Advanced Synthesis of Oseltamivir Intermediates: A Technical Breakthrough for Commercial Manufacturing
Advanced Synthesis of Oseltamivir Intermediates: A Technical Breakthrough for Commercial Manufacturing
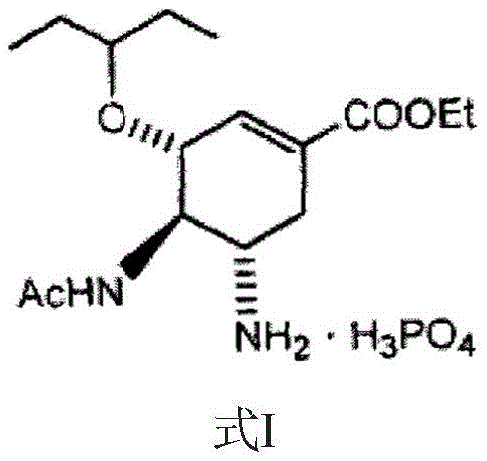
The global demand for antiviral therapeutics remains a critical priority for the pharmaceutical industry, with oseltamivir phosphate standing as a cornerstone treatment for influenza A and B. The efficient production of its key precursors is paramount for ensuring supply chain stability and cost-effectiveness. Patent CN114133364B introduces a transformative synthesis method for the oseltamivir intermediate, specifically targeting the formation of the crucial epoxide scaffold. This innovation addresses long-standing inefficiencies in solvent management and product isolation that have plagued previous manufacturing routes. By shifting from homogeneous aqueous-alcoholic systems to a sophisticated biphasic protocol enhanced by phase transfer catalysis, this technology offers a pathway to superior purity and operational simplicity. For R&D directors and procurement strategists, understanding this mechanistic shift is essential for evaluating next-generation supply partners.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
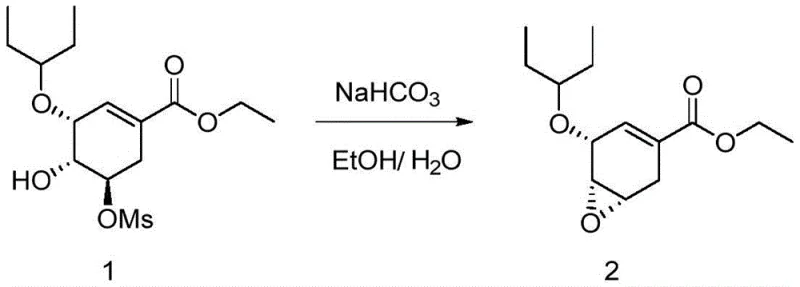
Historically, the synthesis of the key epoxide intermediate, (3R,4R,5S)-4,5-epoxy-3-(1-ethylpropoxy)-1-cyclohexene-1-carboxylic acid ethyl ester, has relied heavily on methods disclosed by major originators such as Gilead Sciences. These conventional protocols typically employ a mixed solvent system of ethanol and water, utilizing bases like potassium bicarbonate or sodium bicarbonate to drive the elimination reaction. While chemically feasible, this approach suffers from significant thermodynamic and processing drawbacks inherent to miscible solvent systems. Upon reaction completion, the product remains dissolved in the ethanol-water matrix, necessitating a rigorous and energy-intensive workup procedure. Manufacturers are forced to evaporate the solvent to dryness to isolate the crude material, a step that consumes substantial thermal energy and time. Furthermore, the resulting crude product often exhibits dark coloration and elevated impurity profiles, requiring additional refining steps that erode overall yield and increase waste generation. The inability to easily separate the solvent from the product creates a bottleneck in large-scale operations, leading to higher operational expenditures and environmental burdens due to complex waste liquid treatment.
The Novel Approach
In stark contrast, the methodology outlined in CN114133364B revolutionizes this transformation by introducing a biphasic reaction medium comprising a water-insoluble organic solvent and water, augmented by a phase transfer catalyst. This strategic modification fundamentally alters the partitioning behavior of the reaction components. Instead of trapping the product in a difficult-to-remove miscible solvent, the new system ensures that the synthesized epoxide preferentially enriches in the organic phase, such as n-heptane or n-hexane. This phase separation capability allows for a drastic simplification of the post-reaction workup. The aqueous phase, containing inorganic salts and byproducts, can be simply decanted or separated, leaving the product-laden organic layer ready for direct crystallization. This eliminates the need for solvent evaporation, replacing it with a low-energy cooling crystallization step. The result is a process that not only boosts yield significantly but also delivers a white, high-purity solid directly from the reactor, bypassing the need for extensive chromatographic purification or recrystallization cycles that characterize older technologies.
Mechanistic Insights into Phase Transfer Catalyzed Elimination
The core of this technological advancement lies in the precise manipulation of interfacial chemistry through phase transfer catalysis (PTC). In the traditional homogeneous system, the base and substrate interact freely but are constrained by the solvent's boiling point and solubility limits during workup. In the novel biphasic system, the phase transfer catalyst, typically a quaternary ammonium salt like tetrabutylammonium bromide, acts as a molecular shuttle. It facilitates the transport of the basic anion from the aqueous phase into the organic phase where the lipophilic substrate (Compound 1) resides. This concentration of reactive species at the interface and within the organic droplets accelerates the intramolecular nucleophilic substitution (SN2) required to form the epoxide ring. The reaction proceeds efficiently at moderate temperatures, typically between 50°C and 80°C, minimizing thermal degradation pathways that often lead to colored impurities. By maintaining the product in the organic phase throughout the reaction, the system effectively protects the sensitive epoxide functionality from hydrolysis or further degradation that might occur in a highly basic aqueous environment over extended periods.
Furthermore, the impurity control mechanism is inherently superior due to the selective solubility properties of the biphasic system. Inorganic salts and polar byproducts generated during the elimination remain sequestered in the aqueous phase. When the phases are separated, these impurities are physically removed from the process stream before crystallization even begins. This "built-in" purification step is a critical advantage for maintaining the stringent quality standards required for pharmaceutical intermediates. The subsequent low-temperature crystallization, conducted by cooling the organic phase to approximately 0°C, leverages the temperature-dependent solubility of the epoxide in aliphatic hydrocarbons. This gentle isolation method preserves the stereochemical integrity of the molecule, ensuring that the critical chiral centers at positions 3, 4, and 5 remain intact, which is vital for the biological activity of the final antiviral drug.
How to Synthesize Oseltamivir Epoxide Efficiently
The implementation of this synthesis route requires careful attention to solvent ratios and temperature control to maximize the benefits of the biphasic system. The process begins with the preparation of the reaction mixture, where Compound 1 is suspended or dissolved in the organic-aqueous solvent blend alongside the base and catalyst. Maintaining an inert atmosphere, such as nitrogen, is recommended to prevent oxidative side reactions. The reaction is then heated to the optimal range to drive the elimination to completion, monitored typically by HPLC. Once the conversion is satisfactory, the workflow shifts to physical separation rather than chemical quenching. The following guide outlines the standardized operational parameters derived from the patent examples to ensure reproducible high-yield outcomes.
- Mix Compound 1 with a biphasic solvent system comprising a water-insoluble organic solvent (e.g., n-heptane) and water, along with a base and phase transfer catalyst.
- Heat the mixture to 50-80°C under inert gas protection to facilitate the elimination reaction, converting the mesylate precursor into the epoxide.
- Separate the organic phase, cool to 0°C for crystallization, and isolate the white solid product via centrifugation and vacuum drying.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the transition to this novel synthesis method represents a significant opportunity for cost optimization and risk mitigation. The primary economic driver is the drastic reduction in utility consumption associated with solvent handling. By eliminating the energy-intensive evaporation step required in ethanol-water processes, manufacturers can achieve substantial cost savings in steam and electricity usage. Additionally, the use of water-insoluble solvents like n-heptane allows for efficient solvent recovery and recycling. Since the solvent does not mix with the aqueous waste stream, it can be easily separated, dried, and reused in subsequent batches, thereby lowering the raw material procurement costs and reducing the volume of hazardous waste requiring disposal. This aligns perfectly with modern green chemistry initiatives and reduces the environmental compliance burden on manufacturing sites.
- Cost Reduction in Manufacturing: The elimination of distillation steps for solvent removal translates directly into lower operational expenditures. Traditional methods require heating large volumes of miscible solvents to dryness, which is thermally inefficient. In contrast, the new method relies on phase separation and cooling crystallization, which are far less energy-demanding unit operations. Furthermore, the high crude purity achieved reduces the load on downstream purification equipment, extending the lifecycle of filtration and drying assets while minimizing solvent loss during washing steps. The ability to recycle the organic solvent multiple times without significant degradation further compounds these savings, creating a leaner and more cost-effective manufacturing profile.
- Enhanced Supply Chain Reliability: The robustness of this chemical process enhances supply continuity by reducing the complexity of the manufacturing workflow. Simpler workup procedures mean shorter batch cycle times, allowing facilities to increase throughput without capital expansion. The reliance on commodity chemicals such as sodium bicarbonate and common hydrocarbons ensures that raw material availability is not a bottleneck, unlike processes dependent on specialized or volatile reagents. Moreover, the high consistency of the product quality, with purity levels consistently exceeding 99.5%, reduces the risk of batch failures or out-of-specification results that could disrupt supply to downstream API manufacturers. This reliability is crucial for maintaining inventory levels during peak flu seasons.
- Scalability and Environmental Compliance: From a scale-up perspective, the biphasic system is highly amenable to large-scale reactor operations. Liquid-liquid separation is a well-understood unit operation that scales linearly, avoiding the heat transfer limitations often encountered in large-scale evaporations. The reduction in waste liquid discharge is another critical factor; by separating the aqueous and organic phases cleanly, the volume of contaminated wastewater is minimized, and the organic solvent can be reclaimed. This significantly lowers the environmental footprint of the production facility, aiding in regulatory compliance and supporting corporate sustainability goals. The process generates a white, high-quality solid that meets rigorous pharmacopeial standards, ensuring seamless integration into the global pharmaceutical supply chain.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this advanced synthesis technology. These insights are derived directly from the experimental data and beneficial effects reported in the patent documentation, providing clarity on how this method compares to established industry standards. Understanding these nuances is vital for technical teams evaluating process transfers or new vendor qualifications.
Q: How does the new biphasic solvent system improve upon traditional ethanol/water methods?
A: Unlike traditional miscible ethanol/water systems that require energy-intensive evaporation for solvent removal, the new biphasic system allows for simple liquid-liquid separation. The product enriches in the organic phase, enabling direct crystallization and significant energy savings.
Q: What purity levels can be achieved with this phase transfer catalysis method?
A: The optimized process consistently yields products with HPLC purity exceeding 99.5%, significantly reducing the burden on downstream purification steps and ensuring high-quality material for API synthesis.
Q: Is this synthesis method scalable for industrial production?
A: Yes, the method is designed for industrial scalability. It utilizes common solvents like n-heptane and standard unit operations such as phase separation and crystallization, avoiding complex distillation or chromatography steps.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Oseltamivir Intermediate Supplier
The technical advantages presented in patent CN114133364B highlight the evolving landscape of antiviral intermediate manufacturing, where efficiency and purity are non-negotiable. NINGBO INNO PHARMCHEM stands at the forefront of this evolution, leveraging deep expertise in process chemistry to deliver high-value solutions. As a dedicated CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production. Our facilities are equipped with rigorous QC labs and advanced processing capabilities designed to meet stringent purity specifications, ensuring that every batch of oseltamivir intermediate we supply adheres to the highest global quality standards. We understand the critical nature of antiviral supply chains and are committed to providing consistent, reliable material support.
We invite pharmaceutical partners to collaborate with us to explore the full potential of this optimized synthesis route. Our technical team is prepared to provide a Customized Cost-Saving Analysis tailored to your specific production volumes and quality requirements. We encourage you to contact our technical procurement team to request specific COA data and route feasibility assessments. By partnering with NINGBO INNO PHARMCHEM, you secure not just a supplier, but a strategic ally dedicated to enhancing your supply chain resilience and driving down the total cost of ownership for your antiviral portfolios.