Scalable Synthesis of High-Purity Pyridine-N-Oxide Derivatives for Pharmaceutical Manufacturing
The landscape of heterocyclic chemistry is constantly evolving, driven by the demand for safer, more efficient, and scalable synthetic routes for critical pharmaceutical intermediates. A recent technological breakthrough, documented in patent CN115160220A, introduces a refined synthesis process for pyridine-N-oxide and its derivatives that addresses long-standing bottlenecks in industrial organic synthesis. Pyridine-N-oxides serve as pivotal building blocks in the manufacture of major therapeutic agents such as omeprazole and zinc pyrithione, as well as key agrochemicals like imidacloprid. Historically, the production of these high-value intermediates has been plagued by safety concerns associated with strong oxidants and the prohibitive costs of purification at scale. This new methodology leverages m-chloroperoxybenzoic acid (m-CPBA) in a dichloromethane system, coupled with an innovative pH-controlled workup, to deliver products with exceptional purity and yield without the need for column chromatography.
For R&D directors and process chemists, the significance of this patent lies in its ability to streamline the post-reaction processing. Conventional methods often rely on hydrogen peroxide in acetic acid, which requires rigorous safety protocols due to explosion risks, or they necessitate silica gel chromatography to separate the target N-oxide from unreacted starting materials and byproducts. The approach detailed in CN115160220A circumvents these issues by exploiting the solubility differences between the target product and the m-chlorobenzoic acid byproduct. By simply adjusting the pH of the aqueous workup to a specific range of 4-5, the byproduct precipitates as a solid while the desired pyridine-N-oxide remains in solution. This elegant separation technique not only simplifies the operation but also significantly enhances the environmental profile of the synthesis by reducing solvent waste and solid waste associated with chromatographic media.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
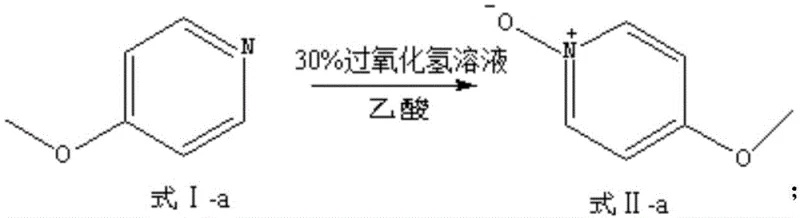
Traditional synthetic routes for pyridine-N-oxides have historically relied on oxidation strategies that present substantial challenges for commercial scale-up. One common method involves the use of 30% hydrogen peroxide in glacial acetic acid under reflux conditions. While chemically effective on a gram scale, this approach is fraught with hazards when transitioning to kilogram or ton-scale production. The accumulation of peroxide species and the exothermic nature of the reaction create significant safety liabilities, requiring specialized equipment and stringent temperature controls to prevent runaway reactions. Furthermore, the workup for these peroxide-based oxidations is often cumbersome, frequently requiring neutralization steps that generate large volumes of saline waste.
Another prevalent limitation in existing literature is the reliance on column chromatography for purification. In academic settings, purifying reaction mixtures via silica gel columns is standard practice; however, in an industrial context, this is economically and logistically unsustainable. Chromatography consumes vast quantities of solvents and stationary phase, drastically increasing the cost of goods sold (COGS) and extending the production cycle time. For a commodity chemical or a key intermediate needed in multi-ton quantities, the inability to crystallize or extract the product cleanly renders many otherwise viable synthetic routes commercially unfeasible. The comparative examples in the patent data highlight that without the specific pH-adjusted precipitation step, obtaining high-purity material typically forces manufacturers into these inefficient purification workflows.
The Novel Approach
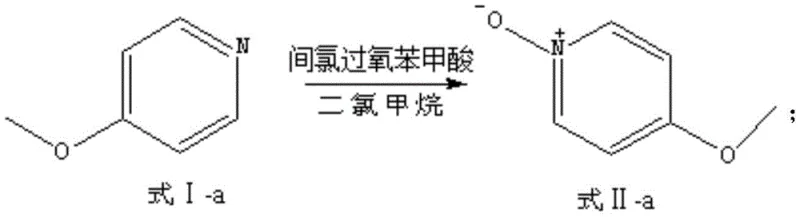
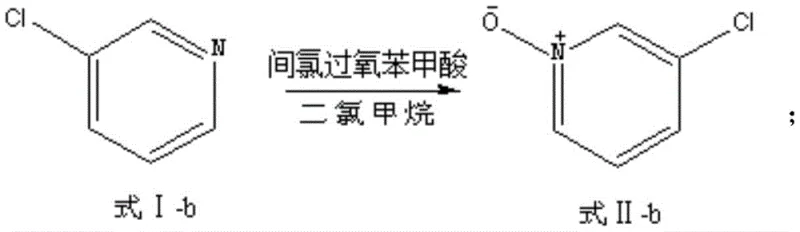
The novel approach disclosed in the patent data fundamentally reengineers the workup phase to align with green chemistry principles and manufacturing efficiency. By utilizing m-chloroperoxybenzoic acid (m-CPBA) as the oxidant in a dichloromethane solvent system, the reaction proceeds smoothly at mild temperatures between 20-25°C after an initial low-temperature addition. This eliminates the thermal hazards associated with refluxing peroxide solutions. The true innovation, however, is found in the isolation strategy. Instead of attempting to separate the product from the m-chlorobenzoic acid byproduct through extraction or chromatography, the process concentrates the reaction mixture and introduces water.
At this stage, the mixture contains the target pyridine-N-oxide and the insoluble m-chlorobenzoic acid. The critical step involves adjusting the pH of this aqueous mixture to precisely 4-5. Under these acidic conditions, the m-chlorobenzoic acid precipitates out of the solution as a white solid, while the pyridine-N-oxide, being more polar and soluble in the aqueous phase at this pH, remains dissolved. A simple filtration step removes the solid byproduct, and the filtrate can then be concentrated and dried to yield the target compound. This method has been demonstrated to achieve yields ranging from 85% to 98% and purities exceeding 95% across a wide array of substrates, proving that high quality does not require complex purification infrastructure.
Mechanistic Insights into m-CPBA Mediated Pyridine Oxidation
The core chemical transformation in this process is the electrophilic oxidation of the pyridine nitrogen atom. m-Chloroperoxybenzoic acid acts as an oxygen atom transfer agent, where the electrophilic oxygen of the peracid attacks the lone pair of electrons on the pyridine nitrogen. This results in the formation of the N-oxide bond and the concomitant reduction of the peracid to m-chlorobenzoic acid. The reaction is highly chemoselective for the nitrogen center, tolerating various functional groups on the pyridine ring such as methoxy, chloro, nitro, and cyano groups. This tolerance is crucial for pharmaceutical applications where the pyridine core is often heavily functionalized prior to the oxidation step. The use of dichloromethane as a solvent provides an optimal medium for dissolving both the organic pyridine substrate and the m-CPBA oxidant, ensuring homogeneous reaction kinetics.
The separation mechanism relies on the distinct acid-base properties and solubility profiles of the reaction components. m-Chlorobenzoic acid is a weak organic acid with limited solubility in water, particularly when the pH is below its pKa. By adjusting the pH of the post-reaction mixture to 4-5, the system ensures that the m-chlorobenzoic acid remains in its protonated, neutral form, which favors precipitation. Conversely, the pyridine-N-oxide possesses a highly polar N-O bond and retains sufficient solubility in the aqueous phase under these conditions. If the pH were too low (e.g., pH 2), the solubility dynamics might shift, potentially co-precipitating the product or failing to fully precipitate the byproduct, as evidenced by comparative data showing lower purity at incorrect pH levels. If the pH were too high (e.g., pH 6), the byproduct might ionize and remain soluble, contaminating the final product. Thus, the precise pH control is the mechanistic key to achieving high purity without chromatography.
How to Synthesize Pyridine-N-Oxide Efficiently
The synthesis protocol outlined in the patent offers a robust framework for producing pyridine-N-oxide derivatives with minimal operational complexity. The process begins with the controlled addition of the oxidant to the substrate solution at low temperatures to manage exotherms, followed by a prolonged stir at ambient temperature to ensure complete conversion. The subsequent workup is designed to be telescoped, minimizing unit operations. By integrating the oxidation and purification into a seamless flow of concentration, pH adjustment, and filtration, the process reduces the potential for product loss and contamination. This streamlined approach is particularly advantageous for contract development and manufacturing organizations (CDMOs) looking to optimize throughput.
- Dissolve the pyridine substrate in dichloromethane at 0-5°C and add m-chloroperoxybenzoic acid (1.45-1.55 eq), stirring at 20-25°C for 20-26 hours.
- Concentrate the reaction mixture under reduced pressure to remove solvent, then add water to form a mixed solution where byproducts begin to precipitate.
