Revolutionizing Baloxavir Intermediate Production: A High-Efficiency Recycling Strategy for Global Supply Chains
Revolutionizing Baloxavir Intermediate Production: A High-Efficiency Recycling Strategy for Global Supply Chains
The global demand for antiviral therapeutics has placed intense scrutiny on the supply chains of key active pharmaceutical ingredients (APIs), particularly for influenza treatments like Baloxavir marboxil. Patent CN114014874B introduces a transformative preparation method for a critical Baloxavir intermediate, specifically addressing the long-standing inefficiencies associated with chiral resolution processes. Traditionally, the synthesis of the key Formula I intermediate involves resolving a racemic Formula II compound, a process plagued by inherent material losses where nearly 60% of the starting material is discarded in the mother liquor. This new technology proposes a closed-loop recycling strategy that chemically regenerates the racemic starting material from the waste stream, allowing for repeated resolution cycles. For R&D directors and procurement managers, this represents a paradigm shift from linear, wasteful synthesis to a circular, high-efficiency manufacturing model that maximizes atom economy and minimizes environmental impact.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
In the conventional synthesis of Baloxavir intermediates, the production of the optically pure Formula I compound relies heavily on classical chiral resolution techniques. As documented in prior art such as CN107709321A, the racemic Formula II compound is condensed with a chiral acid to form a pair of diastereomers, which are then separated via recrystallization. While this yields the desired single-configuration Compound B in the filter cake, the mother liquor retains a significant quantity of the undesired isomer and residual desired isomer. Historically, this mother liquor has been treated as waste, leading to a maximum theoretical yield of only about 40% based on the initial racemic input. This inefficiency creates a massive bottleneck for commercial scale-up of complex pharmaceutical intermediates, as it necessitates the purchase and processing of more than double the required raw materials to meet production targets. Furthermore, the disposal of such large volumes of chemical waste imposes substantial environmental compliance costs and logistical burdens on the supply chain, making the traditional route economically unsustainable for high-volume manufacturing.
The Novel Approach
The innovative methodology disclosed in the patent fundamentally alters this economic equation by introducing a robust recycling mechanism for the resolution mother liquor. Instead of discarding the filtrate containing Compounds B and C or pure Compound C, the process subjects these residues to a chemical regeneration step. Through controlled hydrolysis or other transformation pathways, the chiral auxiliary is removed, and the core structure is reverted back to the racemic Formula II compound. This regenerated material is then fed back into the resolution process for another cycle of separation. 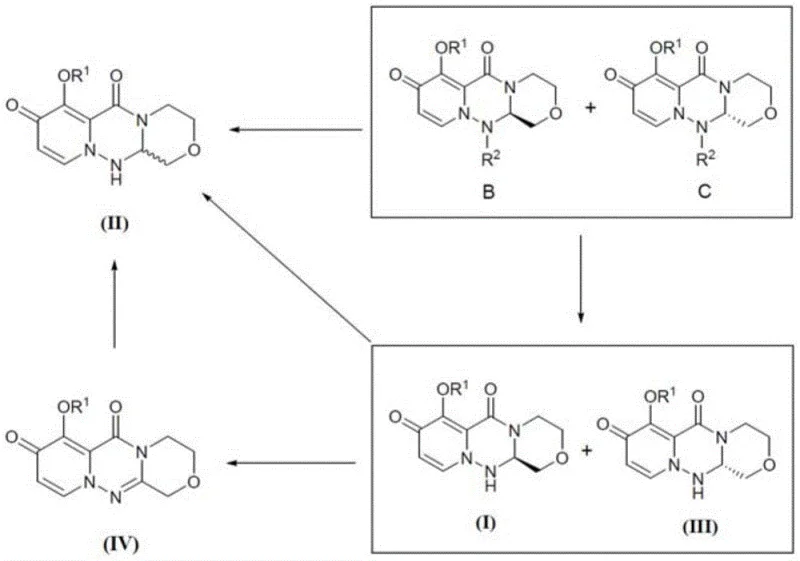 This cyclic repetition theoretically allows for the almost complete conversion of the Formula II compound into the valuable Formula I intermediate, drastically improving the overall mass balance. By transforming a waste stream into a valuable feedstock, this approach not only enhances the yield but also simplifies the purification logic, offering a reliable pharmaceutical intermediate supplier pathway that is both cost-effective and environmentally responsible.
This cyclic repetition theoretically allows for the almost complete conversion of the Formula II compound into the valuable Formula I intermediate, drastically improving the overall mass balance. By transforming a waste stream into a valuable feedstock, this approach not only enhances the yield but also simplifies the purification logic, offering a reliable pharmaceutical intermediate supplier pathway that is both cost-effective and environmentally responsible.
Mechanistic Insights into Chiral Resolution and Regeneration Chemistry
The core of this technology lies in the precise manipulation of stereochemistry and functional group interconversion. The process begins with the condensation of the racemic Formula II compound with a chiral resolving agent, such as (R)-tetrahydrofuran-2-carboxylic acid, typically activated by coupling reagents like T3P or HATU in solvents such as ethyl acetate or DMF. This reaction generates diastereomeric amides (Compound A) which exhibit different solubility properties, enabling their separation via recrystallization. The filter cake, enriched in the desired diastereomer (Compound B), is subsequently hydrolyzed under mild basic conditions, often using DBU or potassium carbonate in ethanol, to cleave the chiral acid and release the target Formula I intermediate with high enantiomeric excess. The critical innovation, however, is the treatment of the mother liquor. The residual diastereomers in the filtrate are subjected to similar hydrolytic conditions or oxidative-reductive sequences to strip the chiral moiety. 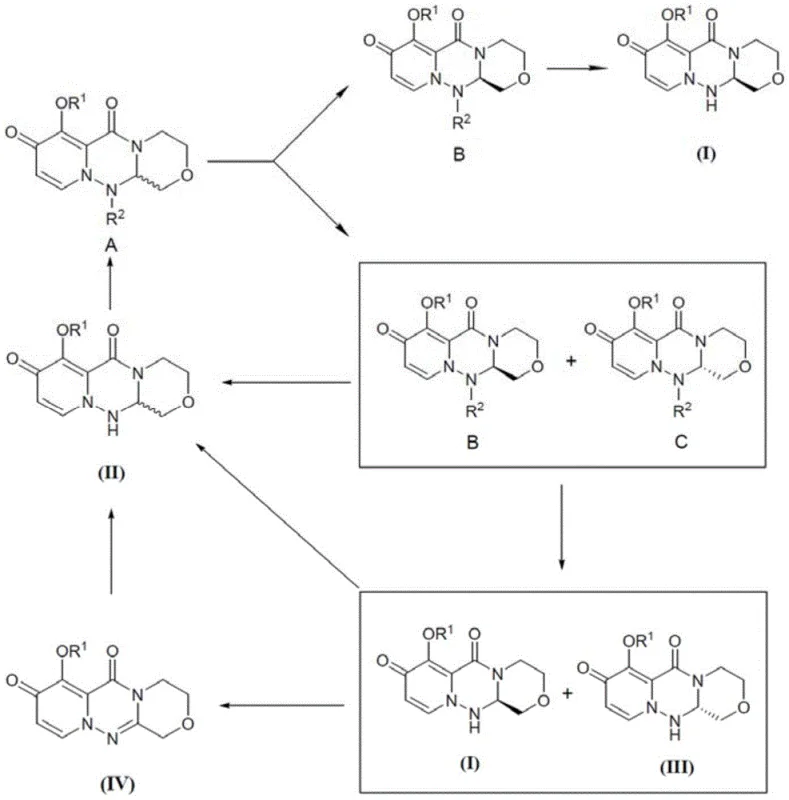 For instance, in specific embodiments where R1 is a benzyl group, the mixture of isomers in the mother liquor is treated with a base like DBU at elevated temperatures (e.g., 70°C to 80°C) to regenerate the racemic Formula II compound. This regenerated material possesses the same chemical identity as the fresh starting material, allowing it to re-enter the resolution cycle without accumulating impurities, thereby ensuring consistent product quality across multiple batches.
For instance, in specific embodiments where R1 is a benzyl group, the mixture of isomers in the mother liquor is treated with a base like DBU at elevated temperatures (e.g., 70°C to 80°C) to regenerate the racemic Formula II compound. This regenerated material possesses the same chemical identity as the fresh starting material, allowing it to re-enter the resolution cycle without accumulating impurities, thereby ensuring consistent product quality across multiple batches.
Impurity control is meticulously managed through the physical separation inherent in the recrystallization steps. Each cycle of resolution acts as a purification barrier, progressively enriching the desired enantiomer in the solid phase while leaving impurities and the unwanted enantiomer in the liquid phase. The regeneration step is designed to be chemoselective, ensuring that the sensitive heterocyclic core of the molecule remains intact while only the chiral acyl group is removed. This selectivity prevents the formation of degradation byproducts that could complicate downstream processing. Furthermore, the use of common, non-toxic solvents like ethanol and ethyl acetate throughout the cycle facilitates easy solvent recovery and reuse, further enhancing the green chemistry profile of the process. The ability to tune reaction parameters, such as temperature and base strength, allows manufacturers to optimize the rate of regeneration versus the risk of side reactions, providing a flexible framework for process optimization in diverse manufacturing environments.
How to Synthesize Baloxavir Intermediate Efficiently
The synthesis of the Baloxavir intermediate via this recycling method involves a sequence of condensation, crystallization, hydrolysis, and regeneration steps that can be seamlessly integrated into existing pilot or production facilities. The process begins with the activation of the chiral acid and its coupling to the racemic amine, followed by a critical crystallization step that determines the purity of the intermediate cake.
- Condense racemic Formula II compound with a chiral acid (e.g., (R)-tetrahydrofuran-2-carboxylic acid) using a coupling agent like T3P to form diastereomeric mixture A.
- Recrystallize mixture A to separate the filter cake (single configuration Compound B) from the filtrate (mixture of B and C or pure C).
- Hydrolyze Compound B to obtain the target Formula I intermediate, while chemically converting the filtrate back to racemic Formula II for repeated resolution cycles.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this recycling technology offers profound strategic advantages beyond mere technical feasibility. The primary benefit is the drastic reduction in raw material consumption. By recovering and reusing the 60% of material that was previously wasted, manufacturers can significantly lower the cost of goods sold (COGS) without compromising on quality. This efficiency translates directly into more competitive pricing structures for the final API, providing a buffer against volatility in the prices of specialized chiral acids and starting materials. Moreover, the process reduces the dependency on large volumes of fresh raw materials, thereby mitigating supply risks associated with sourcing bottlenecks. A manufacturing process that generates less waste also incurs lower disposal fees and requires smaller containment infrastructure, contributing to substantial cost savings in facility operations and environmental compliance.
- Cost Reduction in Manufacturing: The implementation of the mother liquor recycling loop eliminates the need to purchase excess starting material to compensate for low resolution yields. In traditional processes, obtaining one kilogram of product might require processing over two kilograms of racemic mixture; with this new method, the stoichiometric requirement approaches unity. This fundamental shift in material efficiency removes the economic penalty associated with chiral resolution, making the production of high-purity pharmaceutical intermediates financially viable even at smaller scales. Additionally, the recovery of solvents and the reduced load on waste treatment systems further drive down operational expenditures, creating a leaner and more profitable manufacturing model.
- Enhanced Supply Chain Reliability: Supply continuity is often threatened by the inefficiencies of linear manufacturing processes where yield fluctuations can lead to significant shortfalls. By maximizing the conversion of input materials into the final product, this recycling method ensures a more predictable and stable output volume per batch. This reliability is crucial for meeting the rigorous delivery schedules of global pharmaceutical clients. The ability to recycle off-spec material or mother liquor back into the process also provides a built-in safety net against minor process deviations, reducing the frequency of batch failures and ensuring a consistent flow of intermediates to downstream API synthesis units.
- Scalability and Environmental Compliance: The chemistry employed in this process relies on robust, well-understood unit operations such as filtration, crystallization, and hydrolysis, which are easily scalable from laboratory to multi-ton production. There is no reliance on exotic catalysts or extreme conditions that often hinder scale-up. From an environmental perspective, the near-quantitative utilization of starting materials aligns perfectly with green chemistry principles, minimizing the carbon footprint of the synthesis. This sustainability advantage is increasingly becoming a prerequisite for vendor qualification by major pharmaceutical companies, positioning suppliers who adopt this technology as preferred partners in the global supply chain.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this recycling technology for Baloxavir intermediate production. These insights are derived directly from the experimental data and process descriptions found in the patent literature, providing a factual basis for decision-making.
Q: Why is the traditional resolution yield for Baloxavir intermediates so low?
A: Traditional methods discard the mother liquor containing nearly 60% of the starting material as waste after a single resolution step, limiting theoretical yield to approximately 40%.
Q: How does the recycling method improve production efficiency?
A: By chemically converting the discarded mother liquor components back into the racemic starting material, the process allows for repeated resolution cycles, theoretically achieving nearly 100% conversion of raw materials into the target product.
Q: Is this recycling process suitable for large-scale manufacturing?
A: Yes, the process utilizes standard unit operations such as condensation, recrystallization, and hydrolysis with common reagents like DBU and potassium carbonate, making it highly scalable and operationally simple.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Baloxavir Intermediate Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition from laboratory innovation to commercial reality requires a partner with deep technical expertise and robust manufacturing capabilities. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the sophisticated recycling protocols described in patent CN114014874B can be executed with precision and consistency. We maintain stringent purity specifications and operate rigorous QC labs to guarantee that every batch of intermediate meets the exacting standards required for antiviral drug synthesis. Our commitment to process excellence means we can deliver high-purity intermediates that facilitate smoother downstream processing for our clients.
We invite global pharmaceutical partners to engage with our technical procurement team to discuss how this advanced manufacturing route can optimize your supply chain. By leveraging our capabilities, you can access a Customized Cost-Saving Analysis tailored to your specific volume requirements. We encourage you to request specific COA data and route feasibility assessments to verify how our implementation of this recycling technology can enhance your project's economic and operational performance. Let us collaborate to build a more efficient and sustainable future for antiviral medicine production.