Industrial Scale Production of High-Purity Cinnamaldehyde Derivatives for Sweetener Intermediates
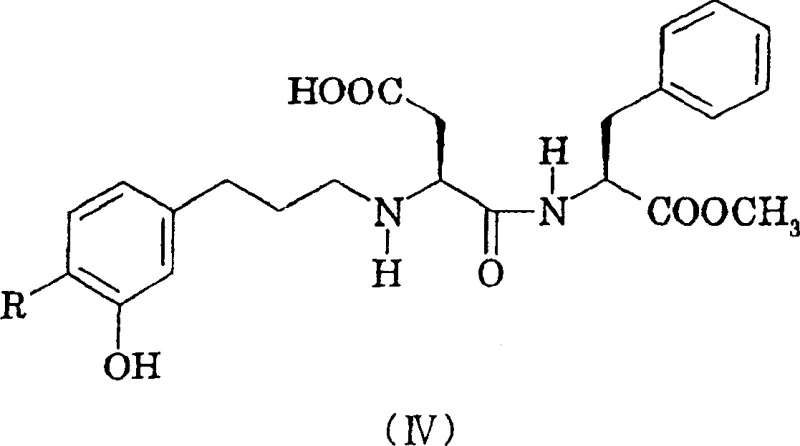
The pharmaceutical and fine chemical industries are constantly seeking more efficient pathways to synthesize complex intermediates, particularly those used in high-value applications like high-intensity sweeteners. Patent CN1252020C introduces a groundbreaking production method for cinnamaldehyde derivatives, specifically targeting the synthesis of intermediates for aspartyl dipeptide ester derivatives. This technology represents a significant leap forward from traditional multi-step syntheses, offering a direct, base-catalyzed aldol condensation route that operates under mild conditions. By utilizing substituted benzaldehydes and acetaldehyde in an aqueous environment, this method achieves high yields and exceptional purity without the need for hazardous reagents like phosgene. For R&D directors and procurement managers alike, this patent outlines a robust strategy for cost reduction in fine chemical manufacturing while ensuring the supply of critical intermediates remains stable and scalable.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
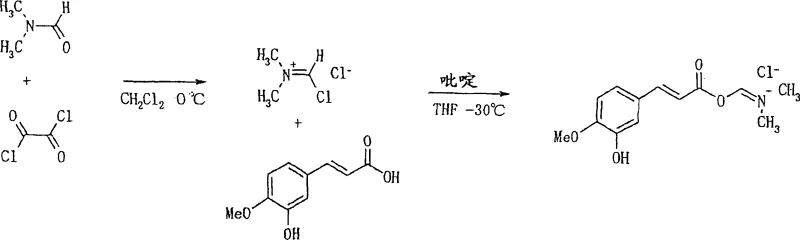
Historically, the synthesis of cinnamaldehyde derivatives required convoluted and hazardous reaction sequences that posed significant challenges for industrial scale-up. Traditional methods, such as the one depicted in Reaction Step 1, relied heavily on the use of phosgene, a highly toxic and regulated gas, to activate cinnamic acid derivatives. This approach not only necessitated specialized equipment for handling dangerous gases but also resulted in extremely low overall yields due to the complexity of the three-step process. Furthermore, alternative known methods involving five distinct reaction steps further exacerbated the issue, leading to excessive waste generation and inflated production costs. These legacy processes were fraught with inefficiencies, making them unsuitable for the modern demand for high-purity intermediates required in the food and pharmaceutical sectors.
The Novel Approach
In stark contrast to these outdated techniques, the novel approach detailed in the patent utilizes a direct aldol condensation reaction that dramatically simplifies the synthetic landscape. By reacting specific benzaldehyde derivatives, such as 3-hydroxy-4-methoxybenzaldehyde, directly with acetaldehyde in the presence of a base, the process bypasses the need for activation agents entirely. This single-step transformation is conducted in an aqueous solution, preferably water, which serves as an environmentally benign solvent. The key to this success lies in the precise control of reaction parameters, specifically the low-temperature range and the continuous, slow addition of acetaldehyde. This methodology not only enhances safety by eliminating toxic reagents but also significantly improves the atom economy and overall throughput, establishing a new standard for a reliable flavor & fragrance intermediate supplier.

Mechanistic Insights into Base-Catalyzed Aldol Condensation
The core of this technological advancement is the meticulous optimization of the aldol condensation mechanism under basic conditions. The reaction proceeds through the formation of an enolate ion from acetaldehyde, which then nucleophilically attacks the carbonyl carbon of the substituted benzaldehyde. However, the presence of electron-donating groups on the benzene ring, such as hydroxyl and methoxy groups, typically complicates this reaction by altering the electrophilicity of the carbonyl center. The patent reveals that by maintaining the reaction temperature between -20°C and 0°C, the kinetic energy of the system is carefully managed to favor the desired cross-aldol product over self-condensation or polymerization side reactions. This thermal control is critical for preventing the degradation of the sensitive aldehyde functionalities and ensuring the formation of the thermodynamically stable (E)-isomer of the cinnamaldehyde derivative.
Furthermore, the purification and subsequent reduction steps are engineered to maintain this high level of chemical integrity throughout the pipeline. Once the cinnamaldehyde derivative is isolated with a purity exceeding 95%, it undergoes a selective catalytic hydrogenation. This step is crucial as it reduces the carbon-carbon double bond without affecting the aldehyde group or the aromatic substituents, yielding the corresponding propionaldehyde derivative. The use of palladium or platinum catalysts under controlled hydrogen pressure ensures that the reduction is chemoselective, preserving the structural features necessary for the final reductive alkylation with aspartame. This precise control over the impurity profile is essential for meeting the stringent quality specifications demanded by high-purity pharmaceutical intermediates markets.
How to Synthesize High-Purity Cinnamaldehyde Derivatives Efficiently
The synthesis protocol outlined in the patent provides a clear roadmap for reproducing these results in a commercial setting. The process begins with the dissolution of the benzaldehyde derivative and a base, such as sodium hydroxide, in water, followed by cooling to sub-zero temperatures. The critical operational parameter is the dropwise addition of the acetaldehyde solution over an extended period, typically ranging from 12 to 96 hours, which allows for steady state concentration of the reactive enolate species. Following the reaction, the product is isolated via acidification and crystallization, often requiring recrystallization from methanol to achieve the highest purity grades. For a detailed breakdown of the specific molar ratios, stirring speeds, and workup procedures, please refer to the standardized guide below.
- Conduct aldol condensation of substituted benzaldehyde and acetaldehyde in aqueous base at low temperatures (-20 to 0°C) with controlled dropwise addition.
- Isolate the resulting cinnamaldehyde derivative crystals via filtration and purification to achieve high purity (>95%).
- Perform selective catalytic hydrogenation on the carbon-carbon double bond to produce the corresponding propionaldehyde derivative.
Commercial Advantages for Procurement and Supply Chain Teams
From a commercial perspective, the adoption of this synthesis route offers profound benefits for supply chain stability and cost management. The elimination of phosgene and the reduction of reaction steps from five to one fundamentally alters the cost structure of the intermediate. By removing the need for specialized hazardous gas handling infrastructure and reducing the number of unit operations, manufacturers can achieve substantial capital expenditure savings and lower operating costs. Additionally, the use of water as the primary solvent reduces the environmental burden associated with volatile organic compound (VOC) emissions, simplifying regulatory compliance and waste disposal logistics. These factors collectively contribute to a more resilient supply chain capable of withstanding market fluctuations.
- Cost Reduction in Manufacturing: The transition to a one-step aqueous process eliminates the expensive and dangerous reagents associated with traditional methods, such as phosgene and multiple organic solvents. This simplification reduces the consumption of raw materials and energy, as fewer heating and cooling cycles are required compared to multi-step sequences. Consequently, the overall cost of goods sold (COGS) is significantly lowered, allowing for more competitive pricing strategies in the global market for sweetener intermediates.
- Enhanced Supply Chain Reliability: The raw materials for this process, specifically substituted benzaldehydes and acetaldehyde, are commodity chemicals with robust global supply networks. Unlike specialized reagents that may face shortages, these feedstocks are readily available from multiple vendors, reducing the risk of supply disruption. Furthermore, the simplified process flow shortens the manufacturing lead time, enabling faster response to customer demand and improved inventory turnover rates for commercial scale-up of complex polymer additives and related fine chemicals.
- Scalability and Environmental Compliance: The aqueous nature of the reaction medium makes this process inherently safer and easier to scale from pilot plant to full commercial production. Water acts as an excellent heat sink, facilitating temperature control in large reactors and minimizing the risk of thermal runaway. Moreover, the reduction in organic solvent usage aligns with green chemistry principles, reducing the facility's environmental footprint and ensuring long-term sustainability in an increasingly regulated industry landscape.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this patented technology. These insights are derived directly from the experimental data and comparative analysis provided in the patent documentation, offering clarity on the practical aspects of the synthesis. Understanding these details is vital for technical teams evaluating the feasibility of integrating this route into their existing manufacturing portfolios.
Q: What are the advantages of the new aldol condensation method over traditional phosgene routes?
A: The new method eliminates the use of toxic phosgene, reduces the number of reaction steps from five to one, and utilizes water as a primary solvent, significantly improving safety and environmental compliance while lowering production costs.
Q: How is high purity achieved in the cinnamaldehyde derivative synthesis?
A: High purity is achieved by maintaining strict low-temperature conditions (-20 to 0°C) during the extended dropwise addition of acetaldehyde, which minimizes side reactions and polymerization, yielding crystals with a distinct melting point profile.
Q: Can this process be scaled for commercial sweetener intermediate production?
A: Yes, the process is designed for industrial efficiency, using readily available raw materials like substituted benzaldehydes and acetaldehyde in an aqueous system, making it highly scalable for the production of aspartyl dipeptide ester derivatives.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Cinnamaldehyde Derivatives Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of the synthesis methods described in CN1252020C for the production of high-value sweetener intermediates. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory discovery to industrial reality is seamless. We are committed to delivering products that meet stringent purity specifications through our rigorous QC labs, guaranteeing that every batch of cinnamaldehyde derivative performs consistently in your downstream applications. Our expertise in process optimization allows us to maximize the efficiency gains promised by this novel aldol condensation route.
We invite you to collaborate with us to leverage these technological advancements for your specific project needs. By partnering with our technical procurement team, you can request a Customized Cost-Saving Analysis tailored to your volume requirements. We encourage you to reach out today to obtain specific COA data and route feasibility assessments, ensuring that your supply chain is built on the foundation of the most advanced and efficient chemical technologies available.