Advanced Chromatographic Purification of Chenodeoxycholic Acid for Pharmaceutical Manufacturing
Advanced Chromatographic Purification of Chenodeoxycholic Acid for Pharmaceutical Manufacturing
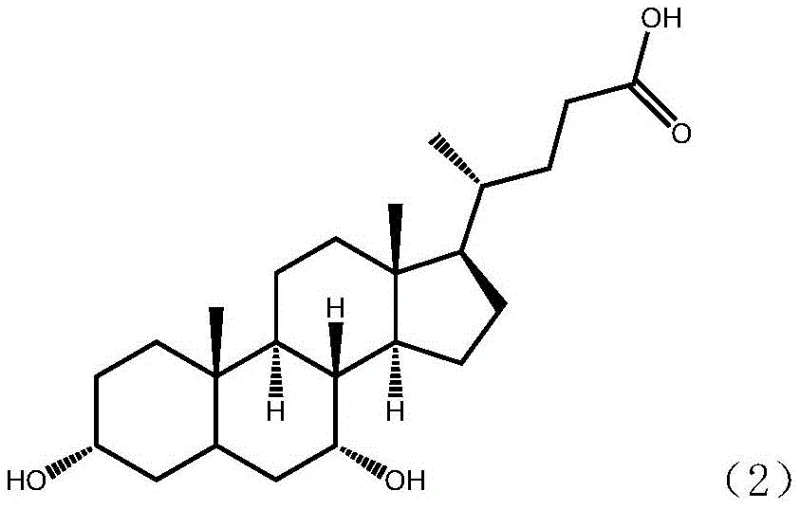
The pharmaceutical industry continuously demands higher purity standards for active pharmaceutical ingredients (APIs) and their critical intermediates to ensure patient safety and regulatory compliance. Patent CN107573396B introduces a groundbreaking purification methodology specifically targeting Chenodeoxycholic Acid (CDCA), a pivotal steroid intermediate widely used in the synthesis of Ursodeoxycholic Acid (UDCA) and other therapeutic agents. This technical disclosure outlines a sophisticated two-step purification strategy combining Chromatography-3 column technology with Dynamic Axial Compression (DAC) chromatography. By leveraging polystyrene/divinylbenzene (PS/DVB) type chromatographic packing in the initial stage, followed by high-resolution silica gel separation in the second stage, this process transforms low-content crude samples into high-purity monomers. The significance of this innovation lies in its ability to bridge the gap between laboratory feasibility and industrial robustness, offering a scalable solution for the commercial scale-up of complex pharmaceutical intermediates. As global demand for bile acid derivatives grows, mastering such high-efficiency separation techniques becomes a cornerstone for maintaining a competitive edge in the fine chemical sector.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the isolation and purification of Chenodeoxycholic Acid have been plagued by significant technical and environmental hurdles that hinder efficient large-scale production. Traditional extraction protocols, such as the alcohol method and salting-out techniques developed decades ago, are increasingly viewed as obsolete due to their inability to meet modern purity specifications, often yielding products with purity levels hovering around merely 60%. Furthermore, many existing industrial processes rely heavily on the extensive use of toxic and volatile organic solvents, such as ethyl acetate and methanol, which create substantial environmental liabilities and increase the complexity of waste stream management. The reliance on macroporous resin separation without subsequent high-resolution polishing steps often results in poor repeatability of process parameters and significant product loss during ultrafiltration. Additionally, older methods involving animal bile extraction are not only ethically contentious but also suffer from low efficiency and long processing cycles, making them unsuitable for the rapid turnaround times required by modern supply chains. These cumulative inefficiencies lead to elevated production costs and inconsistent quality, failing to satisfy the stringent requirements of high-purity pharmaceutical intermediates needed for downstream drug synthesis.
The Novel Approach
In stark contrast to these legacy methodologies, the patented two-step purification system offers a paradigm shift towards precision and sustainability in steroid processing. The novel approach initiates with a primary separation using Chromatography-3 filled with PS/DVB packing, which exploits the specific hydrophobic interactions between the stationary phase and the steroid backbone to effectively remove bulk impurities from low-content feedstocks. This is immediately followed by a secondary, high-resolution purification step utilizing Dynamic Axial Compression (DAC) column chromatography, which maintains a consistent bed density and eliminates channeling effects common in gravity-fed columns. This dual-column strategy allows for the processing of crude samples with initial CDCA content as low as 15-20%, upgrading them first to a 70-80% purity crude and finally to a finished product exceeding 97.5% purity. The process utilizes a gradient elution system with recyclable solvents like ethanol and petroleum ether, drastically simplifying the downstream recovery and recycling operations. By integrating these advanced chromatographic technologies, manufacturers can achieve a yield of more than 90%, representing a substantial improvement in material efficiency and a decisive step forward in cost reduction in pharmaceutical intermediates manufacturing.
Mechanistic Insights into Chromatographic Separation Dynamics
The core of this purification success lies in the precise manipulation of adsorption equilibria and mass transfer kinetics within the chromatographic columns. In the first stage, the polystyrene/divinylbenzene (PS/DVB) packing material acts as a highly selective adsorbent that differentiates between the target CDCA molecule and structurally similar impurities based on subtle differences in polarity and hydrophobic surface area. The PS/DVB matrix provides a rigid, porous structure that allows for optimal flow dynamics, ensuring that the mobile phase (typically ethanol-water mixtures) can effectively compete for binding sites on the stationary phase. As the mobile phase composition is adjusted from lower to higher ethanol concentrations, the desorption of CDCA is triggered at a specific threshold, allowing for the collection of fractions enriched with the target compound while leaving behind more polar or non-polar contaminants. This selectivity is crucial for removing the bulk of the matrix components found in animal bile extracts, setting the stage for the final polishing step. The mechanistic understanding of these interactions allows process engineers to fine-tune the elution profile, maximizing the loading capacity of the column without compromising resolution.
The second stage employs Dynamic Axial Compression (DAC) technology, which mechanically compresses the silica gel bed to maintain uniform density throughout the separation run, thereby preventing bed collapse and the formation of voids that lead to band broadening. This mechanical stability is essential for achieving the sharp peak resolution required to separate CDCA from closely related steroids such as Hyodeoxycholic Acid (HDCA). The mobile phase in this stage, typically a mixture of petroleum ether, ethyl acetate, and formic acid, is optimized to create a specific partition coefficient that favors the migration of pure CDCA. Real-time monitoring via Thin Layer Chromatography (TLC) ensures that fraction collection is initiated only when the target compound is detected and terminated immediately when purity drops, minimizing cross-contamination. This rigorous control over the separation mechanism ensures that the final product meets the stringent purity specifications required for API synthesis, effectively eliminating the need for multiple recrystallization steps that often degrade overall yield. The synergy between the hydrophobic interaction in the first column and the adsorption chromatography in the DAC column creates a robust purification train capable of handling variable feedstock qualities.
How to Synthesize Chenodeoxycholic Acid Efficiently
Implementing this purification protocol requires careful attention to column preparation, mobile phase equilibration, and fraction collection strategies to ensure reproducible results. The process begins with the pretreatment of the Chromatography-3 packing, involving swelling in ethanol and thorough washing to remove fines, followed by the preparation of the feedstock solution at a concentration of 50-90mg/ml. Operators must meticulously monitor the elution front using TLC with a petroleum ether-ethyl acetate-glacial acetic acid developing system to identify the precise cut points for fraction collection. The transition from the primary column to the DAC system involves dissolving the intermediate crude product in the specific mobile phase and filtering through a 0.45-micron membrane to protect the high-pressure column integrity. Detailed operational parameters, including flow rates of 200ml/min for the DAC system and specific column dimensions, are critical for maintaining the linear velocity required for optimal mass transfer. For a comprehensive guide on executing this synthesis with maximum efficiency, please refer to the standardized operating procedures outlined below.
- Pretreat Chromatography-3 column with ethanol and water, then load low-content CDCA sample solution onto the polystyrene/divinylbenzene packing.
- Elute impurities with lower concentration ethanol, followed by gradient elution to collect the CDCA crude product with 70-80% purity.
- Further purify the crude product using Dynamic Axial Compression (DAC) column chromatography with silica gel filler to obtain final high-purity CDCA.
Commercial Advantages for Procurement and Supply Chain Teams
From a strategic procurement perspective, the adoption of this advanced chromatographic purification method offers profound advantages that extend beyond mere technical performance, directly impacting the bottom line and supply chain resilience. By shifting away from toxic solvent systems and inefficient extraction methods, manufacturers can significantly reduce the costs associated with hazardous waste disposal and solvent procurement, leading to a leaner and more sustainable production model. The high yield of over 90% ensures that raw material utilization is maximized, which is particularly critical when dealing with biological feedstocks that can fluctuate in price and availability. Furthermore, the scalability of the Dynamic Axial Compression technology means that production volumes can be ramped up from pilot scale to multi-ton annual capacity without the need for fundamental process re-engineering, providing a clear pathway for reducing lead time for high-purity pharmaceutical intermediates. This reliability in production capability allows supply chain managers to forecast inventory with greater confidence, mitigating the risks of stockouts that can disrupt downstream API manufacturing schedules.
- Cost Reduction in Manufacturing: The elimination of expensive and toxic solvents like large volumes of ethyl acetate, replaced by recyclable ethanol and petroleum ether systems, drastically lowers the operational expenditure related to solvent purchase and recovery. The high selectivity of the PS/DVB packing reduces the number of processing cycles required to achieve target purity, thereby saving energy and labor costs associated with extended processing times. Additionally, the high recovery rate of the target molecule minimizes raw material waste, ensuring that every kilogram of feedstock contributes maximally to the final output value. These factors combine to create a highly cost-competitive manufacturing process that can withstand market fluctuations in raw material pricing.
- Enhanced Supply Chain Reliability: The robustness of the DAC column technology ensures consistent product quality batch after batch, reducing the incidence of out-of-specification results that often lead to production delays and supply interruptions. The ability to process low-content feedstocks (15-20% purity) effectively expands the pool of available raw materials, reducing dependency on scarce high-grade sources and enhancing supply security. This flexibility allows procurement teams to source cost-effective crude materials without compromising the quality of the final API intermediate, creating a buffer against supply chain volatility. Consequently, partners can rely on a steady flow of high-quality material to support their own production timelines.
- Scalability and Environmental Compliance: The process is inherently designed for green chemistry principles, utilizing solvents that are easier to recover and recycle, thus minimizing the environmental footprint and ensuring compliance with increasingly strict global environmental regulations. The simplicity of the operation, characterized by isocratic elution and continuous sample injection capabilities, facilitates easy scale-up from laboratory validation to industrial production without complex equipment modifications. This ease of scale-up reduces the capital expenditure risk for expanding production capacity, making it an attractive investment for long-term growth. Moreover, the reduced generation of hazardous waste simplifies the permitting process and lowers the long-term liability associated with environmental compliance.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this purification technology, derived directly from the patent specifications and practical application scenarios. Understanding these details is essential for R&D teams evaluating the feasibility of integrating this process into their existing manufacturing lines. The answers provided reflect the specific advantages of the two-step chromatographic approach over traditional methods, highlighting its suitability for producing high-value steroid intermediates. We encourage potential partners to review these insights to fully appreciate the operational benefits and quality assurances offered by this innovative technique.
Q: What is the final purity achievable with this chromatographic method?
A: The patented two-step process utilizing Chromatography-3 followed by Dynamic Axial Compression (DAC) consistently achieves a final product purity exceeding 97.5%, with yields greater than 90%.
Q: How does this method improve upon traditional solvent extraction?
A: Unlike traditional methods that often result in purities around 60% and utilize large volumes of toxic solvents like ethyl acetate, this novel approach uses recyclable ethanol and petroleum ether systems, significantly reducing environmental impact while drastically improving separation efficiency.
Q: Is this process suitable for industrial scale-up?
A: Yes, the method is specifically designed for industrial applicability. The use of Dynamic Axial Compression columns allows for continuous sample injection and stable baselines, facilitating the transition from laboratory validation to commercial-scale production of complex steroid intermediates.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Chenodeoxycholic Acid Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition from a patented laboratory method to a commercially viable production process requires deep technical expertise and state-of-the-art infrastructure. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of the Chromatography-3 and DAC purification method are fully realized in a GMP-compliant environment. We are committed to delivering stringent purity specifications for Chenodeoxycholic Acid, supported by our rigorous QC labs that employ advanced analytical techniques to verify every batch. Our capability to handle complex steroid chemistries positions us as a strategic partner for pharmaceutical companies seeking to secure their supply of critical intermediates with uncompromising quality standards.
We invite you to collaborate with us to optimize your supply chain and leverage the cost efficiencies inherent in this advanced purification technology. By engaging with our technical procurement team, you can request a Customized Cost-Saving Analysis tailored to your specific volume requirements and quality needs. We encourage you to reach out today to obtain specific COA data and route feasibility assessments that demonstrate how our manufacturing capabilities align with your project goals. Let us help you navigate the complexities of steroid intermediate sourcing with a partner dedicated to excellence and reliability.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →