Optimizing Exenatide Production: Advanced Solid-Phase Synthesis Strategies for Commercial Scale-Up
The pharmaceutical landscape for Type II diabetes treatment has been revolutionized by incretin mimetics, with Exenatide standing as a cornerstone therapeutic agent. As demand for this 39-amino acid polypeptide surges globally, the efficiency of its manufacturing process becomes a critical bottleneck for supply chains. Patent CN103122026A discloses a refined solid-phase preparation method for Exenatide crude product that addresses longstanding challenges in peptide synthesis, specifically targeting yield optimization and impurity control. This technical disclosure outlines a robust protocol that leverages specific coupling reagents and strategic dipeptide incorporation to achieve crude purities ranging from 50% to over 67%, providing a viable pathway for cost-effective commercial production. For R&D directors and procurement leaders, understanding the nuances of this solid-phase synthesis (SPPS) approach is essential for securing a reliable Exenatide supplier capable of meeting stringent GMP standards while maintaining economic viability.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional solid-phase peptide synthesis often suffers from cumulative yield losses as the chain elongates, particularly when dealing with long sequences like the 39-residue Exenatide. Conventional methods typically employ a uniform coupling strategy for all amino acid additions, which fails to account for the varying steric hindrance and aggregation tendencies of different residue segments. This "one-size-fits-all" approach frequently results in incomplete deprotection or coupling, leading to a complex impurity profile filled with deletion sequences that are notoriously difficult to separate during downstream purification. Furthermore, standard protocols often struggle with the specific Gly-Gly sequence found in Exenatide, where sequential coupling of glycine residues can lead to side reactions such as diketopiperazine formation or poor coupling efficiency. These inefficiencies not only drive up the cost of goods sold (COGS) due to excessive reagent consumption but also compromise the scalability required for industrial manufacturing, making it difficult to secure a consistent supply of high-purity API intermediates.
The Novel Approach
The methodology described in CN103122026A introduces a segmented optimization strategy that significantly enhances the fidelity of the synthesis. A key innovation is the utilization of the pre-formed dipeptide Fmoc-Gly-Gly-OH for the connection of residues 30 and 29. By introducing these two glycine units as a single building block, the process effectively bypasses the kinetic barriers associated with coupling individual glycine molecules, thereby minimizing side reactions and ensuring a cleaner reaction profile. Additionally, the protocol identifies specific "difficult sequences" within the peptide chain, namely residues 20-19 and 17-11, and applies a more potent activation system using HATU/HOBt or similar uronium salts. This targeted intensification of coupling conditions ensures that sterically demanding connections are completed with high efficiency, drastically reducing the formation of truncated peptides. The result is a streamlined process that maintains the simplicity of classical SPPS while delivering superior crude quality, directly addressing the pain points of yield and purity that plague conventional manufacturing.
Mechanistic Insights into Optimized Peptide Coupling and Resin Swelling
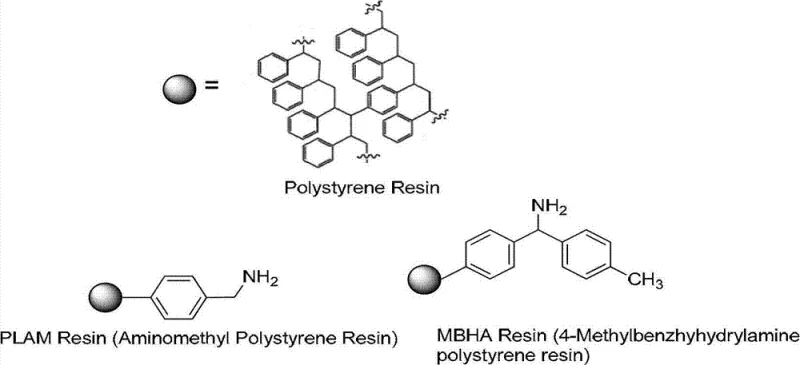
The success of this solid-phase synthesis hinges on the precise manipulation of reaction kinetics and resin physics. The use of HATU (O-(7-Azabenzotriazol-1-yl)-N,N,N',N'-tetramethyluronium hexafluorophosphate) as a coupling reagent for difficult segments is mechanistically significant. Unlike carbodiimides such as DIC, which form O-acylisourea intermediates prone to rearrangement and racemization, HATU generates highly reactive aminium/uronium species that facilitate rapid amide bond formation even in sterically crowded environments. This is crucial for the 17-11 segment of Exenatide, which contains multiple glutamic acid and bulky residues that can induce beta-sheet aggregation on the resin surface, shielding reactive sites. By employing a solvent mixture of DMF and DCM, the protocol ensures optimal resin swelling. Polystyrene-based resins, such as the PLAM or MBHA resins depicted below, require adequate solvation to allow reagents to diffuse freely into the polymer matrix. The addition of DCM to the DMF solvent system modifies the polarity and swelling properties, ensuring that the growing peptide chain remains accessible for reaction, thus preventing the "internal aggregation" that often halts synthesis in long peptides.
Furthermore, the strategic removal of Fmoc protecting groups using piperidine or DBU solutions is carefully controlled to prevent base-catalyzed side reactions such as aspartimide formation, which is a common degradation pathway in Asp-containing peptides like Exenatide. The inclusion of additives like HOBt (1-Hydroxybenzotriazole) serves a dual purpose: it suppresses racemization during activation and accelerates the coupling rate by forming a more stable active ester intermediate. This mechanistic rigor extends to the cleavage step, where a cocktail of TFA, TIS, water, and thioanisole is used to simultaneously remove side-chain protecting groups and cleave the peptide from the resin. The presence of scavengers like thioanisole and TIS is critical for trapping reactive carbocations generated during the acidolysis of protecting groups (e.g., tBu, Boc, Trt), preventing them from alkylating sensitive residues like Tryptophan or Methionine. This comprehensive control over the chemical environment at every stage ensures that the final crude product retains high structural integrity, facilitating easier purification to meet the >98% purity specification required for pharmaceutical applications.
How to Synthesize Exenatide Efficiently
Implementing this optimized synthesis route requires strict adherence to the specified molar ratios and solvent conditions to replicate the high yields reported in the patent data. The process begins with the loading of the Fmoc-linker onto the chosen resin, followed by iterative cycles of deprotection and coupling. Special attention must be paid to the temperature control during the activation of difficult segments, where keeping the solution between 0-10°C prior to addition helps manage the exothermic nature of the activation and preserves the stability of the active ester. While the general workflow follows standard SPPS protocols, the specific substitution of reagents at critical junctions is what differentiates this high-yield method from generic approaches. For a detailed breakdown of the operational parameters, reagent equivalents, and washing procedures necessary to achieve the reported 86-88% yields, please refer to the standardized synthesis guide below.
- Load the Fmoc-linker onto the solid-phase resin (PLAM or MBHA) using DIC and HOBt in DMF, followed by capping with acetic anhydride.
- Perform sequential amino acid coupling from C-terminus to N-terminus, utilizing Fmoc-Gly-Gly-OH dipeptide for residues 30-29 to minimize side reactions.
- Execute difficult couplings (residues 20-19 and 17-11) using HATU/HOBt in DMF/DCM mixtures to ensure complete reaction and high crude purity.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the transition to this optimized solid-phase synthesis method offers tangible benefits beyond mere technical superiority. The primary advantage lies in the substantial reduction of raw material waste and processing time. By minimizing the formation of deletion sequences and difficult-to-remove impurities, the downstream purification burden is significantly lightened. This translates to higher recovery rates during HPLC purification, meaning less starting material is required to produce a kilogram of finished API. Consequently, the overall cost of manufacturing is driven down, not through arbitrary price cuts, but through fundamental process efficiency. The ability to utilize standard, commercially available Fmoc-amino acids and common coupling reagents like DIC and HATU ensures that the supply chain remains resilient against shortages of exotic or custom-synthesized fragments. This reliance on commodity chemicals enhances supply continuity, a critical factor for maintaining uninterrupted production schedules in the volatile pharmaceutical market.
- Cost Reduction in Manufacturing: The elimination of complex liquid-phase fragment condensation steps simplifies the production workflow, removing the need for intermediate isolation and purification of peptide segments. This consolidation of steps reduces labor costs, solvent consumption, and equipment occupancy time. Furthermore, the improved crude purity means that preparative chromatography columns have a longer lifespan and require less frequent regeneration, contributing to significant operational expenditure (OpEx) savings. The process avoids the use of expensive transition metal catalysts or hazardous reagents that would necessitate costly removal and disposal protocols, aligning with green chemistry principles while lowering the total cost of ownership for the manufacturing facility.
- Enhanced Supply Chain Reliability: By adopting a synthesis route that relies on robust, widely available reagents such as DMF, DCM, and standard Fmoc-amino acids, manufacturers can mitigate the risk of supply disruptions. The flexibility to use different resin types, including PLAM, MBHA, or Rink Amide, provides procurement teams with the agility to switch suppliers based on availability and pricing without compromising the final product quality. This adaptability is crucial for scaling production from pilot batches to multi-ton commercial runs, ensuring that the reliable Exenatide supplier can meet fluctuating market demands without being bottlenecked by a single source of specialized materials. The simplified process flow also reduces the lead time for batch release, allowing for faster response to market needs.
- Scalability and Environmental Compliance: The method is designed for scalability, utilizing reaction conditions that are easily transferable from laboratory glassware to industrial-scale reactors. The use of standard solvents allows for established recovery and recycling systems to be implemented, minimizing environmental impact and waste disposal costs. The avoidance of heavy metals and the reduction of hazardous byproducts simplify the regulatory compliance landscape, facilitating smoother audits and approvals. This environmental stewardship not only reduces liability but also aligns with the increasing corporate sustainability goals of major pharmaceutical buyers, making the manufacturing process more attractive for long-term partnerships and contract manufacturing agreements.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the solid-phase production of Exenatide. These answers are derived directly from the experimental data and process descriptions found in the patent literature, providing clarity on the feasibility and advantages of this specific synthetic route. Understanding these details is vital for stakeholders evaluating the technical readiness and commercial potential of this manufacturing method.
Q: What are the critical advantages of using HATU over DIC for specific residues in Exenatide synthesis?
A: HATU provides superior activation for sterically hindered amino acids, significantly reducing deletion sequences and racemization risks compared to standard carbodiimides like DIC, particularly in the 17-11 and 20-19 regions.
Q: How does the use of Fmoc-Gly-Gly-OH dipeptide impact the overall yield?
A: Incorporating the pre-formed Fmoc-Gly-Gly-OH dipeptide eliminates the kinetic difficulties associated with coupling two glycine residues sequentially, thereby preventing incomplete reactions and improving the homogeneity of the crude peptide.
Q: Which resin types are compatible with this optimized Exenatide synthesis protocol?
A: The method is versatile and supports various Fmoc-compatible resins including PLAM (Aminomethyl Polystyrene), MBHA (4-Methylbenzhydrylamine), and Rink Amide resins, allowing flexibility based on cost and availability.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Exenatide Supplier
At NINGBO INNO PHARMCHEM, we recognize that the complexity of peptide synthesis requires a partner with deep technical expertise and robust infrastructure. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from lab-scale optimization to industrial manufacturing is seamless. We are committed to delivering high-purity Exenatide intermediates that meet stringent purity specifications, supported by our rigorous QC labs equipped with state-of-the-art analytical instrumentation. Our capability to implement advanced SPPS techniques, including the optimized coupling strategies discussed above, positions us as a leader in the production of complex peptide APIs. We understand the critical nature of supply chain continuity and are dedicated to providing our partners with a reliable source of high-quality materials that adhere to global regulatory standards.
We invite you to engage with our technical procurement team to discuss how our manufacturing capabilities can align with your project requirements. Whether you are in the early stages of process development or looking to secure a long-term supply for commercial launch, we offer a Customized Cost-Saving Analysis to identify opportunities for efficiency in your specific supply chain. We encourage you to request specific COA data and route feasibility assessments to verify our capacity to meet your exacting standards. Let us collaborate to bring this life-saving medication to patients faster and more efficiently.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →