Scalable Electrochemical Synthesis of Indolo[2,3-a]carbazole for High-Performance OLED Applications
Introduction to Advanced Electrochemical Manufacturing
The rapidly evolving landscape of organic electronics demands materials with superior charge transport properties and thermal stability, driving the need for innovative synthetic methodologies. Patent CN114318375B introduces a groundbreaking electrochemical catalytic method for the preparation of Indolo[2,3-a]carbazole, a fused heterocyclic compound with exceptional potential in Organic Light-Emitting Diode (OLED) applications. Unlike traditional thermal processes that rely on harsh reagents, this technology leverages anodic oxidation to construct the complex carbazole framework directly from simple, commodity chemicals. By utilizing electrons as clean reagents, this approach addresses critical pain points in fine chemical manufacturing, offering a pathway to high-purity intermediates with minimized environmental impact. For R&D teams and procurement strategists alike, this patent represents a significant shift towards sustainable, cost-effective production of high-value optoelectronic materials.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of Indolo[2,3-a]carbazole has been plagued by inefficient routes that hinder large-scale adoption. Early methodologies, such as the one reported by Panesar et al., relied on diindolylmethane and trimethyl orthoformate as C1 sources, requiring strong protonic acid catalysis at elevated temperatures of 100°C. 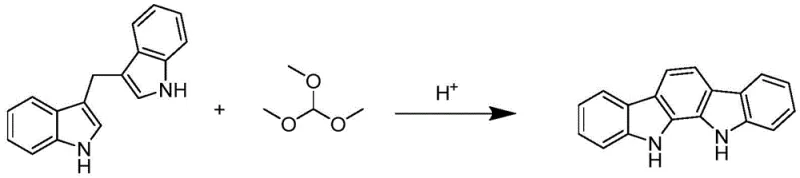 While yielding 82%, the raw materials are expensive and difficult to source reliably, creating supply chain bottlenecks. Another prominent route involves Fisher indole synthesis strategies using phenylhydrazine and 1,2-cyclohexanedione under aggressive conditions involving sulfuric acid and trifluoroacetic acid.
While yielding 82%, the raw materials are expensive and difficult to source reliably, creating supply chain bottlenecks. Another prominent route involves Fisher indole synthesis strategies using phenylhydrazine and 1,2-cyclohexanedione under aggressive conditions involving sulfuric acid and trifluoroacetic acid.  This method generates substantial amounts of acidic waste liquid, complicating disposal and increasing operational costs due to rigorous corrosion control and environmental compliance requirements. Furthermore, alternative strategies utilizing SmI2 catalytic self-coupling suffer from the high cost of rare-earth catalysts and multi-step procedures that result in lower overall atom economy.
This method generates substantial amounts of acidic waste liquid, complicating disposal and increasing operational costs due to rigorous corrosion control and environmental compliance requirements. Furthermore, alternative strategies utilizing SmI2 catalytic self-coupling suffer from the high cost of rare-earth catalysts and multi-step procedures that result in lower overall atom economy.
The Novel Approach
In stark contrast, the electrochemical method disclosed in CN114318375B utilizes cyclohexanone and o-phenylenediamine as readily available starting materials, bypassing the need for exotic precursors. This novel approach operates under mild conditions, typically at room temperature, eliminating the energy intensity associated with high-temperature reflux systems. The core innovation lies in the use of electricity to drive the oxidative dehydrogenative coupling, effectively replacing stoichiometric chemical oxidants with electrons. This transition-metal-free strategy not only simplifies the purification process by avoiding metal residue contamination but also drastically improves the safety profile of the manufacturing operation. By integrating Brønsted acid catalysis with electrochemical oxidation, the process achieves high conversion rates in a single pot, representing a paradigm shift in how complex heterocycles are assembled for the electronic materials sector.
Mechanistic Insights into Electrochemical Anodic Oxidation
The success of this synthesis hinges on a sophisticated interplay between electrochemical parameters and chemical additives. The reaction initiates with the condensation of cyclohexanone and o-phenylenediamine, catalyzed by a Brønsted acid additive such as TsOH·H2O, to form an imine intermediate which subsequently tautomerizes to an enamine. Under anodic oxidation conditions, this enamine loses an electron to generate a reactive cation radical species. Crucially, the presence of a specific electrolyte additive, such as tetrabutylammonium dodecylsulfonate, plays a pivotal role in stabilizing this intermediate. The bulky ammonium cation creates an electrostatic environment that increases steric hindrance around the cationic center, thereby preventing undesirable dimerization or nucleophilic attack by free amine molecules.  Instead, the system favors an intramolecular electrophilic addition where the activated intermediate attacks the electron-rich benzene ring of the adjacent moiety. This selective cyclization is followed by further anodic oxidation and deprotonation steps to achieve full aromatization, yielding the stable Indolo[2,3-a]carbazole structure. This mechanistic precision ensures high selectivity and minimizes the formation of polymeric byproducts, a common issue in radical-mediated couplings.
Instead, the system favors an intramolecular electrophilic addition where the activated intermediate attacks the electron-rich benzene ring of the adjacent moiety. This selective cyclization is followed by further anodic oxidation and deprotonation steps to achieve full aromatization, yielding the stable Indolo[2,3-a]carbazole structure. This mechanistic precision ensures high selectivity and minimizes the formation of polymeric byproducts, a common issue in radical-mediated couplings.
From an impurity control perspective, the electrochemical nature of the reaction offers distinct advantages over thermal methods. In traditional acid-catalyzed routes, side reactions such as over-alkylation or polymerization of the indole rings are common due to the high reactivity of carbocations in strong acid media. However, the potential-controlled environment of the electrochemical cell allows for fine-tuning of the oxidation power, ensuring that only the specific enamine intermediate is activated. The use of divided or undivided cells with optimized electrode materials (such as Platinum or Carbon) further enhances the efficiency of electron transfer. Additionally, the recyclability of the solvent system and the ability to recover the supporting electrolyte contribute to a cleaner impurity profile, facilitating downstream purification and ensuring the final product meets the stringent purity specifications required for OLED display manufacturing.
How to Synthesize Indolo[2,3-a]carbazole Efficiently
The practical implementation of this electrochemical protocol is designed for straightforward integration into existing pilot or production facilities. The process begins with the precise formulation of the reaction mixture, combining cyclohexanone and o-phenylenediamine in a molar ratio of approximately 1:2.1 to 1:2.3 to ensure complete consumption of the diamine. Essential to the reaction success is the inclusion of two distinct additives: Additive I (a dehydration catalyst like TsOH·H2O) and Additive II (an electrolyte like tetrabutylammonium bromide). The detailed standardized synthesis steps, including specific current densities, electrode configurations, and workup procedures, are outlined in the guide below.
- Feed cyclohexanone, o-phenylenediamine, additive I (TsOH·H2O or acetic acid), additive II (electrolyte), and solvent A (MeCN, DMA, or DMF) into a reaction container.
- Insert electrodes (Pt, C, Pb, or Ni), switch on power supply at room temperature, and regulate current to 10-15 mA for 7-12 hours.
- After reaction, add solvent B (water/ethyl acetate mixture) for extraction, desolventize the organic layer, and recrystallize to obtain pure Indolo[2,3-a]carbazole.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this electrochemical technology offers compelling strategic benefits beyond mere technical feasibility. The shift from expensive, specialized reagents to commodity chemicals fundamentally alters the cost structure of Indolo[2,3-a]carbazole production. By eliminating the dependency on rare-earth catalysts like Samarium diiodide and corrosive strong acids, manufacturers can achieve significant cost reductions in electronic chemical manufacturing. The simplified supply chain for raw materials reduces exposure to price volatility and geopolitical risks associated with specialized chemical imports. Furthermore, the reduction in hazardous waste generation translates directly into lower disposal costs and reduced regulatory burden, enhancing the overall economic viability of the project.
- Cost Reduction in Manufacturing: The elimination of stoichiometric oxidants and expensive metal catalysts removes a major cost driver from the bill of materials. Traditional routes often require costly purification steps to remove metal residues to parts-per-million levels, a requirement that is inherently satisfied by this metal-free electrochemical approach. The ability to operate at room temperature also results in substantial energy savings compared to processes requiring prolonged heating at 100°C or higher. These cumulative efficiencies allow for a more competitive pricing structure, enabling downstream OLED manufacturers to optimize their own material costs without compromising on quality.
- Enhanced Supply Chain Reliability: Sourcing cyclohexanone and o-phenylenediamine is significantly more reliable than procuring specialized indole derivatives or orthoformates, as these are high-volume commodity chemicals produced by multiple global suppliers. This diversification of supply sources mitigates the risk of production stoppages due to raw material shortages. Additionally, the robustness of the electrochemical process against minor variations in feedstock quality ensures consistent output, reducing the frequency of batch failures and the need for rework. This reliability is critical for maintaining continuous production schedules in the fast-paced consumer electronics market.
- Scalability and Environmental Compliance: The one-pot nature of the reaction simplifies process engineering, reducing the footprint of the manufacturing facility and the complexity of equipment maintenance. The absence of heavy metal waste streams simplifies wastewater treatment protocols, aligning with increasingly strict global environmental regulations. As production scales from kilograms to tons, the linear scalability of electrochemical reactors (through plate-and-frame or flow cell designs) offers a clear path to commercial capacity without the exponential increase in waste management costs seen in batch thermal processes. This sustainability profile enhances the brand value of the final electronic components in eco-conscious markets.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the electrochemical synthesis of Indolo[2,3-a]carbazole. These insights are derived directly from the experimental data and mechanistic studies presented in the patent literature, providing a factual basis for decision-making.
Q: What are the key advantages of the electrochemical method over traditional acid-catalyzed routes?
A: The electrochemical method eliminates the need for large quantities of strong acids like sulfuric acid and trifluoroacetic acid, significantly reducing acidic waste liquid generation and simplifying three-waste treatment. It also operates under milder conditions (room temperature) compared to the high temperatures (100-120°C) required by conventional methods.
Q: Why is the choice of electrolyte additive critical in this synthesis?
A: Additives like tetrabutylammonium dodecylsulfonate serve a dual purpose: acting as an electron transport medium and providing steric hindrance through electrostatic interaction. This prevents the dimerization of unstable cation radicals and selectively directs nucleophilic addition towards the aromatic ring for successful cyclization.
Q: Can this process be scaled for industrial production of OLED materials?
A: Yes, the process utilizes commercially available raw materials like cyclohexanone and o-phenylenediamine and operates in a one-pot system at room temperature. The absence of expensive metal catalysts (like SmI2) and the simplicity of the workup procedure make it highly suitable for commercial scale-up.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Indolo[2,3-a]carbazole Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of electrochemical synthesis in the production of advanced OLED materials. Our team of process chemists possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that laboratory innovations are successfully translated into industrial reality. We are committed to delivering high-purity Indolo[2,3-a]carbazole that meets stringent purity specifications, supported by our rigorous QC labs equipped with state-of-the-art analytical instrumentation. Whether you require custom synthesis development or reliable bulk supply, our infrastructure is designed to support your growth in the competitive organic electronics sector.
We invite you to collaborate with us to optimize your supply chain and reduce your overall material costs. Our technical sales team is ready to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements and quality standards. We encourage you to contact our technical procurement team today to request specific COA data and route feasibility assessments for your next project. Let us help you secure a sustainable and cost-effective supply of critical electronic intermediates.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →