Advanced Manufacturing of Oseltamivir Phosphate Intermediates via Optimized Magnesium-Amine Catalysis
The global demand for antiviral therapeutics, particularly neuraminidase inhibitors like Oseltamivir Phosphate (commercially known as Tamiflu), necessitates robust and scalable synthetic routes for their key intermediates. Patent CN111153818A, published in May 2020, introduces a significant technological advancement in the preparation of tert-butylamine derivatives, which serve as critical precursors in the synthesis of this life-saving medication. The invention addresses long-standing processing challenges associated with the ring-opening of epoxide intermediates using magnesium-amine complexes. By meticulously optimizing reaction temperatures, reagent addition sequences, and stoichiometry, this novel methodology effectively mitigates the severe system solidification and byproduct formation that have historically plagued conventional manufacturing processes. For pharmaceutical manufacturers and supply chain stakeholders, this represents a pivotal shift towards more reliable and efficient production of high-purity pharmaceutical intermediates.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Prior art methods, such as those disclosed in patent CN100545145C, rely on the direct addition of excess tert-butylamine and magnesium chloride to the epoxide substrate. While chemically feasible on a small scale, this approach suffers from a critical physical limitation during scale-up: the generated amine-magnesium complex induces severe system solidification. This phenomenon creates substantial operational bottlenecks, rendering mechanical stirring difficult or entirely impossible within the reactor. The lack of effective agitation compromises reaction homogeneity and thermal control, leading to localized hot spots and inconsistent conversion rates. Furthermore, the physical state of the reaction mass facilitates the generation of unwanted byproducts, significantly reducing the purity of the target compound and complicating downstream purification efforts. These inefficiencies translate directly into higher production costs and unreliable batch-to-batch consistency.
The Novel Approach
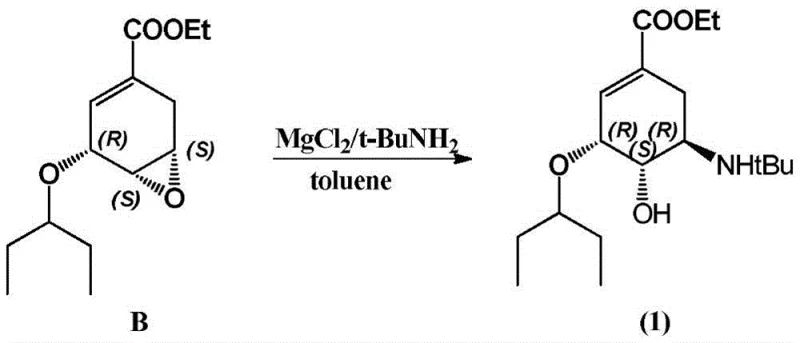
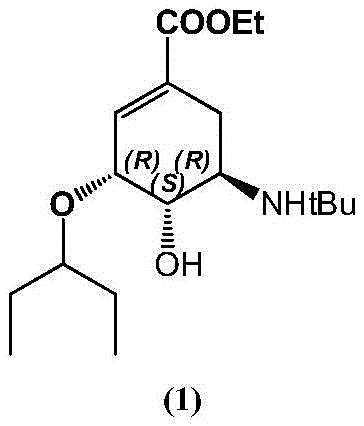
The methodology outlined in CN111153818A fundamentally reengineers the reaction protocol to overcome these physical barriers. The process initiates with the pre-formation of a magnesium-amine compound at a controlled low temperature range of 0-15°C, ensuring a stable catalytic species before the introduction of the substrate. Crucially, the tert-butylamine is not added all at once; instead, a portion is used to form the complex, and the remainder is supplemented in a subsequent step. This split-addition strategy, combined with a prolonged reaction time of 24-48 hours at elevated temperatures (50-70°C), maintains the reaction mixture in a fluid, stirrable state throughout the transformation. As demonstrated in the successful execution of Example 1, this approach yields the target tert-butylamine derivative with exceptional efficiency, achieving yields exceeding 94% while maintaining a liquid phase that allows for precise thermal management and homogeneous mixing.
Mechanistic Insights into Magnesium-Amine Catalyzed Ring Opening
The core of this technological breakthrough lies in the precise control of the magnesium-amine coordination environment. In conventional protocols, the rapid and uncontrolled formation of the magnesium-amine complex leads to the precipitation of insoluble aggregates. These aggregates not only hinder mass transfer but also create micro-environments with excessively high local concentrations of base. Under these strong alkaline conditions, the sensitive epoxide substrate (Compound B) is prone to degradation pathways that do not lead to the desired product. The patent identifies specific degradation products, notably Impurity X, which arises from the decomposition of Compound B when exposed to uncontrolled basicity. By pre-forming the complex at low temperatures and carefully managing the free amine concentration through split addition, the new method suppresses these degradation pathways, ensuring that the nucleophilic attack occurs selectively at the desired position on the cyclohexene ring.
Furthermore, the control of system rheology is intrinsically linked to impurity profile management. The formation of Impurity Y is strongly correlated with the physical state of the reaction mixture; when the system solidifies, poor mixing prevents the efficient dissipation of heat and reagents, fostering side reactions. The optimized protocol ensures that the reaction medium remains homogeneous, thereby minimizing the formation of Impurity Y. Structural analysis confirms that Impurity X involves specific structural alterations to the cyclohexene core, while Impurity Y represents alternative ring-opening or elimination products. By maintaining a fluid reaction environment through the use of toluene as a solvent and strict temperature control, the process effectively navigates the kinetic landscape to favor the formation of the desired amino-alcohol stereochemistry while suppressing these competing pathways.
How to Synthesize Tert-butylamine Derivative I Efficiently
The synthesis of this critical antiviral intermediate requires strict adherence to the optimized parameters regarding temperature and reagent dosing to ensure reproducibility and safety. The process leverages common industrial solvents and reagents, making it highly accessible for contract development and manufacturing organizations (CDMOs) looking to integrate this pathway into their portfolios. The following guide outlines the critical operational phases derived from the patent examples, emphasizing the importance of the initial complex formation and the delayed addition of the secondary amine charge. For detailed standard operating procedures and specific equipment requirements, please refer to the technical guidelines below.
- Prepare a magnesium-amine compound by reacting magnesium halide and tert-butylamine in an aprotic solvent at 0-15°C for 0.5-1.5 hours.
- Add Compound B to the mixture and stir for over 8 hours to form mixed solution B.
- Supplement with additional tert-butylamine and react at 50-70°C for 24-48 hours to yield the final derivative.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this optimized synthesis route offers tangible strategic benefits beyond mere chemical yield. The primary advantage lies in the drastic simplification of the manufacturing process, which directly correlates to reduced operational expenditure and enhanced supply security. By eliminating the severe solidification phenomenon, manufacturers can utilize standard reactor configurations without the need for specialized high-torque agitation systems or risky manual interventions to break up solid masses. This reliability translates into shorter batch cycle times and a significant reduction in the risk of batch failure due to mixing issues. Consequently, the overall cost of goods sold (COGS) for this key intermediate is substantially lowered, providing a competitive edge in the pricing of the final active pharmaceutical ingredient (API).
- Cost Reduction in Manufacturing: The elimination of processing failures associated with system solidification removes a major source of waste and rework. In traditional methods, batches that solidify often require extensive solvent additions or even disposal, driving up material costs. The new method ensures a smooth, pumpable reaction mixture, facilitating easier workup and isolation. Furthermore, the suppression of Impurity X and Impurity Y reduces the burden on downstream purification steps, such as chromatography or recrystallization, leading to significant savings in solvent consumption and processing time. This streamlined workflow allows for a more economical allocation of resources, directly impacting the bottom line for large-scale producers.
- Enhanced Supply Chain Reliability: Consistency is the cornerstone of a resilient pharmaceutical supply chain. The robust nature of this new protocol, which tolerates standard industrial conditions and uses readily available reagents like magnesium chloride and toluene, ensures high batch-to-batch reproducibility. Suppliers adopting this method can guarantee uninterrupted delivery schedules, as the risk of unexpected process deviations is minimized. This reliability is critical for meeting the rigorous quality agreements demanded by global regulatory bodies and ensures that downstream API manufacturers receive materials that consistently meet stringent purity specifications, thereby safeguarding the continuity of the final drug product supply.
- Scalability and Environmental Compliance: The process is inherently designed for scalability, utilizing solvents and conditions that are manageable in multi-ton reactors. The ability to maintain a liquid phase throughout the reaction simplifies heat exchange and temperature control, which are critical safety parameters during scale-up. Additionally, the higher selectivity of the reaction means less chemical waste is generated per kilogram of product. This aligns with modern green chemistry principles and environmental regulations, reducing the load on waste treatment facilities. The use of toluene, a common industrial solvent with established recovery protocols, further enhances the environmental profile of the manufacturing process, making it an attractive option for companies focused on sustainability goals.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this patented synthesis route. These insights are derived directly from the experimental data and beneficial effects reported in the patent documentation, providing a clear understanding of the technology's value proposition for industry stakeholders. Understanding these nuances is essential for evaluating the feasibility of integrating this intermediate into your existing supply chain.
Q: How does this patent address the solidification issue in Tamiflu intermediate synthesis?
A: The patent solves solidification by controlling the preparation temperature of the magnesium-amine complex (0-15°C) and utilizing a split-addition strategy for tert-butylamine, preventing the formation of insoluble aggregates that hinder stirring.
Q: What are the primary impurities controlled in this new method?
A: The method specifically targets the reduction of Impurity X, formed via degradation under strong alkaline conditions, and Impurity Y, which correlates with poor mixing due to system solidification.
Q: Is this process suitable for large-scale commercial production?
A: Yes, the use of common solvents like toluene and the elimination of severe solidification make the process highly scalable, ensuring consistent yields above 90% and purity exceeding 95%.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Tert-butylamine Derivative Supplier
As the pharmaceutical industry continues to evolve, the need for high-quality, cost-effective intermediates for antiviral drugs remains paramount. NINGBO INNO PHARMCHEM stands at the forefront of this sector, leveraging advanced synthetic methodologies like the one described in CN111153818A to deliver superior value to our global partners. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that we can meet your volume requirements without compromising on quality. We operate with stringent purity specifications and maintain rigorous QC labs to guarantee that every batch of Oseltamivir intermediate we supply meets the highest international standards for safety and efficacy.
We invite you to collaborate with us to optimize your supply chain for antiviral therapeutics. Our technical procurement team is ready to provide a Customized Cost-Saving Analysis tailored to your specific production needs. Contact us today to request specific COA data and route feasibility assessments, and let us demonstrate how our expertise in magnesium-amine catalysis can drive efficiency and reliability in your manufacturing operations.