- Adjust the pH of the mixture to 4-5 to maximize byproduct precipitation, filter off solids, and concentrate the filtrate to obtain the high-purity target product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain leaders, the adoption of this synthesis route translates directly into tangible operational efficiencies and risk mitigation. The elimination of column chromatography is perhaps the most significant cost driver improvement. Chromatographic purification is not only expensive in terms of materials (silica, solvents) but also creates a bottleneck in production scheduling due to the time required for packing, running, and evaporating columns. By replacing this with a precipitation and filtration step, the manufacturing cycle time is drastically shortened, allowing for faster turnover of reactor vessels and increased annual capacity without capital investment in new equipment.
- Cost Reduction in Manufacturing: The economic benefits of this process are derived from the simplification of the downstream processing. Removing the need for silica gel and the large volumes of elution solvents significantly lowers the variable costs per kilogram of product. Additionally, the recovery of dichloromethane is straightforward, further enhancing the cost-effectiveness. The use of m-CPBA, while a specialized reagent, is balanced by the high yields and the avoidance of expensive purification media, resulting in a favorable overall cost structure for high-purity intermediates.
- Enhanced Supply Chain Reliability: Supply continuity is often threatened by processes that are sensitive to minor variations or require hard-to-source purification materials. This method utilizes commodity chemicals like dichloromethane and widely available m-CPBA. The robustness of the pH-controlled workup means that the process is less prone to batch failures compared to delicate chromatographic separations. This reliability ensures that delivery schedules for critical pharmaceutical intermediates can be met consistently, reducing the risk of downstream drug production delays.
- Scalability and Environmental Compliance: From an environmental, health, and safety (EHS) perspective, this route offers substantial advantages. Avoiding the use of refluxing hydrogen peroxide reduces the risk of thermal runaway incidents, lowering insurance and safety compliance costs. Furthermore, the reduction in solvent waste from eliminating chromatography aligns with increasingly strict environmental regulations regarding volatile organic compound (VOC) emissions and hazardous waste disposal. The process is inherently greener, facilitating easier permitting and sustainability reporting for manufacturing sites.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this pyridine-N-oxide synthesis technology. These insights are derived directly from the experimental data and comparative analysis provided in the patent documentation, offering clarity on why this method represents a superior choice for industrial applications.
Q: Why is this synthesis method superior to traditional hydrogen peroxide oxidation?
A: Traditional methods often utilize 30% hydrogen peroxide in acetic acid under reflux, which poses significant safety risks due to the explosive nature of concentrated peroxides on a large scale. Furthermore, those methods frequently require column chromatography for purification, which is impractical for industrial manufacturing. The patented m-CPBA route operates at mild temperatures (20-25°C) and utilizes a simple pH-adjusted precipitation workup, eliminating the need for hazardous reflux conditions and expensive chromatographic media.
Q: What purity levels can be achieved without column chromatography?
A: Despite avoiding complex purification techniques like silica gel column chromatography, this process consistently achieves high purity levels ranging from 95% to 98%. This is accomplished through a clever workup strategy where the byproduct, m-chlorobenzoic acid, is precipitated out by adjusting the aqueous mixture to pH 4-5, leaving the target pyridine-N-oxide in the filtrate for final isolation.
Q: Is this process suitable for diverse pyridine substrates?
A: Yes, the methodology demonstrates broad substrate scope. It has been successfully validated on various substituted pyridines including electron-rich derivatives like 4-methoxypyridine and electron-deficient species such as 4-nitropyridine and 4-cyanopyridine. The robustness of the oxidation conditions ensures consistent yields across different electronic environments, making it a versatile platform for synthesizing diverse heterocyclic intermediates.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Pyridine-N-Oxide Supplier
At NINGBO INNO PHARMCHEM, we understand that the transition from a patented laboratory method to a commercial reality requires expertise in process engineering and quality assurance. As a leading CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production. Our facilities are equipped to handle the specific requirements of heterocyclic oxidation chemistry, including rigorous temperature control and safe handling of peracid reagents. We are committed to delivering products that meet stringent purity specifications, utilizing our rigorous QC labs to verify that every batch conforms to the high standards required by the global pharmaceutical industry.
We invite procurement teams and technical directors to engage with us for a Customized Cost-Saving Analysis tailored to your specific supply chain needs. Whether you require 4-methoxypyridine-N-oxide, 3-chloropyridine-N-oxide, or other specialized derivatives, our technical procurement team is ready to provide specific COA data and route feasibility assessments. By leveraging this advanced synthesis technology, we can help you secure a stable, cost-effective supply of critical intermediates, ensuring your drug development pipelines remain uninterrupted and competitive.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →