Advanced One-Step Synthesis of Dihydroquinolinone Derivatives for Commercial Scale-Up
Advanced One-Step Synthesis of Dihydroquinolinone Derivatives for Commercial Scale-Up
The pharmaceutical and fine chemical industries are constantly seeking robust methodologies for constructing privileged scaffolds such as dihydroquinolinones, which serve as critical intermediates for bioactive molecules including glycogen phosphorylase inhibitors and antifungal agents. Patent CN112778198A introduces a groundbreaking synthetic strategy that addresses the longstanding inefficiencies associated with traditional heterocyclic construction. This innovation leverages a sophisticated phase-transfer catalytic system to achieve the direct cyclization of N-(o-chloromethyl) arylamides with azlactones. By shifting the paradigm from laborious multi-step sequences to a streamlined one-pot operation, this technology offers a compelling value proposition for manufacturers aiming to optimize their supply chains for high-purity pharmaceutical intermediates. The method not only simplifies the operational workflow but also ensures exceptional atom economy and structural diversity, making it an ideal candidate for the commercial scale-up of complex heterocyclic compounds required in modern drug discovery pipelines.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of dihydroquinolinone derivatives has been plagued by significant technical hurdles that impede efficient manufacturing and cost-effective production. Traditional routes often necessitate multiple synthetic steps, each requiring distinct reaction conditions, isolation procedures, and purification stages, which cumulatively drive up production costs and extend lead times. Furthermore, many established protocols rely on harsh reagents, elevated temperatures, or sensitive catalysts that pose safety risks and complicate waste management protocols. These severe reaction conditions can lead to the formation of difficult-to-remove impurities, thereby compromising the purity profile of the final active pharmaceutical ingredient (API) intermediate. For procurement managers and supply chain heads, these inefficiencies translate into volatile pricing, unreliable delivery schedules, and increased regulatory burden due to the complex impurity profiles generated by non-selective reaction pathways.
The Novel Approach
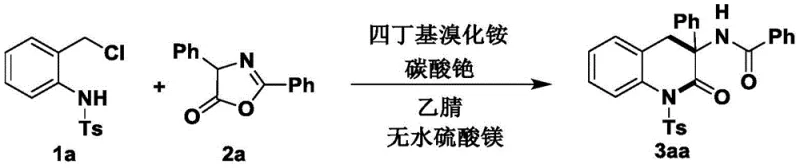
In stark contrast to these legacy methods, the technology disclosed in CN112778198A presents a remarkably elegant solution by enabling the direct assembly of the dihydroquinolinone core in a single operational step. The process utilizes a mild reaction environment, specifically stirring at 25°C for just 3 hours, which drastically reduces energy consumption and thermal stress on the equipment. The core transformation involves the reaction of N-(o-chloromethyl) arylamide with an azlactone derivative in the presence of cesium carbonate and tetrabutylammonium bromide. This novel approach not only accelerates the synthesis timeline but also enhances the safety profile by eliminating the need for extreme conditions. As illustrated in the specific reaction scheme below, the transformation proceeds with high fidelity to yield the target scaffold efficiently.
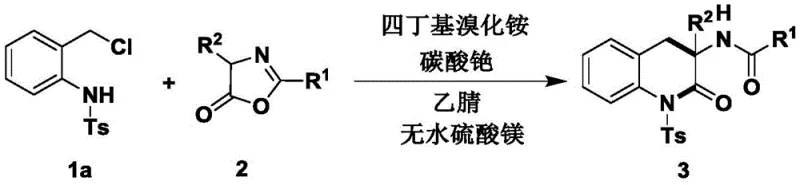
The versatility of this method is further demonstrated by its tolerance to various substituents on both the arylamide and the azlactone components. Whether modifying the aromatic ring with electron-donating or electron-withdrawing groups, or altering the ester and phenyl moieties on the azlactone, the system maintains robust performance. This adaptability is crucial for R&D teams exploring structure-activity relationships (SAR) who require rapid access to diverse analog libraries without re-optimizing reaction conditions for every new derivative.
Mechanistic Insights into Phase Transfer Catalyzed Cyclization
The success of this synthesis hinges on the synergistic interaction between the phase transfer catalyst, the base, and the specific activation of the substrates. Tetrabutylammonium bromide (TBAB) serves as the critical phase transfer agent, facilitating the transport of the carbonate anion into the organic phase where the nucleophilic attack occurs. This mechanism bypasses the solubility limitations often encountered with inorganic bases in organic solvents, ensuring a homogeneous and reactive environment. The cesium carbonate acts as a mild yet effective base to deprotonate the active methylene group of the azlactone, generating a nucleophilic enolate species. This enolate then attacks the electrophilic benzylic carbon of the N-(o-chloromethyl) arylamide, initiating the ring-closing sequence that forms the dihydroquinolinone skeleton.
Furthermore, the inclusion of anhydrous magnesium sulfate as a water scavenger plays a pivotal role in driving the equilibrium towards product formation and preventing hydrolysis of the sensitive azlactone or the newly formed amide bond. By sequestering trace moisture, the system maintains the integrity of the reactive intermediates, thereby minimizing side reactions and maximizing the isolated yield. This careful control of the reaction microenvironment is what allows the process to achieve yields ranging from 60% to 98% across a broad spectrum of substrates, as evidenced by the extensive experimental data provided in the patent. Such mechanistic precision ensures that the impurity profile remains clean, significantly reducing the burden on downstream purification processes.
How to Synthesize Dihydroquinolinone Compounds Efficiently
To implement this high-efficiency synthesis in a laboratory or pilot plant setting, operators must adhere to precise stoichiometric ratios and procedural controls to replicate the high yields reported in the patent literature. The protocol requires a molar ratio of 1:3:0.1:1.1 for the N-(o-chloromethyl) arylamide, azlactone, tetrabutylammonium bromide, and cesium carbonate, respectively. Acetonitrile is selected as the optimal solvent to balance solubility and reaction rate, while anhydrous magnesium sulfate is added in a specific dosage to ensure complete water removal. Following the reaction period, the workup involves a simple filtration to remove the solid scavenger and salts, followed by concentration and purification via silica gel column chromatography using a petroleum ether and dichloromethane mixture. For detailed standardized operating procedures and safety guidelines, please refer to the technical documentation below.
- Combine N-(o-chloromethyl) arylamide, azlactone, anhydrous magnesium sulfate, cesium carbonate, and tetrabutylammonium bromide in acetonitrile solvent.
- Stir the reaction mixture at 25°C for 3 hours while monitoring progress via TLC until completion.
- Filter to remove solids, concentrate the filtrate, and purify the residue using silica gel column chromatography with petroleum ether and dichloromethane.
Commercial Advantages for Procurement and Supply Chain Teams
For stakeholders focused on the bottom line and operational continuity, this synthetic methodology offers transformative benefits that directly address key pain points in the chemical supply chain. By consolidating multiple synthetic steps into a single pot, the process inherently reduces the consumption of solvents, reagents, and labor hours, leading to substantial cost savings in manufacturing overhead. The elimination of transition metal catalysts or exotic reagents further simplifies the sourcing strategy, allowing procurement teams to rely on commodity chemicals that are readily available in the global market. This shift not only stabilizes raw material costs but also mitigates the risk of supply disruptions caused by the scarcity of specialized catalysts.
- Cost Reduction in Manufacturing: The streamlined nature of this one-step process eliminates the need for intermediate isolations and the associated losses in yield that typically occur during multi-step syntheses. By avoiding expensive transition metal catalysts and harsh conditions, the overall cost of goods sold (COGS) is significantly optimized. The simplified workup procedure, which relies on basic filtration and standard chromatography rather than complex distillation or recrystallization sequences, further reduces utility costs and waste disposal fees. Consequently, manufacturers can achieve a more competitive pricing structure for high-purity dihydroquinolinone intermediates without compromising on quality standards.
- Enhanced Supply Chain Reliability: The reliance on commercially available and stable starting materials such as N-(o-chloromethyl) arylamides and azlactones ensures a robust and resilient supply chain. Unlike processes dependent on custom-synthesized precursors with long lead times, this method utilizes building blocks that are easily sourced from multiple vendors globally. The mild reaction conditions also reduce the wear and tear on production equipment, minimizing unplanned downtime and maintenance costs. This reliability translates into consistent delivery schedules for downstream customers, fostering stronger long-term partnerships and trust within the pharmaceutical supply network.
- Scalability and Environmental Compliance: From an environmental and scalability perspective, the absence of heavy metals and the use of mild temperatures make this process highly attractive for green chemistry initiatives. The reduced generation of hazardous waste simplifies compliance with increasingly stringent environmental regulations, lowering the administrative and financial burden on manufacturing facilities. Furthermore, the exothermic profile of the reaction is manageable, allowing for safe scale-up from gram to kilogram and eventually to ton-scale production without significant engineering modifications. This scalability ensures that the technology can meet the growing demand for dihydroquinolinone derivatives in the life sciences sector.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthesis technology. These insights are derived directly from the experimental data and beneficial effects outlined in the patent documentation, providing clarity on reaction scope, purification, and industrial applicability. Understanding these details is essential for technical teams evaluating the feasibility of adopting this route for their specific project needs.
Q: What are the primary advantages of this new synthesis method over conventional routes?
A: The novel method described in patent CN112778198A eliminates the need for complex multi-step sequences and harsh reaction conditions. It operates at room temperature (25°C) with a simple one-pot procedure, significantly reducing safety risks and operational complexity while achieving high yields.
Q: What is the role of tetrabutylammonium bromide in this reaction system?
A: Tetrabutylammonium bromide acts as a phase transfer catalyst (PTC). It facilitates the interaction between the organic substrates and the inorganic base (cesium carbonate) within the acetonitrile solvent, enhancing reaction efficiency and allowing the cyclization to proceed smoothly under mild conditions.
Q: Is this process suitable for large-scale industrial production?
A: Yes, the process is highly suitable for industrial scale-up. The use of readily available raw materials, mild reaction temperatures, and a straightforward workup procedure involving filtration and standard chromatography makes it economically viable and safe for manufacturing diverse dihydroquinolinone derivatives.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Dihydroquinolinone Supplier
As the demand for complex heterocyclic intermediates continues to rise in the development of next-generation therapeutics, partnering with an experienced CDMO is essential for navigating the complexities of process development and commercialization. NINGBO INNO PHARMCHEM possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your project transitions smoothly from the laboratory bench to full-scale manufacturing. Our commitment to quality is underpinned by stringent purity specifications and rigorous QC labs that utilize state-of-the-art analytical instrumentation to verify the identity and purity of every batch, guaranteeing that our dihydroquinolinone intermediates meet the highest industry standards.
We invite you to leverage our technical expertise to optimize your supply chain and accelerate your drug development timelines. Our team is ready to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements and purity needs. Please contact our technical procurement team today to request specific COA data and route feasibility assessments, and let us demonstrate how our advanced synthesis capabilities can add value to your portfolio.