Advanced Grignard-Based Synthesis of Glufosinate-Ammonium for Commercial Scale-Up
Introduction to Advanced Phosphonate Synthesis
The global demand for high-efficiency, low-toxicity herbicides has driven significant innovation in the synthesis of glufosinate-ammonium, a critical active ingredient in modern agriculture. Patent CN102399240A introduces a transformative methodology that leverages phosphorus trichloride, phosphorous acid triesters, and chloromethane as foundational starting materials to construct the complex phosphonate backbone required for this herbicide. Unlike conventional approaches that rely on hazardous high-temperature pyrolysis, this invention utilizes a sophisticated Grignard-mediated disproportionation and coupling strategy. This technical breakthrough not only enhances the overall yield of the target molecule but also fundamentally reshapes the safety and economic profile of the manufacturing process. By generating two distinct yet valuable intermediates—methyl phosphonite diester and methyl phosphinite—within a single unified workflow, the process offers unprecedented flexibility for downstream derivatization into glufosinate and its analogues.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial production of glufosinate-ammonium has been plagued by severe safety and engineering challenges inherent to the traditional synthetic routes. Prominent methods, such as those described in earlier patents like US4521348, typically involve the synthesis of dichloromethylphosphine as a key precursor. This specific reaction step requires extreme thermal conditions, often necessitating temperatures between 500°C and 600°C to drive the conversion. Such harsh operating parameters create a volatile environment where process control becomes exceptionally difficult, leading to the inadvertent generation of highly dangerous byproducts like yellow phosphorus and phosphine gas, both of which are spontaneously flammable and toxic. Furthermore, the corrosive nature of the reactants at these elevated temperatures demands specialized, expensive construction materials for reactors and piping, significantly inflating capital expenditure. The difficulty in managing these exothermic and hazardous reactions often results in inconsistent batch quality and poses unacceptable risks to personnel and facility integrity, making the conventional route increasingly untenable for modern, safety-conscious manufacturing environments.
The Novel Approach
In stark contrast to the perilous high-temperature protocols of the past, the novel approach detailed in this patent employs a mild, solution-phase Grignard reaction coupled with a controlled disproportionation mechanism. By reacting phosphorus trichloride with phosphorous acid triesters in the presence of methylmagnesium chloride, the process efficiently generates the necessary phosphonate intermediates at temperatures ranging from -20°C to 30°C. This dramatic reduction in thermal energy input effectively eliminates the risk of thermal runaway and the formation of pyrophoric yellow phosphorus. A key innovation lies in the precise stoichiometric control of the Grignard reagent relative to the chlorophosphite species; by maintaining a molar ratio of approximately 0.95:1 to 1:1 and introducing a calculated amount of hydrogen halide, manufacturers can tune the output ratio of methyl phosphonite diester to methyl phosphinite anywhere from 1:99 to 99:1. This tunability ensures that raw materials are utilized with maximum efficiency, minimizing waste and allowing the facility to adapt production based on downstream demand for specific intermediate streams.

Mechanistic Insights into Grignard-Mediated Phosphonate Construction
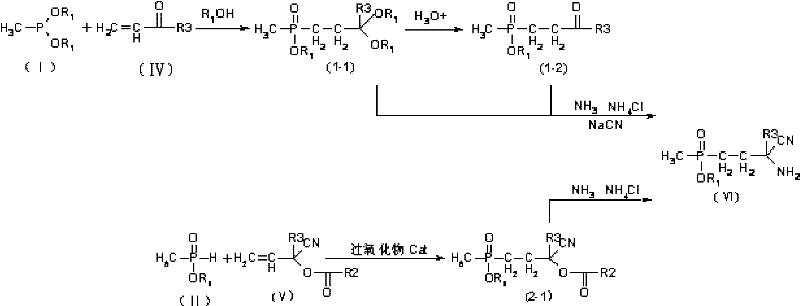
The core of this technological advancement rests on the dual-pathway capability of the synthesized intermediates to undergo distinct carbon-phosphorus bond-forming reactions. For the methyl phosphonite diester (Intermediate I), the mechanism proceeds via a Michael addition reaction with an alpha,beta-unsaturated aldehyde or ketone. In the presence of an alcohol solvent and at temperatures between -10°C and 30°C, the nucleophilic phosphorus center attacks the electron-deficient double bond of the unsaturated carbonyl compound. This forms a stable adduct which subsequently undergoes a Strecker reaction involving ammonia and a cyanide source to install the critical amino-nitrile functionality. This pathway is highly selective and operates under mild conditions that preserve the stereochemical integrity of the molecule, ensuring that the final herbicide possesses the requisite biological activity. The ability to perform this sequence in a telescoped manner without isolating unstable intermediates significantly streamlines the operational workflow and reduces solvent consumption.

Alternatively, the methyl phosphinite (Intermediate II) offers a complementary route through a free-radical addition mechanism, expanding the synthetic versatility of the platform. In this pathway, the phosphinite intermediate reacts with an alkene derivative in the presence of a radical initiator, such as an organic peroxide or azo compound, at temperatures between 50°C and 180°C. The radical initiator generates reactive species that facilitate the addition of the P-H bond across the carbon-carbon double bond of the alkene, constructing the carbon chain with high regioselectivity. Following this condensation, an amination reaction introduces the nitrogen moiety, completing the assembly of the alpha-aminonitrile scaffold. This radical pathway is particularly advantageous for substrates that may be sensitive to the basic conditions of the Michael addition, providing chemists with a robust alternative to access the same final structural motif. Both pathways converge at the hydrolysis stage, where the nitrile group is converted first to an amide and finally to the carboxylic acid, yielding the target glufosinate-ammonium with high purity.
How to Synthesize Glufosinate-Ammonium Efficiently
The synthesis of glufosinate-ammonium via this patented route involves a carefully orchestrated sequence of Grignard formation, disproportionation, and functionalization steps that maximize atom economy while minimizing hazard. The process begins with the in situ generation of methylmagnesium chloride, which is then reacted with a chlorophosphite species derived from phosphorus trichloride and a trialkyl phosphite. Critical to the success of this operation is the strict control of temperature during the Grignard addition, typically maintained between -10°C and -5°C, followed by the introduction of dry hydrogen chloride gas to quench excess basicity and drive the disproportionation equilibrium toward the desired intermediates. Once the intermediates are isolated via distillation, they are subjected to either the Michael or radical addition protocols described previously, followed by hydrolysis under acidic or alkaline conditions to reveal the final phosphonic acid structure. The detailed standardized synthesis steps for implementing this route at scale are provided in the guide below.
- Synthesize methyl phosphonite diester and methyl phosphinite intermediates via Grignard reaction and disproportionation of phosphorus trichloride and phosphorous acid triesters.
- Perform Michael addition with aldehydes or radical addition with alkenes on the intermediates to form alpha-aminonitrile precursors.
- Hydrolyze the alpha-aminonitrile compounds under acidic or alkaline conditions to obtain the final glufosinate-ammonium product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this Grignard-based synthesis route represents a strategic opportunity to de-risk the supply of critical agrochemical intermediates while achieving substantial cost reductions. The primary economic driver is the substitution of hazardous, high-energy unit operations with mild, solution-phase chemistry that utilizes commodity-grade raw materials such as phosphorus trichloride and chloromethane. By eliminating the need for specialized high-temperature reactors capable of withstanding 600°C and corrosive gases, the capital intensity of the manufacturing plant is drastically lowered, and maintenance costs associated with equipment degradation are significantly reduced. Furthermore, the high total recovery rate of phosphorus intermediates, reported to exceed 95%, ensures that expensive phosphorus feedstocks are not lost to waste streams, directly improving the gross margin of the production campaign. This efficiency translates into a more competitive pricing structure for the final herbicide active ingredient, allowing suppliers to offer better value to formulators and distributors in a price-sensitive agricultural market.
- Cost Reduction in Manufacturing: The elimination of extreme thermal processes and the utilization of a tunable Grignard pathway remove the need for expensive corrosion-resistant alloys and complex safety interlock systems required by traditional methods. This simplification of the process infrastructure leads to lower depreciation costs and reduced energy consumption, as heating to 600°C is replaced by ambient or mild cooling operations. Additionally, the high selectivity of the reaction minimizes the formation of difficult-to-separate impurities, reducing the load on downstream purification units like chromatography or extensive recrystallization, which are often the most costly steps in fine chemical manufacturing.
- Enhanced Supply Chain Reliability: Safety is a critical component of supply chain continuity; facilities operating with pyrophoric yellow phosphorus or high-pressure phosphine gas are prone to unplanned shutdowns due to safety incidents or regulatory inspections. By shifting to a safer, low-temperature protocol, the operational uptime of the manufacturing facility is significantly enhanced, ensuring a consistent and reliable flow of product to customers. The use of widely available starting materials also mitigates the risk of raw material shortages, as phosphorus trichloride and chloromethane are produced at massive scales globally, unlike niche precursors that might be sourced from single suppliers.
- Scalability and Environmental Compliance: The reduction in "three wastes" (wastewater,废气, and solid waste) is a decisive factor for modern chemical plants facing increasingly stringent environmental regulations. This process generates significantly less hazardous waste compared to the traditional dichloromethylphosphine route, lowering the costs associated with waste treatment and disposal. The cleaner reaction profile facilitates easier permitting for capacity expansion, allowing manufacturers to scale from pilot batches to multi-ton commercial production without encountering the environmental bottlenecks that often stall the growth of older, dirtier technologies.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this advanced synthesis technology. These insights are derived directly from the experimental data and process descriptions found in the patent literature, providing a factual basis for evaluating the feasibility of this route for your specific manufacturing needs. Understanding these nuances is essential for R&D teams planning technology transfer and for procurement officers assessing the long-term viability of suppliers utilizing this method.
Q: How does this new synthesis method improve safety compared to traditional routes?
A: Traditional methods often involve the synthesis of dichloromethylphosphine at extremely high temperatures (500-600°C), posing significant risks of explosion and the generation of toxic yellow phosphorus. This patented method utilizes a Grignard-based route operating at mild temperatures (-20°C to 30°C), drastically reducing thermal hazards and eliminating the formation of pyrophoric byproducts.
Q: What are the key intermediates produced in this process?
A: The process primarily generates two versatile intermediates: methyl phosphonite diester (Intermediate I) and methyl phosphinite (Intermediate II). By adjusting the molar ratio of the Grignard reagent and introducing hydrogen halides, the production ratio of these two intermediates can be precisely tuned between 1:99 and 99:1, allowing for flexible downstream processing.
Q: Does this method offer environmental benefits regarding waste generation?
A: Yes, the method significantly reduces the generation of 'three wastes' (wastewater, waste gas, and solid waste). By fully utilizing the Grignard route to synthesize both types of methyl phosphinates which are then converted into the final herbicide, the atom economy is improved, and the need for hazardous waste treatment associated with high-temperature pyrolysis is eliminated.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Glufosinate-Ammonium Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition to safer, more efficient synthetic routes is paramount for the future of the agrochemical industry. As a dedicated CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of this patented Grignard-based process are fully realized in a GMP-compliant manufacturing environment. Our rigorous QC labs and stringent purity specifications guarantee that every batch of glufosinate-ammonium or its intermediates meets the exacting standards required for global registration and formulation. We are committed to leveraging our technical expertise to optimize this route further, driving down costs and enhancing sustainability for our partners.
We invite you to engage with our technical procurement team to discuss how this innovative synthesis method can be integrated into your supply chain. By requesting a Customized Cost-Saving Analysis, you can gain a clear understanding of the economic impact of switching to this technology. We encourage you to contact us today to obtain specific COA data and route feasibility assessments tailored to your volume requirements, ensuring a seamless transition to a more reliable and cost-effective source of high-purity agrochemical intermediates.