Advanced Manufacturing of Fipronil Intermediates: A Technical Breakdown of Patent CN101693691A
Advanced Manufacturing of Fipronil Intermediates: A Technical Breakdown of Patent CN101693691A
The global demand for broad-spectrum insecticides continues to drive innovation in the synthesis of key agrochemical building blocks. Patent CN101693691A introduces a transformative methodology for preparing 5-amino-3-cyano-1-((2,6-dichloro-4-trifluoromethyl) phenyl)-1H-pyrazole, a critical precursor for the renowned pesticide Fipronil. This technical insight report analyzes the proprietary three-step sequence that replaces hazardous, low-yield legacy processes with a streamlined, high-efficiency workflow. By leveraging mild reaction conditions and accessible raw materials, this patent addresses the persistent challenges of yield optimization and impurity control that have long plagued agrochemical intermediate manufacturing. For R&D directors and procurement strategists, understanding this pathway is essential for securing a reliable agrochemical intermediate supplier capable of delivering consistent quality at scale.
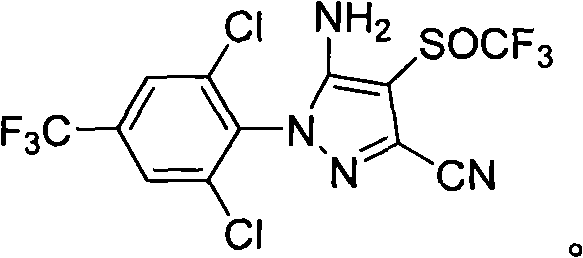
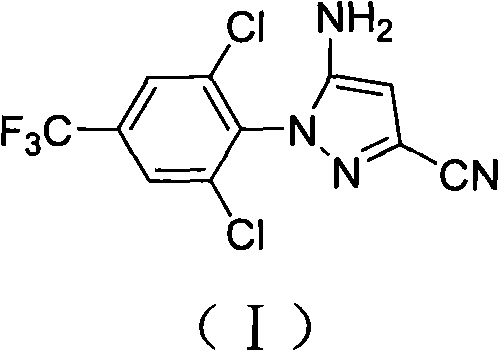
Fipronil, known commercially as Regent, operates by disrupting the insect central nervous system through chloride channel inhibition. Its efficacy against resistant pest populations makes the secure supply of its precursors a strategic priority. The molecular architecture of the target intermediate, shown below as Compound (I), requires precise construction of the pyrazole ring substituted with electron-withdrawing chloro and trifluoromethyl groups. Achieving this structure with high regioselectivity and minimal waste is the core value proposition of the disclosed invention.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of this pyrazole derivative has relied on two primary routes, both of which suffer from significant operational drawbacks. The first conventional method involves the diazotization of 2,6-dichloro-4-trifluoromethyl aniline followed by coupling with 2,3-dicyano ethyl propanoate. As illustrated in the reaction scheme below, this pathway often results in low overall yields due to the instability of the diazonium species and the difficulty in controlling the subsequent esterification and cyclization steps. The requirement for strong acidic media and the generation of substantial aqueous waste streams further complicate the environmental compliance profile of this legacy technology.

The second traditional approach utilizes 2,6-dichloro-4-trifluoromethyl phenylhydrazine reacting with trans-flumaronitrile, followed by cyclization using copper chloride and ammonia. While chemically feasible, this route is hindered by a low yield in the initial hydrazine coupling step, which drastically reduces the total process efficiency. Furthermore, the reliance on copper salts introduces heavy metal contamination risks, necessitating expensive purification steps to meet stringent pharmaceutical and agrochemical standards. The high reaction temperatures required in these older methods also pose safety risks and increase energy consumption, negatively impacting the cost reduction in pesticide manufacturing initiatives for modern facilities.

The Novel Approach
In stark contrast, the process outlined in CN101693691A adopts a stepwise construction strategy that maximizes atom economy and operational safety. The innovation lies in the initial formation of a stable azo intermediate via the reaction of the diazonium salt with ethyl cyanoacetate, rather than the more complex dicyano esters used previously. This modification allows the reaction to proceed at near-ambient temperatures (20-30°C), significantly reducing thermal stress on the reagents. The subsequent introduction of the second cyano group via cyanomethylation creates the necessary carbon framework for ring closure without requiring harsh dehydrating agents. This logical progression from simple building blocks to the complex heterocycle represents a paradigm shift in commercial scale-up of complex agrochemical intermediates.
Mechanistic Insights into Azo Coupling and Cyanomethylation
The success of this synthetic route hinges on the precise control of the initial azo coupling reaction. In Step A, the diazonium salt of 2,6-dichloro-4-trifluoromethyl aniline acts as an electrophile, attacking the active methylene group of ethyl cyanoacetate. The patent specifies a molar ratio of ethyl cyanoacetate to diazonium salt between 1:1 and 1.5:1, with a preferred range of 1.1:1 to 1.3:1 to ensure complete consumption of the unstable diazonium species. The reaction is conducted in polar organic solvents such as ethanol or DMF, which stabilize the transition state and facilitate the precipitation of the desired 2-cyano-2-(2,6-dichloro-4-trifluoromethyl) phenylazo ethyl acetate (Compound II). This isolation step is crucial, as it removes inorganic salts and unreacted amines before they can interfere with downstream transformations.
Following the isolation of Compound II, the process moves to a cyanomethylation step (Step B) that installs the second nitrile group essential for the final pyrazole ring. Under inert gas protection to prevent oxidation, Compound II reacts with a cyanide source (such as sodium cyanide) and formaldehyde. This Mannich-type reaction extends the carbon chain, yielding 2,3-dicyano-2-(2,6-dichloro-4-trifluoromethyl) phenylazo ethyl propionate (Compound III). The patent highlights the exothermic nature of this step, recommending batch-wise addition of formaldehyde to maintain the temperature between 25-40°C. This thermal control prevents the decomposition of the sensitive azo linkage and minimizes the formation of polymeric byproducts, ensuring a clean profile for the final cyclization.
The final cyclization (Step C) is triggered by the introduction of ammonia under basic conditions (pH ≥ 9). The nucleophilic attack of ammonia on the ester and nitrile functionalities promotes intramolecular ring closure, expelling ethanol and forming the aromatic pyrazole system. The patent data indicates that maintaining a pH between 9 and 12 is critical; insufficient alkalinity leads to incomplete cyclization, while excessive base may hydrolyze the nitrile groups. This delicate balance allows for the direct crystallization of the product with purity levels exceeding 98%, demonstrating the robustness of the mechanistic design against impurity ingress.
How to Synthesize 5-amino-3-cyano-1-phenylpyrazole Efficiently
Implementing this synthesis requires strict adherence to the sequential addition of reagents and temperature controls defined in the patent examples. The process begins with the preparation of the diazonium salt at low temperatures, followed by the coupling with ethyl cyanoacetate. Once the azo intermediate is isolated and dried, it is redissolved for the cyanomethylation step, where moisture control is vital to prevent side reactions. Finally, the cyclization is performed in a separate vessel where pH monitoring is mandatory. For a detailed breakdown of the specific reagent quantities, solvent volumes, and workup procedures, please refer to the standardized protocol below.
- React 2,6-dichloro-4-trifluoromethyl aniline diazonium salt with ethyl cyanoacetate in organic solvent to isolate the azo intermediate.
- Perform cyanomethylation on the azo intermediate using sodium cyanide and formaldehyde under inert gas protection.
- Execute cyclization of the dicyano-azo propionate with ammonia at pH ≥ 9 to form the final pyrazole ring structure.
Commercial Advantages for Procurement and Supply Chain Teams
From a supply chain perspective, the adoption of this novel synthesis route offers profound advantages over legacy methods. The primary benefit stems from the substitution of expensive and difficult-to-handle reagents with commodity chemicals. Ethyl cyanoacetate and formaldehyde are widely available bulk chemicals with stable pricing, unlike the specialized hydrazines or dicyano esters required in older processes. This shift significantly de-risks the supply chain, ensuring that production schedules are not disrupted by raw material shortages. Furthermore, the elimination of heavy metal catalysts like copper chloride simplifies the waste treatment process, reducing the environmental compliance burden and associated disposal costs for manufacturing sites.
- Cost Reduction in Manufacturing: The economic viability of this process is driven by its high overall yield, which reportedly reaches over 91% in optimized embodiments. By minimizing the loss of valuable fluorinated starting materials, the cost per kilogram of the final intermediate is drastically lowered. Additionally, the ability to run reactions at near-ambient temperatures reduces energy consumption for heating and cooling, contributing to substantial operational expenditure savings. The simplified purification steps, relying largely on extraction and crystallization rather than column chromatography, further enhance the cost-efficiency profile for large-scale producers.
- Enhanced Supply Chain Reliability: The robustness of the reaction conditions translates directly into supply reliability. Because the process tolerates a wider range of operating parameters without significant yield degradation, it is less prone to batch failures. The use of common solvents like ethanol, toluene, and dichloromethane ensures that solvent supply chains remain resilient even during market fluctuations. This stability allows procurement managers to forecast inventory needs with greater accuracy, reducing lead time for high-purity agrochemical intermediates and ensuring timely delivery to downstream formulators.
- Scalability and Environmental Compliance: The absence of toxic heavy metals and the use of mild reaction conditions make this process inherently safer and more environmentally friendly. The waste streams generated are primarily organic and saline, which are easier to treat than those containing heavy metal residues. This aligns with increasingly stringent global environmental regulations, facilitating smoother regulatory approvals for new manufacturing plants. The scalability is further supported by the exothermic management strategies described, which allow for safe heat dissipation in large reactors, enabling seamless transition from pilot plant to multi-ton commercial production.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this patented technology. These insights are derived directly from the experimental data and comparative examples provided in the patent documentation, offering clarity on yield expectations, purity profiles, and operational safety. Understanding these nuances is critical for technical teams evaluating the feasibility of technology transfer.
Q: What are the primary advantages of this new synthesis route over conventional methods?
A: The novel route described in CN101693691A offers significantly milder reaction conditions (20-40°C) compared to traditional high-temperature processes, resulting in higher overall yields (up to 91%) and reduced formation of hazardous byproducts.
Q: How does this process impact the purity profile of the final agrochemical intermediate?
A: By utilizing a specific separation strategy after the initial azo coupling and controlling the pH during cyclization, the process achieves product purity exceeding 98%, minimizing downstream purification costs for API manufacturers.
Q: Is this method scalable for commercial production of insecticide intermediates?
A: Yes, the process utilizes common organic solvents like ethanol and toluene and avoids expensive transition metal catalysts, making it highly suitable for large-scale commercial manufacturing with robust supply chain continuity.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 5-amino-3-cyano-1-phenylpyrazole Supplier
At NINGBO INNO PHARMCHEM, we recognize the strategic importance of high-quality intermediates in the global agrochemical supply chain. Our technical team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of patent CN101693691A are fully realized in practical manufacturing. We operate stringent purity specifications and utilize rigorous QC labs to guarantee that every batch of 5-amino-3-cyano-1-phenylpyrazole meets the exacting standards required for Fipronil synthesis. Our commitment to process excellence ensures that our clients receive a product that is not only chemically pure but also consistent in its physical properties, facilitating smooth downstream processing.
We invite potential partners to engage with our technical procurement team to discuss how this advanced synthesis route can optimize your supply chain. By requesting a Customized Cost-Saving Analysis, you can quantify the potential economic benefits of switching to this high-yield methodology. We encourage you to contact us today to obtain specific COA data and route feasibility assessments tailored to your production volume requirements, securing a competitive edge in the dynamic insecticide market.