Optimizing Clodinafop-Propargyl Production: A Strategic Breakthrough in Herbicide Intermediate Manufacturing
The global demand for high-efficiency herbicides continues to drive innovation in the synthesis of key agrochemical intermediates, specifically focusing on process optimization to enhance yield and reduce environmental impact. A pivotal advancement in this domain is detailed in patent CN102584691A, which discloses a novel method for synthesizing Clodinafop-propargyl, a critical active ingredient used in modern weed control management. This patent introduces a strategic modification to the conventional synthetic route by altering the charging sequence of reactants, thereby addressing long-standing inefficiencies associated with the usage of expensive fluorinated pyridine derivatives. By prioritizing the esterification of the propionic acid moiety before introducing the pyridine ring, the process achieves a reaction yield exceeding 89% and a product purity greater than 98%. For R&D directors and procurement specialists, this represents a significant opportunity to streamline manufacturing protocols while securing a more robust supply chain for high-purity agrochemical intermediates.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of Clodinafop-propargyl has relied on routes where the 2,3-difluoro-5-chloropyridine moiety is introduced early in the reaction sequence, often reacting directly with the phenolic hydroxyl group of the starting material before esterification occurs. This traditional approach presents several inherent drawbacks that negatively impact both economic efficiency and process scalability. Primarily, the extended exposure of the sensitive fluorinated pyridine ring to subsequent reaction conditions required for esterification leads to increased degradation and side-product formation. Furthermore, because 2,3-difluoro-5-chloropyridine is a high-value raw material with a relatively complex supply chain, any loss due to suboptimal reaction ordering translates directly into inflated production costs. Conventional methods often require excessive stoichiometric amounts of this reagent to compensate for these losses, resulting in a less atom-economical process that generates higher volumes of hazardous waste, complicating downstream purification and environmental compliance efforts.
The Novel Approach
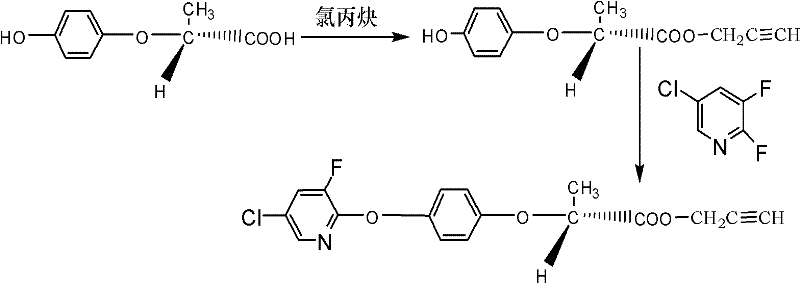
The innovative methodology outlined in the patent data fundamentally restructures the synthetic pathway to mitigate these inefficiencies by reversing the order of operations. In this optimized route, (R)-(+)-2-(4-hydroxyphenoxy) propionic acid is first reacted with propargyl chloride to form the corresponding propargyl ester intermediate, leaving the phenolic hydroxyl group intact for the subsequent step. Only after this esterification is complete is the 2,3-difluoro-5-chloropyridine introduced into the reaction system to effect the etherification. This strategic delay in adding the expensive pyridine reagent ensures that it is exposed to the reaction environment for the minimum necessary duration, drastically reducing thermal degradation and hydrolysis risks. Consequently, this approach not only preserves the integrity of the costly fluorinated building block but also simplifies the workup procedure, as the reaction mixture is cleaner and requires less aggressive purification techniques to isolate the final high-purity product.
Mechanistic Insights into Sequential Nucleophilic Substitution
The core chemical transformation driving this synthesis involves a precise sequence of nucleophilic substitutions, governed by the distinct reactivity profiles of the functional groups present on the chiral phenoxypropionic acid scaffold. In the initial stage, the carboxylic acid group acts as the nucleophile, attacking the electrophilic carbon of the propargyl chloride in the presence of a base such as potassium carbonate or sodium carbonate. This reaction typically proceeds in polar aprotic solvents like DMF, DMSO, or DMAC at temperatures ranging from 60°C to 100°C, facilitating the formation of the ester bond while maintaining the stereochemical integrity of the chiral center. The choice of base and solvent is critical here, as it must effectively deprotonate the carboxylic acid without inducing racemization or promoting elimination side reactions of the propargyl halide.
Following the formation of the propargyl ester intermediate, the second mechanistic phase involves the nucleophilic aromatic substitution of the fluorine atom on the 2,3-difluoro-5-chloropyridine ring by the phenolic oxygen. This step is conducted at slightly elevated temperatures, typically between 80°C and 120°C, to overcome the activation energy barrier associated with displacing the fluorine atom from the electron-deficient pyridine ring. The presence of the chlorine atom at the 5-position and the nitrogen atom within the ring activates the adjacent fluorine positions towards nucleophilic attack, allowing the phenoxide ion to displace the fluorine at the 2-position selectively. By performing this step last, the process ensures that the highly reactive phenolic group is only generated in situ immediately prior to reacting with the pyridine, minimizing the window for potential oxidative degradation or polymerization of the phenol intermediate.
Impurity control in this sequence is inherently superior because the sequential addition prevents cross-reactivity between the three main components simultaneously. In a one-pot mixture containing acid, phenol, propargyl chloride, and pyridine, competitive reactions could lead to O-alkylation of the phenol instead of the acid, or double alkylation scenarios. By isolating the esterification step kinetically through controlled addition, the process directs the propargyl chloride exclusively to the carboxylic acid. Subsequently, the introduction of the pyridine reagent targets only the remaining phenolic hydroxyl group. This orthogonality in reactivity ensures that the impurity profile is dominated by simple unreacted starting materials rather than complex structural isomers, facilitating easier removal via standard recrystallization techniques using ethanol or similar solvents.
How to Synthesize Clodinafop-Propargyl Efficiently
Implementing this optimized synthetic route requires careful attention to reaction parameters, particularly temperature control and stoichiometric ratios, to maximize the benefits of the novel charging sequence. The process begins by dissolving the chiral acid in a suitable solvent and adding a slight excess of base to ensure complete deprotonation before the dropwise addition of propargyl chloride. Once the esterification is confirmed, typically after 5 to 8 hours of reflux, the temperature is adjusted, and the fluorinated pyridine is introduced without isolating the intermediate, leveraging the "one-pot" efficiency while maintaining the kinetic advantages of sequential addition. For a comprehensive understanding of the specific operational parameters and safety protocols required for laboratory or pilot-scale execution, please refer to the detailed standardized synthesis guide provided below.
- React (R)-(+)-2-(4-hydroxyphenoxy) propionic acid with propargyl chloride in a polar aprotic solvent like DMF using a base.
- Without isolating the intermediate, add 2,3-difluoro-5-chloropyridine to the reaction mixture at elevated temperatures.
- Purify the final crude product via vacuum distillation and recrystallization to achieve high purity standards.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this novel synthesis method offers compelling economic and logistical advantages that extend beyond simple yield improvements. The primary value driver is the significant reduction in the consumption of 2,3-difluoro-5-chloropyridine, which is historically one of the most cost-prohibitive raw materials in the production of this herbicide class. By optimizing the reaction sequence to minimize the loss of this reagent, manufacturers can achieve a drastic reduction in raw material costs per ton of finished product. This efficiency gain is not merely theoretical; the patent data indicates that the improved charging sequence effectively lowers the usage level of the pyridine derivative, translating directly into enhanced margin potential and a more competitive pricing structure for the final agrochemical intermediate in the global market.
- Cost Reduction in Manufacturing: The economic impact of this process is profound, primarily driven by the conservation of high-value fluorinated reagents. In traditional synthesis, the early introduction of 2,3-difluoro-5-chloropyridine often necessitates the use of excess quantities to account for degradation during subsequent heating and processing steps. By deferring its addition until the final step, the new method ensures that nearly every mole of the pyridine reagent contributes to the final product, eliminating the financial waste associated with over-charging. Furthermore, the simplified purification process reduces the consumption of solvents and energy required for distillation and recrystallization, compounding the cost savings across utilities and waste disposal budgets.
- Enhanced Supply Chain Reliability: From a supply chain perspective, reducing the dependency on large excesses of specialized fluorinated building blocks mitigates the risk of supply disruptions. 2,3-difluoro-5-chloropyridine is a specialty chemical with a limited number of global suppliers, making its availability subject to market volatility. By improving the atom economy of the process, manufacturers can produce the same volume of Clodinafop-propargyl with a smaller inventory of this critical raw material, thereby reducing working capital requirements and exposure to price spikes. Additionally, the robustness of the reaction conditions, which tolerate standard industrial solvents like DMF and DMSO, ensures that the process can be executed reliably across different manufacturing sites without requiring exotic or hard-to-source catalysts.
- Scalability and Environmental Compliance: The scalability of this route is supported by its straightforward operational profile, which avoids the need for cryogenic conditions or highly sensitive organometallic catalysts that often complicate scale-up. The reaction proceeds at moderate temperatures (60°C to 120°C) using standard stainless steel reactors, making it highly adaptable for commercial scale-up of complex agrochemical intermediates. Moreover, the reduction in side products and the higher selectivity of the reaction contribute to a cleaner waste stream, easing the burden on effluent treatment plants. This aligns with increasingly stringent environmental regulations, allowing producers to maintain continuous operation without the risk of shutdowns due to non-compliance with discharge limits.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this optimized synthesis route for Clodinafop-propargyl. These insights are derived directly from the experimental data and beneficial effects reported in the underlying patent literature, providing a factual basis for evaluating the technology's viability for your specific production needs. Understanding these nuances is essential for making informed decisions about process adoption and supplier qualification.
Q: Why is the charging sequence critical in Clodinafop-propargyl synthesis?
A: Reversing the traditional order to esterify the acid before reacting with the expensive pyridine derivative significantly reduces reagent loss and improves overall yield.
Q: What purity levels can be achieved with this novel method?
A: The optimized process consistently delivers product purity exceeding 98%, meeting stringent requirements for high-performance herbicide formulations.
Q: How does this method impact production costs?
A: By minimizing the consumption of 2,3-difluoro-5-chloropyridine, a high-cost raw material, the method offers substantial reductions in raw material expenditure per ton.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Clodinafop-Propargyl Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition from laboratory innovation to industrial reality requires a partner with deep technical expertise and robust manufacturing capabilities. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of optimized synthetic routes like the one described in CN102584691A are fully realized in a commercial setting. We adhere to stringent purity specifications and operate rigorous QC labs to guarantee that every batch of Clodinafop-propargyl meets the exacting standards required by global agrochemical formulators, delivering consistency and reliability that you can trust for your long-term supply needs.
We invite you to engage with our technical procurement team to discuss how this advanced synthesis method can be integrated into your supply chain to drive efficiency and value. By requesting a Customized Cost-Saving Analysis, you can gain a clear understanding of the potential economic benefits tailored to your specific volume requirements. We encourage you to contact us today to obtain specific COA data and route feasibility assessments, allowing us to demonstrate our commitment to being your premier partner for high-quality agrochemical intermediates.