Advanced Ionic Liquid Catalysis for Commercial Scale-up of Complex 4,4'-Dinitrodiphenyl Ether Intermediates
The global demand for high-performance engineering plastics, particularly polyimides (PI), has surged due to their exceptional thermal stability and mechanical strength in aerospace and electronic applications. At the heart of this supply chain lies the critical intermediate 4,4'-dinitrodiphenyl ether, the precursor to 4,4'-diaminodiphenyl ether. A groundbreaking technical solution detailed in patent CN112724021B offers a transformative approach to synthesizing this vital compound. By leveraging advanced ionic liquid catalysis, specifically utilizing pyridinium or imidazolium salts supported on silica gel, this method addresses long-standing inefficiencies in traditional etherification processes. The innovation not only pushes reaction yields to an impressive 98.8% but also fundamentally alters the environmental footprint of production by eliminating the need for consumable strong bases and acids. For R&D directors and procurement strategists alike, this represents a pivotal shift towards greener, more cost-effective manufacturing of high-purity pharmaceutical and polymer intermediates.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial synthesis of 4,4'-dinitrodiphenyl ether has been plagued by significant technical and environmental hurdles that impact both cost and scalability. Traditional routes, such as the direct nitration of diphenyl ether, often suffer from poor regioselectivity, resulting in a mixture of 2,4-isomers alongside the desired 4,4'-product, which necessitates complex and yield-reducing purification steps. Alternatively, condensation methods involving p-nitrochlorobenzene and nitrophenol typically rely on strong inorganic bases like sodium hydroxide. While effective for conversion, these processes generate massive quantities of high-salinity wastewater upon neutralization, creating a severe burden on waste treatment facilities and driving up operational expenditures. Furthermore, older catalytic systems using copper iodide or phosphorus-based phase transfer catalysts are often consumable, meaning they cannot be recovered, leading to continuous raw material costs and heavy metal contamination risks that complicate regulatory compliance for a reliable agrochemical intermediate supplier or pharma partner.
The Novel Approach
In stark contrast, the methodology disclosed in the patent introduces a sophisticated ionic liquid catalytic system that circumvents these legacy issues through intelligent molecular design. By employing specific pyridinium or imidazolium salts, the reaction proceeds under milder conditions without the necessity for stoichiometric amounts of strong bases. This shift effectively neutralizes the generation of saline wastewater, offering a cleaner production profile that aligns with modern environmental, social, and governance (ESG) goals. The integration of a silica gel support matrix further enhances the process by mitigating the high viscosity typically associated with ionic liquids, thereby facilitating straightforward phase separation. This novel approach ensures that the catalyst can be regenerated and reused multiple times while maintaining high activity, providing a robust framework for cost reduction in electronic chemical manufacturing where purity and consistency are paramount.
Mechanistic Insights into Ionic Liquid-Catalyzed Etherification
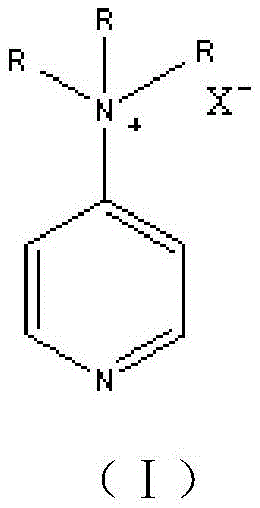
The core of this technological advancement lies in the unique structural properties of the ionic liquid catalysts, which function as both the reaction medium and the catalytic driver. The patent specifies two primary classes of cations: pyridinium salts and imidazolium salts. The pyridinium derivatives, represented by general formula (I), feature a nitrogen center substituted with alkyl groups that modulate the electronic environment to favor nucleophilic attack during the etherification of p-nitrohalogenated benzene.
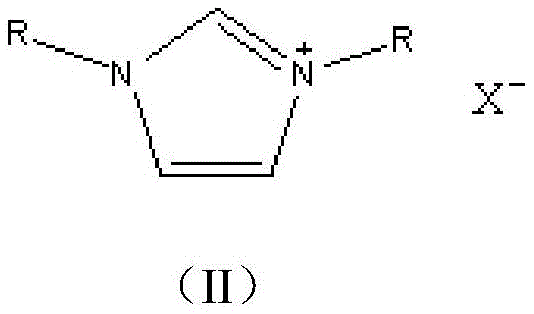
Similarly, the imidazolium salts, depicted in general formula (II), offer a five-membered heterocyclic structure that provides excellent thermal stability and solvating power for the organic substrates. The choice of anion, ranging from chloride to trifluoroacetate, allows for fine-tuning of the catalyst's acidity and solubility profile. Crucially, the patent describes a pretreatment process where these ionic liquids are loaded onto a silica gel matrix via a sol-gel process involving silicate esters and alcohol. This heterogeneous modification is key to the mechanism; it prevents the leaching of the active species and creates a high-surface-area interface that accelerates the reaction kinetics between the p-nitrochlorobenzene and the organic salt auxiliary agent, such as potassium acetate.
From an impurity control perspective, this mechanism is exceptionally clean. Because the reaction does not rely on harsh nitrating mixtures or strong alkaline conditions that promote side reactions like hydrolysis of the nitro group, the formation of by-products is minimized. The selectivity of the catalyst remains above 96% even after five consecutive reuse cycles, as demonstrated in the experimental data. This stability suggests that the active sites on the silica-supported ionic liquid are resistant to poisoning or degradation, ensuring that the impurity profile of the final 4,4'-dinitrodiphenyl ether remains consistent batch after batch, a critical factor for downstream polymerization into high-performance polyimides.
How to Synthesize 4,4'-Dinitrodiphenyl Ether Efficiently
Implementing this synthesis route requires precise adherence to the patented protocol to maximize the benefits of the ionic liquid system. The process begins with the meticulous preparation of the silica gel-supported catalyst, followed by the etherification reaction in solvents like o-xylene or o-dichlorobenzene at temperatures between 90°C and 140°C. The detailed standardized synthesis steps, including specific mass ratios, stirring speeds, and regeneration protocols for the catalyst, are outlined below to ensure reproducibility and safety in a pilot or commercial setting.
- Prepare the silica gel-supported ionic liquid catalyst by mixing silicate ester and alcohol, adding the ionic liquid, solidifying with hydrochloric acid, and drying.
- Conduct the etherification reaction by mixing p-nitrochlorobenzene, potassium acetate, and solvent under the catalysis of the prepared ionic liquid at 90-140°C.
- Separate the mixture, regenerate the lower ionic liquid layer via alcohol washing and distillation, and crystallize the supernatant to obtain the final product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the transition to this ionic liquid-based process offers tangible strategic benefits beyond mere chemical efficiency. The elimination of consumable strong bases and the ability to recycle the catalyst directly translate into a simplified supply chain with fewer raw material dependencies. By removing the need for continuous purchases of expensive phase transfer catalysts or large volumes of neutralizing acids, manufacturers can achieve substantial cost savings in raw material procurement. Furthermore, the reduction in hazardous waste generation lowers the overhead costs associated with environmental compliance and waste disposal, enhancing the overall economic viability of producing high-purity OLED material precursors or polymer additives.
- Cost Reduction in Manufacturing: The most significant financial advantage stems from the recyclability of the catalyst system. Unlike traditional methods where catalysts are consumed or difficult to recover, the silica-supported ionic liquid can be separated, washed, and reactivated for subsequent batches. This circular usage model drastically reduces the cost per kilogram of the final product. Additionally, the high atom utilization rate means less raw material is wasted in side reactions, further optimizing the cost structure. The process avoids the expensive downstream processing required to remove heavy metal residues or high salt content, streamlining the purification workflow and reducing energy consumption during solvent recovery.
- Enhanced Supply Chain Reliability: Adopting this technology mitigates risks associated with the supply of specialized reagents. Since the catalyst is durable and reusable, the frequency of ordering sensitive catalytic materials is reduced, buffering the production line against market volatility or logistics delays. The robustness of the reaction conditions, operating at moderate pressures of 1.0-1.5 atm, ensures that the process can be run continuously with minimal downtime for maintenance or cleaning. This reliability is crucial for maintaining steady delivery schedules to downstream clients who depend on a consistent flow of intermediates for their own manufacturing timelines.
- Scalability and Environmental Compliance: The process is inherently designed for scale-up, with parameters that are easily controlled in large reactors. The absence of highly corrosive strong acids or bases reduces the wear and tear on reactor vessels and piping, extending equipment lifespan and lowering capital expenditure on maintenance. From a regulatory standpoint, the significant reduction in "three wastes" (waste water, waste gas, and solid waste) simplifies the permitting process for new production lines. This environmental friendliness future-proofs the manufacturing facility against tightening global regulations on chemical discharge, ensuring long-term operational continuity without the threat of shutdowns due to non-compliance.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this ionic liquid catalysis technology. These answers are derived directly from the experimental findings and beneficial effects described in the patent documentation, providing clarity on performance metrics and operational feasibility for potential partners evaluating this route for their supply chain.
Q: What are the primary advantages of using ionic liquid catalysts over traditional strong base methods?
A: Traditional methods often require strong bases like NaOH, generating high-salt wastewater that is difficult to treat. The ionic liquid method described in patent CN112724021B eliminates the need for consumable strong bases and acids, significantly reducing environmental pollution and waste treatment costs while allowing for catalyst recycling.
Q: How does the silica gel support improve the catalytic process?
A: Pure ionic liquids can have high viscosity, making separation from products difficult. Supporting the ionic liquid on silica gel facilitates easier separation of the catalyst from the reaction mixture. Furthermore, the support helps maintain catalyst activity and selectivity over multiple reuse cycles, preventing rapid deactivation.
Q: What is the expected yield and purity for this synthesis route?
A: According to the experimental data in the patent, this method can achieve a maximum yield of 98.8%. The product purity is consistently reported to be greater than or equal to 98%, with some examples reaching 99% purity, making it suitable for high-performance polymer applications.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 4,4'-Dinitrodiphenyl Ether Supplier
The technical potential of the ionic liquid catalyzed synthesis of 4,4'-dinitrodiphenyl ether is immense, offering a pathway to superior purity and sustainability that meets the rigorous demands of the polyimide and pharmaceutical sectors. As a premier CDMO partner, NINGBO INNO PHARMCHEM possesses the extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production required to bring this innovative process to life. Our facility is equipped with stringent purity specifications and rigorous QC labs capable of validating the low impurity profiles achieved by this method, ensuring that every batch meets the exacting standards necessary for high-performance polymer applications.
We invite forward-thinking organizations to collaborate with us to optimize their supply chains using this advanced technology. By engaging with our technical procurement team, you can request a Customized Cost-Saving Analysis tailored to your specific volume requirements. We encourage you to reach out for specific COA data and route feasibility assessments to determine how this green synthesis method can enhance your product portfolio and reduce your overall manufacturing footprint.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →