensures consistent batch-to-batch quality, minimizing the rate of off-spec material that could disrupt downstream polymerization schedules. For supply chain planners, this predictability is invaluable, as it allows for more accurate inventory forecasting and reduces the need for large safety stocks of finished goods. The scalability of the process from laboratory to multi-ton production ensures that supply can grow in lockstep with the expanding demand for advanced polyimide materials.
- Scalability and Environmental Compliance: From an environmental, health, and safety (EHS) perspective, this method represents a cleaner alternative to legacy technologies. The primary byproduct of the hydrazine reduction is nitrogen gas and water, which are environmentally benign, contrasting sharply with the acidic sludge generated by metal-acid reductions. This aligns with modern green chemistry principles and helps manufacturers meet increasingly stringent global environmental regulations. The process generates minimal three wastes (wastewater, waste gas, solid waste), simplifying the treatment requirements and lowering the operational costs of effluent treatment plants. Furthermore, the simplicity of the operation reduces the likelihood of human error during scale-up, making the commercial scale-up of complex electronic chemical intermediates safer and more predictable for large-scale production facilities.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the production and application of 1,5-bis(2,4-diaminophenoxy)naphthalene. These insights are derived directly from the technical specifications and beneficial effects detailed in the patent literature, providing clarity on process capabilities and material properties. Understanding these nuances is critical for stakeholders evaluating the feasibility of integrating this monomer into their existing supply chains or product development pipelines.
Q: What is the primary advantage of using hydrazine hydrate over hydrogen gas for this reduction?
A: Using hydrazine hydrate eliminates the need for high-pressure hydrogenation equipment, significantly reducing capital expenditure and safety risks associated with handling compressed hydrogen gas in large-scale operations.
Q: How is high purity (>99%) achieved without recrystallization?
A: The process utilizes a specific solvent system of saturated fatty alcohols and a controlled water precipitation step, which allows the product to crystallize directly from the mother liquor with high selectivity, bypassing the need for energy-intensive recrystallization.
Q: Is this process suitable for manufacturing flexible copper clad laminates (FCCL)?
A: Yes, the resulting 1,5-bis(2,4-diaminophenoxy)naphthalene is a key monomer for synthesizing high-performance polyimide resins specifically designed for FCCL applications requiring low dielectric constants and high thermal stability.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 1,5-Bis(2,4-Diaminophenoxy)Naphthalene Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition from laboratory innovation to industrial reality requires a partner with deep technical expertise and robust manufacturing capabilities. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the promising metrics of patent CN101260056A can be realized in a commercial setting. We maintain stringent purity specifications and operate rigorous QC labs equipped with advanced analytical instrumentation to verify that every batch of 1,5-bis(2,4-diaminophenoxy)naphthalene meets the exacting standards required for FCCL and high-performance polyimide applications. Our commitment to quality assurance ensures that the material you receive is not just chemically pure, but also functionally ready for immediate polymerization.
We invite you to collaborate with us to optimize your supply chain for advanced electronic materials. By leveraging our process engineering capabilities, we can help you achieve a Customized Cost-Saving Analysis tailored to your specific volume requirements and logistical constraints. We encourage potential partners to contact our technical procurement team to request specific COA data and route feasibility assessments, allowing you to make informed decisions based on hard data rather than estimates. Together, we can accelerate the deployment of next-generation polyimide solutions that power the future of electronics.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →