Scaling High-Purity (R)-Mandelic Acid Production via Advanced Microbial Resolution Technology
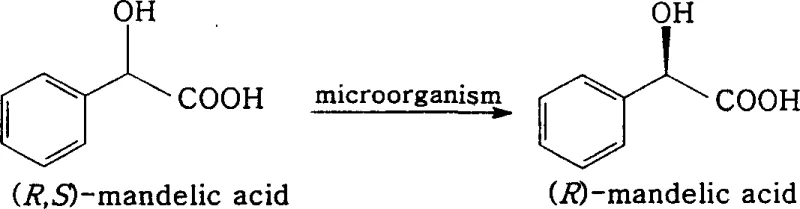
The pharmaceutical and fine chemical industries are constantly seeking more efficient and sustainable pathways for producing chiral intermediates, which are critical building blocks for active pharmaceutical ingredients. Patent CN1840671A introduces a significant advancement in this field by detailing a method for the preparation of (R)-mandelic acid through the asymmetric separation of microorganisms. This technology leverages the specific catalytic capabilities of screened bacterial strains to resolve racemic mixtures, offering a robust alternative to traditional chemical synthesis. The core innovation lies in the identification and optimization of Brevibacterium flavum AS 1.818, which demonstrates exceptional stereoselectivity in converting racemic mandelic acid into the desired (R)-enantiomer. For R&D directors and procurement specialists, this patent represents a viable route to achieve high optical purity without the heavy environmental burden associated with conventional resolution agents. The method not only improves product quality but also aligns with modern green chemistry principles, making it a highly attractive candidate for integration into existing supply chains for high-purity pharmaceutical intermediates.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial production of optically pure mandelic acid has relied heavily on chemical resolution methods that utilize optically active amine compounds such as alpha-methyl benzylamine, (-)-ephedrine, or cinchonine. These traditional processes involve the formation of diastereomeric salts, which are then separated through crystallization. However, this approach is fraught with significant drawbacks that impact both cost and sustainability. The chiral resolving agents required are often prohibitively expensive and possess inherent toxicity, posing serious risks to worker safety and environmental compliance. Furthermore, the chemical method typically suffers from low yields and complex production processes that involve multiple steps of salt formation, separation, and regeneration of the resolving agent. The energy consumption is substantial, and the generation of toxic waste streams creates a heavy burden on waste treatment facilities. For supply chain heads, these factors translate into higher operational costs and increased regulatory scrutiny, making the conventional chemical splitting method less desirable for long-term commercial manufacturing of complex polymer additives or pharmaceutical precursors.
The Novel Approach
In stark contrast, the novel approach described in the patent utilizes a biological process that transforms racemic compounds using whole-cell microorganisms, specifically Brevibacterium flavum. This method capitalizes on the natural enzymatic activity within the bacterial cells to selectively degrade one enantiomer while leaving the other intact. The reaction conditions are remarkably gentle, typically occurring in aqueous buffer systems at moderate temperatures and neutral pH levels, which drastically reduces energy requirements. Unlike chemical methods, this biological route does not require the addition of expensive and toxic chiral auxiliaries, thereby simplifying the downstream purification process. The stereoselectivity, regioselectivity, and chemo-selectivity of the enzymatic reaction are significantly higher, ensuring that the final product meets stringent purity specifications with minimal byproduct formation. This shift from harsh chemical environments to biocatalysis represents a paradigm shift in cost reduction in electronic chemical manufacturing and pharmaceutical intermediate production, offering a cleaner and more efficient pathway to high-value chiral molecules.
Mechanistic Insights into Microbial Asymmetric Resolution
The core of this technology lies in the specific metabolic activity of the screened strain, Brevibacterium flavum AS 1.818, which exhibits a strong preference for metabolizing the (S)-enantiomer of mandelic acid. When introduced to a racemic mixture, the microorganism's enzymatic system recognizes and degrades the (S)-mandelic acid, effectively removing it from the reaction system while leaving the (R)-mandelic acid largely unchanged. This kinetic resolution process is driven by the asymmetric environment of the enzyme's active center, which is composed of L-amino acids that facilitate the identification of the racemate. The patent data indicates that through careful optimization of the culture medium and reaction conditions, the optical purity of the resulting (R)-mandelic acid can reach between 90% and 100% e.e. This high level of selectivity is crucial for R&D directors who require materials with precise stereochemistry for downstream drug synthesis. The mechanism avoids the formation of difficult-to-separate byproducts often seen in chemical oxidation or reduction methods, ensuring a cleaner reaction profile.
Furthermore, the control of impurities is inherently managed by the specificity of the biological catalyst. In chemical synthesis, side reactions often lead to a complex impurity profile that requires extensive chromatography or recrystallization to resolve. However, in this microbial system, the primary byproduct is the metabolized form of the (S)-enantiomer, which can be easily separated from the target (R)-acid through standard extraction and acidification steps. The patent highlights that after the full degradation of the (S)-enantiomer, the content of (R)-mandelic acid remains stable, preventing over-reaction or racemization. This stability is vital for maintaining batch-to-batch consistency, a key metric for procurement managers evaluating potential suppliers. The ability to achieve such high purity without the need for transition metal catalysts also eliminates the risk of heavy metal contamination, a critical compliance requirement for pharmaceutical intermediates intended for human use.
How to Synthesize (R)-Mandelic Acid Efficiently
The synthesis of (R)-mandelic acid via this microbial route involves a series of optimized steps designed to maximize both yield and optical purity. The process begins with the cultivation of the Brevibacterium flavum strain in a specifically formulated medium that supports high biomass and enzyme expression. Following cultivation, the whole cells are harvested and subjected to the conversion reaction in a buffered system containing the racemic substrate. The detailed standardized synthesis steps see the guide below, which outlines the precise parameters for temperature, pH, and reaction time required to replicate the patent's success. Adhering to these protocols ensures that the theoretical yield limits of kinetic resolution are approached while maintaining the high enantiomeric excess required for commercial applications.
- Screen and cultivate Brevibacterium flavum AS 1.818 in an optimized medium containing glucose, meat extract, and specific metal ions to maximize biomass and enzyme activity.
- Prepare whole cells by centrifugation and washing, then suspend them in a phosphate buffer system with racemic mandelic acid as the substrate.
- Conduct the asymmetric conversion reaction at controlled pH and temperature, allowing the microorganism to selectively degrade the (S)-enantiomer while preserving the (R)-form.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this microbial resolution technology offers substantial strategic advantages over traditional chemical methods. The elimination of expensive chiral resolving agents directly translates to significant cost savings in raw material procurement, as the biological catalyst is self-replicating and does not need to be purchased in stoichiometric quantities. Additionally, the simplified downstream processing reduces the consumption of solvents and energy, further driving down the overall manufacturing cost. From a supply chain reliability perspective, the fermentation-based production model is highly scalable and less susceptible to the supply fluctuations often associated with specialty chemical reagents. The use of readily available carbon and nitrogen sources for the microbial culture ensures a stable and continuous supply of the biocatalyst, reducing lead time for high-purity pharmaceutical intermediates and mitigating the risk of production stoppages.
- Cost Reduction in Manufacturing: The biological process eliminates the need for costly and toxic chiral amines, which are a major cost driver in traditional resolution methods. By replacing these expensive reagents with a fermentable microorganism, the raw material costs are drastically simplified, leading to substantial cost savings over the product lifecycle. Furthermore, the mild reaction conditions reduce energy consumption for heating and cooling, and the aqueous nature of the reaction minimizes the need for expensive organic solvents, contributing to a more economical production process overall.
- Enhanced Supply Chain Reliability: Fermentation processes are inherently scalable, allowing for production capacity to be increased from laboratory to industrial scale without fundamental changes to the chemistry. The raw materials required for the microbial culture, such as glucose and peptone, are commodity chemicals with stable global supply chains, ensuring consistent availability. This stability enhances supply chain continuity, allowing manufacturers to plan long-term production schedules with confidence and reducing the risk of delays associated with the sourcing of specialized chemical resolving agents.
- Scalability and Environmental Compliance: The process operates under mild conditions with water as the primary solvent, significantly reducing the generation of hazardous organic waste. This aligns with increasingly strict environmental regulations and reduces the costs associated with waste treatment and disposal. The absence of heavy metal catalysts simplifies the purification process and ensures the final product meets stringent safety standards, making it easier to scale up complex pharmaceutical intermediates while maintaining full environmental compliance.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the microbial production of (R)-mandelic acid. These answers are derived directly from the technical specifications and beneficial effects outlined in the patent data, providing clarity on the feasibility and advantages of this method. Understanding these details is essential for stakeholders evaluating the integration of this technology into their manufacturing portfolios.
Q: What is the optical purity achievable with this microbial resolution method?
A: According to patent CN1840671A, the use of Brevibacterium flavum AS 1.818 can achieve an optical purity of 90% to 100% e.e. for (R)-mandelic acid, significantly outperforming traditional chemical resolution methods which often struggle with lower selectivity.
Q: How does this biological method compare to traditional chemical splitting in terms of environmental impact?
A: Traditional methods rely on expensive and toxic chiral amines like alpha-methyl benzylamine, generating hazardous waste. This biological process operates in aqueous systems under mild conditions, eliminating the need for toxic resolving agents and reducing environmental pollution.
Q: Can this process be scaled for industrial manufacturing of pharmaceutical intermediates?
A: Yes, the patent outlines optimized fermentation and conversion conditions suitable for scale-up. The use of whole-cell catalysis simplifies the downstream processing compared to enzyme isolation, making it viable for commercial scale-up of complex pharmaceutical intermediates.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable (R)-Mandelic Acid Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of high-quality chiral intermediates in the development of next-generation pharmaceuticals. Our technical team has extensively analyzed the microbial resolution pathway described in patent CN1840671A and possesses the expertise to implement this technology at an industrial scale. We have extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory success to commercial viability is seamless. Our facilities are equipped with rigorous QC labs and adhere to stringent purity specifications, guaranteeing that every batch of (R)-mandelic acid meets the exacting standards required by global R&D directors and procurement managers.
We invite you to collaborate with us to optimize your supply chain and reduce manufacturing costs through this advanced biological route. Our technical procurement team is ready to provide a Customized Cost-Saving Analysis tailored to your specific production needs. We encourage you to contact us to request specific COA data and route feasibility assessments, allowing you to make informed decisions about integrating this sustainable and efficient technology into your operations. Partner with us to secure a reliable supply of high-purity chiral intermediates that drive innovation and profitability.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →