Advanced Refining Technology for High-Purity Rocuronium Bromide Production
Introduction to Next-Generation Neuromuscular Blocker Manufacturing
The global demand for rapid-onset, short-acting neuromuscular blocking agents continues to drive innovation in anesthetic pharmacology, with Rocuronium Bromide standing as a cornerstone molecule in modern surgical practice. As regulatory bodies like the FDA and EMA enforce increasingly stringent limits on residual solvents and genotoxic impurities, the industry faces a critical pivot away from legacy purification methods that rely heavily on hazardous organic anti-solvents. Patent CN113368115B introduces a transformative pharmaceutical composition and refining method that fundamentally alters the production landscape for this essential API. By replacing volatile ether-based crystallization with a stabilized aqueous system containing trace acetic acid, this technology achieves a delicate balance between chemical stability and purification efficiency. This report analyzes the technical merits of this approach, offering R&D and supply chain leaders a clear pathway toward compliant, cost-effective manufacturing of high-purity Rocuronium Bromide.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the purification of Rocuronium Bromide has been plagued by the reliance on diethyl ether or methyl tert-butyl ether (MTBE) as anti-solvents to induce crystallization from organic reaction mixtures. While effective at precipitation, these ethers have a notorious tendency to form stable solvates with the Rocuronium Bromide molecules, trapping solvent within the crystal lattice. Removing these solvates requires prolonged vacuum drying at elevated temperatures, often exceeding 40°C for more than five days. This extended thermal stress creates a significant risk of thermal decomposition, leading to a marked increase in degradation impurities that can push the final product out of pharmacopoeial specifications. Furthermore, the use of large volumes of diethyl ether presents severe safety hazards due to its low flash point and peroxide formation potential, complicating industrial scale-up and increasing insurance and containment costs for manufacturing facilities.
The Novel Approach
The patented methodology described in CN113368115B circumvents these issues by utilizing a specifically tuned aqueous composition for refining. Instead of fighting against solvent entrapment, the process dissolves the crude Rocuronium Bromide directly into water, stabilized by a minute quantity of acetic acid. The innovation lies in the precise mass ratio of Rocuronium Bromide to acetic acid, maintained between 1:0.01 and 1:0.05. This trace acidity is sufficient to buffer the solution and inhibit hydrolytic degradation without introducing the excessive acid residues seen in prior art methods, which often left products with unacceptably high acetic acid content (up to 20%). The result is a streamlined workflow where the aqueous solution is simply filtered to remove particulates and then freeze-dried, yielding a product with superior purity profiles and negligible residual solvent levels, fully compliant with USP and European Pharmacopoeia standards.
Mechanistic Insights into Quaternization and Aqueous Stabilization
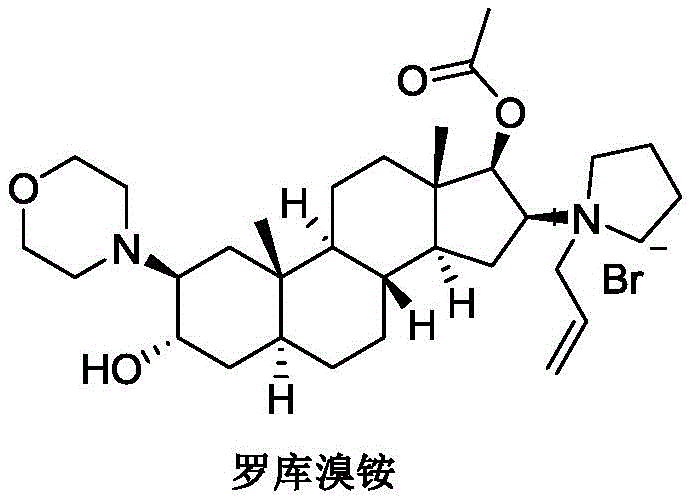
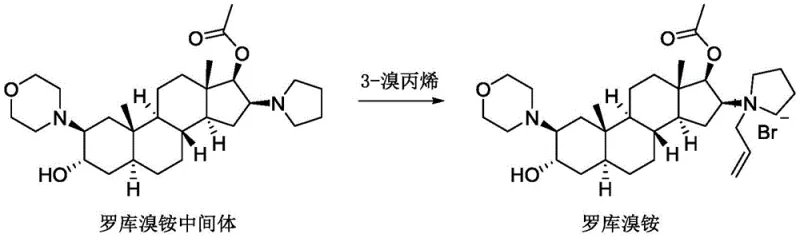
The core synthetic transformation involves the quaternization of the Rocuronium Bromide intermediate, specifically (2β, 3α, 5α, 16β, 17β)-2-(4-morpholinyl)-16-(1-pyrrolidinyl)-3-hydroxy-17-acetoxy-5-androstane, with 3-bromopropene (allyl bromide). This reaction typically proceeds in dichloromethane under an inert nitrogen atmosphere to prevent oxidation side reactions. The nucleophilic nitrogen of the pyrrolidine ring attacks the allylic carbon of the bromide, forming the critical quaternary ammonium center responsible for the drug's neuromuscular blocking activity. Following the reaction, the mixture is pulped in MTBE to isolate the crude solid, which inevitably contains residual DCM, MTBE, and unreacted allyl bromide. The challenge has always been removing these volatiles without degrading the sensitive steroidal backbone.
The true mechanistic breakthrough of this patent, however, is found in the stabilization chemistry during the aqueous refining stage. Rocuronium Bromide is susceptible to hydrolysis, particularly at the C17 acetoxy position, which leads to the formation of Impurity C (the deacetylated analog). In neutral or basic aqueous environments, this hydrolysis accelerates rapidly. The inventors discovered that adding a stoichiometrically small amount of acetic acid creates a micro-environment that suppresses this hydrolytic pathway. By maintaining the pH in a narrow window (approximately 7-8 depending on concentration) through this trace acid addition, the rate of deacetylation is drastically reduced. This allows the crude material to remain in solution long enough for effective filtration and subsequent freeze-drying without significant generation of Impurity C or reversion to Impurity A (the starting intermediate), ensuring the final API meets the rigorous < 0.1% impurity thresholds required for injectable medications.
How to Synthesize Rocuronium Bromide Efficiently
The implementation of this refining technology requires strict adherence to the defined mass ratios and temperature controls to ensure reproducibility at scale. The process begins with the preparation of the crude composite material via the standard quaternization route, followed by the critical dissolution step in deionized water containing the calculated amount of glacial acetic acid. Maintaining the preparation temperature between 2°C and 25°C is vital to minimize initial hydrolysis before the stabilizing effect of the acid takes hold. Once dissolved, the solution undergoes vacuum filtration, often aided by adsorbents like silica gel or activated carbon to remove colored impurities and trace metals, before being subjected to lyophilization. For a detailed breakdown of the specific operational parameters, reagent grades, and equipment settings required to replicate this high-yield process, please refer to the standardized synthesis guide below.
- Quaternization Reaction: React Rocuronium Bromide Intermediate with 3-bromopropene in dichloromethane under nitrogen atmosphere at room temperature for 8-16 hours.
- Crude Isolation: Precipitate the reaction mixture into methyl tert-butyl ether, filter, and vacuum dry to obtain the crude composite material.
- Aqueous Refining: Dissolve the crude product in water with a trace amount of acetic acid (mass ratio 1:0.01-0.05), filter, and freeze-dry to obtain the pure API.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the shift from ether-based crystallization to this aqueous refining method represents a significant opportunity for cost optimization and risk mitigation. The elimination of diethyl ether not only removes a Class 3 residual solvent concern but also drastically reduces the volume of hazardous waste requiring specialized disposal. Traditional processes often require vast quantities of ether for anti-solvent precipitation and washing, creating a heavy logistical burden for solvent recovery or incineration. By switching to a water-based system, the facility's solvent consumption profile is simplified, relying primarily on dichloromethane and MTBE in the upstream steps, which are easier to recover and recycle in closed-loop systems, thereby lowering the overall cost of goods sold (COGS) for the active pharmaceutical ingredient.
- Cost Reduction in Manufacturing: The most immediate financial benefit arises from the removal of the prolonged vacuum drying cycle. Legacy methods necessitated drying times of over five days at 40°C to break ether solvates, tying up expensive vacuum ovens and consuming significant energy. The new freeze-drying protocol is inherently faster and operates at lower temperatures, reducing utility costs and increasing equipment throughput. Furthermore, by avoiding the use of excessive acetic acid, the downstream burden on purification to meet acid residue limits is removed, eliminating the need for additional neutralization or washing steps that often result in yield loss. This streamlined workflow translates directly to higher batch efficiency and reduced labor hours per kilogram of finished API.
- Enhanced Supply Chain Reliability: Supply continuity is often threatened by the safety regulations surrounding highly flammable solvents like diethyl ether. Facilities handling large volumes of ether require explosion-proof infrastructure and rigorous safety audits, which can lead to production stoppages or regulatory delays. By minimizing the reliance on such hazardous anti-solvents, this manufacturing route reduces the safety footprint of the plant, ensuring more consistent production schedules. Additionally, the robustness of the aqueous stabilization means that the intermediate crude material is less prone to degradation during holding times, providing greater flexibility in scheduling the final purification step and reducing the risk of batch failures due to stability issues during transit or storage.
- Scalability and Environmental Compliance: Scaling a process that relies on freezing large volumes of ether slurries is technically challenging and dangerous. The aqueous refining method described here is inherently more scalable; dissolving solids in water and freeze-drying is a unit operation that scales linearly with established engineering principles. This facilitates a smoother transition from pilot plant batches to multi-ton commercial production without the need for specialized microwave drying equipment or complex crystallization control systems. From an environmental perspective, the reduction in volatile organic compound (VOC) emissions aligns with green chemistry initiatives, helping pharmaceutical companies meet their sustainability goals and comply with increasingly strict environmental protection regulations regarding solvent discharge.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this refining technology. These insights are derived directly from the experimental data and comparative examples provided in the patent documentation, focusing on the practical implications for API manufacturing. Understanding these nuances is critical for technical teams evaluating the feasibility of adopting this method for their own production lines or for procurement teams assessing the quality capabilities of potential suppliers.
Q: How does the new refining method improve stability compared to traditional ether crystallization?
A: Traditional methods use diethyl ether which forms stable solvates requiring long drying times (>5 days) that lead to decomposition. The new method uses an aqueous system with trace acetic acid, preventing hydrolysis and allowing rapid freeze-drying without thermal degradation.
Q: What are the critical impurity controls in Rocuronium Bromide synthesis?
A: The process strictly controls Impurity A (unreacted intermediate) and Impurity C (deacetylated product). The optimized pH buffer system using minimal acetic acid prevents the deacetylation reaction that generates Impurity C.
Q: Is this refining process scalable for commercial API production?
A: Yes, the process eliminates hazardous anti-solvents like large volumes of diethyl ether and complex microwave drying steps, making it safer and more straightforward to scale from pilot to multi-ton commercial production.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Rocuronium Bromide Supplier
The technical advancements detailed in patent CN113368115B underscore the complexity involved in producing high-quality neuromuscular blocking agents, yet they also highlight the immense value of partnering with a manufacturer who possesses deep process chemistry expertise. NINGBO INNO PHARMCHEM stands at the forefront of this field, leveraging extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production to deliver APIs that consistently meet global regulatory standards. Our commitment to quality is backed by stringent purity specifications and rigorous QC labs equipped with state-of-the-art analytical instrumentation, ensuring that every batch of Rocuronium Bromide we supply is free from critical impurities and residual solvents.
We invite pharmaceutical partners to engage with our technical team to explore how this advanced refining technology can be integrated into your supply chain to enhance product quality and reduce costs. By requesting a Customized Cost-Saving Analysis, you can gain a clear understanding of the economic benefits specific to your volume requirements. We encourage you to contact our technical procurement team today to索取 specific COA data and route feasibility assessments, ensuring that your next project is built on a foundation of scientific excellence and supply chain reliability.