Advanced Synthesis of Cyclohexene Carboxylic Acid Derivatives for Neuraminidase Inhibitors
The pharmaceutical industry continuously seeks robust and scalable synthetic routes for critical antiviral agents, particularly neuraminidase inhibitors which are essential for treating influenza. Patent CN1429806A discloses a novel and highly efficient synthesis method for cyclohexene carboxylic acid derivatives that serve as pivotal intermediates in this therapeutic class. This technology addresses long-standing challenges in stereoselectivity and functional group tolerance, offering a pathway that is both chemically elegant and industrially viable. By leveraging specific protecting group strategies and mild reaction conditions, the process ensures the integrity of the complex cyclohexene core while facilitating the introduction of necessary amine and ester functionalities. For R&D directors and procurement specialists, understanding the nuances of this patented methodology is crucial for securing a reliable supply chain of high-purity pharmaceutical intermediates. The following analysis details the technical merits and commercial implications of adopting this advanced synthetic approach for large-scale manufacturing.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional synthetic routes for constructing substituted cyclohexene rings often suffer from poor stereocontrol and the requirement for harsh reaction conditions that can compromise sensitive functional groups. Conventional methods frequently rely on high-temperature eliminations or strong bases that lead to significant formation of regioisomers and by-products, necessitating complex and costly purification steps. Furthermore, many existing processes utilize expensive or toxic reagents that pose environmental and safety risks, complicating regulatory compliance and waste management. The lack of modularity in older synthesis strategies often means that changing a single protecting group requires a complete redesign of the synthetic route, limiting flexibility in process optimization. These inefficiencies result in lower overall yields and increased production costs, which are critical pain points for procurement managers aiming to reduce the cost of goods sold for active pharmaceutical ingredients. Consequently, there is a pressing need for a methodology that offers greater precision and operational simplicity.
The Novel Approach
The methodology outlined in the patent data introduces a streamlined approach that utilizes quinic acid as a chiral pool starting material, thereby inherently establishing the necessary stereochemistry without the need for resolution steps. This novel route employs a sequence of protection, dehydration, and functionalization reactions that are carefully optimized to maximize yield and purity. For instance, the use of sulfuryl chloride for dehydration under controlled low-temperature conditions allows for the selective formation of the cyclohexene double bond with minimal isomerization. The strategy also incorporates versatile protecting groups such as acetonides and mesylates, which can be easily installed and removed, providing flexibility for downstream derivatization. By avoiding extreme pH levels and temperatures, the process preserves the integrity of the ester and hydroxyl functionalities, reducing the formation of degradation products. This results in a cleaner reaction profile that simplifies isolation and enhances the overall efficiency of the manufacturing process, making it an attractive option for commercial scale-up of complex pharmaceutical intermediates.
Mechanistic Insights into Dehydration and Reductive Amination
The core of this synthetic strategy lies in the precise manipulation of the cyclohexane ring to introduce unsaturation and nitrogen functionality. The dehydration step involves the activation of a hydroxyl group, typically converted to a mesylate or similar leaving group, followed by elimination using a base such as pyridine or a hindered amine. The reaction mechanism proceeds via an E2 elimination pathway, where the stereochemical arrangement of the leaving group and the beta-proton dictates the geometry of the resulting double bond. The patent specifies the use of sulfuryl chloride in dichloromethane at temperatures ranging from -20°C to 0°C, which kinetically favors the desired elimination product over competing substitution reactions. This level of control is essential for maintaining the optical purity of the intermediate, which is critical for the biological activity of the final neuraminidase inhibitor. The subsequent steps involve the introduction of nitrogen, often via azide displacement or reductive amination, which requires careful selection of reducing agents to avoid over-reduction of the alkene or ester groups.
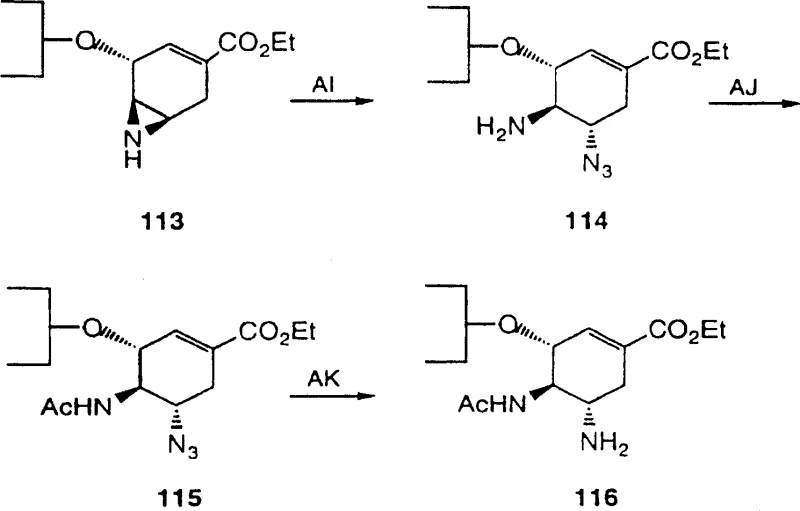
Following the formation of the cyclohexene core, the installation of the amine group is achieved through highly selective reduction processes. The patent describes the use of triphenylphosphine in aqueous acetonitrile or hydrogenation with Lindlar catalyst to reduce azide intermediates to primary amines without affecting the double bond. This chemoselectivity is a significant advantage, as it eliminates the need for additional protection-deprotection sequences for the alkene moiety. The mechanism involves the nucleophilic attack of the phosphine on the terminal nitrogen of the azide, forming a phosphazide intermediate that hydrolyzes to the amine and phosphine oxide. Alternatively, catalytic hydrogenation provides a clean reduction pathway, particularly suitable for large-scale operations where atom economy is a priority. The ability to toggle between these reduction methods allows process chemists to optimize the route based on available infrastructure and cost constraints, ensuring a robust supply of high-purity pharmaceutical intermediates for downstream coupling reactions.
How to Synthesize Cyclohexene Carboxylic Acid Derivatives Efficiently
The synthesis of these valuable intermediates begins with the preparation of the protected lactone from quinic acid, followed by ring-opening and functional group manipulation. The process requires strict control over reaction parameters such as temperature and stoichiometry to ensure consistent quality. Detailed standard operating procedures for each step, including workup and purification protocols, are essential for reproducibility. The following guide outlines the critical stages of the synthesis based on the patented methodology, highlighting key reagents and conditions.
- Prepare the starting lactone material using quinic acid and protect hydroxyl groups with acetonide functionality under acidic conditions.
- Perform dehydration using sulfuryl chloride and pyridine at low temperatures to form the cyclohexene double bond selectively.
- Execute reductive amination or azide reduction using triphenylphosphine or hydrogenation to install the required amine functionality.
Commercial Advantages for Procurement and Supply Chain Teams
From a commercial perspective, the adoption of this synthesis route offers significant advantages in terms of cost reduction in pharmaceutical intermediates manufacturing and supply chain reliability. The use of quinic acid as a starting material leverages a renewable and readily available chiral source, reducing dependency on expensive synthetic chiral auxiliaries. The high yields reported in the patent examples, such as the 98% yield in the reduction of the azide to the amine, translate directly into lower material costs and reduced waste generation. Furthermore, the mild reaction conditions minimize energy consumption and equipment wear, contributing to substantial cost savings over the lifecycle of the product. For supply chain heads, the robustness of the process ensures reducing lead time for high-purity pharmaceutical intermediates, as fewer purification steps are required to meet stringent quality specifications. The scalability of the method is evidenced by the multi-kilogram examples provided, demonstrating its readiness for commercial scale-up of complex pharmaceutical intermediates without significant process redesign.
- Cost Reduction in Manufacturing: The elimination of expensive transition metal catalysts in certain steps and the use of common reagents like sulfuryl chloride and triphenylphosphine significantly lower the raw material costs. The high stereoselectivity reduces the need for costly chiral chromatography or resolution steps, which are often the most expensive part of intermediate production. Additionally, the ability to recycle solvents like dichloromethane and ethyl acetate further enhances the economic viability of the process. These factors combine to create a cost structure that is highly competitive in the global market for antiviral drug ingredients.
- Enhanced Supply Chain Reliability: The reliance on commodity chemicals and bulk-available starting materials mitigates the risk of supply disruptions associated with specialized reagents. The process is designed to be robust against minor variations in raw material quality, ensuring consistent output even when sourcing from multiple vendors. This resilience is crucial for maintaining continuous production schedules and meeting the demanding delivery timelines of pharmaceutical clients. By establishing a stable manufacturing process, suppliers can offer more reliable [precise industry noun] supplier commitments, fostering long-term partnerships with key stakeholders in the healthcare sector.
- Scalability and Environmental Compliance: The synthetic route is amenable to large-scale production, as demonstrated by the successful execution of reactions on a 20kg scale in the patent examples. The waste profile is manageable, with aqueous workups and standard organic extractions that fit within existing environmental treatment facilities. The avoidance of heavy metals and highly toxic reagents simplifies regulatory compliance and reduces the environmental footprint of the manufacturing site. This alignment with green chemistry principles not only meets current regulatory standards but also future-proofs the supply chain against tightening environmental regulations.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the synthesis and supply of these cyclohexene derivatives. The answers are derived from the specific technical disclosures and experimental data found within the patent documentation, ensuring accuracy and relevance for industry professionals.
Q: What are the key advantages of this synthesis route for neuraminidase inhibitors?
A: The method described in CN1429806A offers high stereoselectivity and utilizes readily available starting materials like quinic acid. It avoids harsh conditions that might degrade sensitive functional groups, ensuring high purity of the cyclohexene carboxylic acid derivatives.
Q: Is this process scalable for commercial production of pharmaceutical intermediates?
A: Yes, the patent examples demonstrate reactions on a multi-kilogram scale, such as the use of 20kg of quinic acid in Example 1. The reagents used, such as sulfuryl chloride and borane complexes, are standard industrial chemicals, facilitating commercial scale-up.
Q: How does this method handle impurity control during the dehydration step?
A: The process employs specific low-temperature conditions (e.g., -20 to -30°C) during the dehydration with sulfuryl chloride. This kinetic control minimizes side reactions and isomerization, leading to a cleaner reaction profile and easier downstream purification.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Cyclohexene Carboxylic Acid Derivatives Supplier
The technical potential of this synthesis route for neuraminidase inhibitors is immense, offering a pathway to high-quality intermediates that meet the rigorous demands of the pharmaceutical industry. NINGBO INNO PHARMCHEM, as a seasoned CDMO expert, possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production. Our facilities are equipped with stringent purity specifications and rigorous QC labs to ensure that every batch of cyclohexene carboxylic acid derivatives meets the highest standards of quality and consistency. We understand the critical nature of these intermediates in the global supply of antiviral medications and are committed to delivering excellence.
We invite you to initiate a conversation about optimizing your supply chain with our advanced manufacturing capabilities. Our technical procurement team is ready to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements. Please contact us to request specific COA data and route feasibility assessments for your next project. Let us partner with you to bring efficient and cost-effective solutions to your drug development pipeline.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →