Revolutionizing Furoate Production with Base-Free Oxidative Esterification for Industrial Scale
Introduction to Next-Generation Furoate Synthesis
The global demand for high-purity biomass-derived chemicals is driving a paradigm shift in how fine chemical intermediates are manufactured, particularly for the flavor and fragrance sectors. Patent CN111233802B introduces a groundbreaking preparation method for furoate, a critical compound serving as both a premium synthetic flavor and a versatile pharmaceutical intermediate. This technology addresses the longstanding inefficiencies in converting furfural, a renewable biomass platform chemical, into valuable esters through oxidative esterification. By leveraging a novel catalytic system that operates without alkaline additives, this invention offers a streamlined pathway that aligns perfectly with modern green chemistry principles. For R&D directors and procurement strategists, understanding this patent is crucial as it represents a significant leap towards more sustainable and cost-effective manufacturing processes. The ability to produce furoate with high selectivity and minimal byproducts under mild conditions positions this technology as a cornerstone for future supply chain resilience in the specialty chemicals market.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the oxidative esterification of furfural to produce furoate has been plagued by significant technical and economic hurdles that hinder efficient commercial scale-up. Traditional catalytic systems often rely heavily on noble metal catalysts, such as gold supported on titanium dioxide (Au/TiO2), which impose prohibitive raw material costs and supply chain vulnerabilities due to the scarcity of precious metals. Furthermore, these conventional processes typically necessitate the use of homogeneous alkaline additives like sodium methoxide (CH3ONa) to drive the reaction forward and improve conversion rates. While effective chemically, the reliance on strong bases creates a downstream nightmare for process engineers; the base is difficult to separate from the product mixture, cannot be easily recycled, and requires a subsequent neutralization step using acids. This neutralization generates substantial salt waste, increasing environmental disposal costs and complicating the purification workflow, ultimately eroding profit margins and sustainability metrics for manufacturers.
The Novel Approach
In stark contrast to these legacy methods, the technology disclosed in CN111233802B pioneers a base-free catalytic strategy that fundamentally simplifies the reaction architecture. By employing a specific class of dicarboximide compounds in synergy with inexpensive metal nitrate co-catalysts, this new approach achieves high conversion and selectivity without the need for pH-modifying additives. This elimination of alkaline promoters means the post-reaction workup is drastically simplified, removing the need for acid neutralization and the associated salt waste generation. The process operates under remarkably mild conditions, with temperatures ranging from 10°C to 100°C and pressures between 0.1 MPa and 10 MPa, which significantly reduces energy consumption compared to high-temperature alternatives. For supply chain heads, this translates to a robust process that utilizes widely available, non-precious reagents, thereby enhancing supply continuity and reducing the risk of production stoppages caused by specialized catalyst shortages.
Mechanistic Insights into Dicarboximide-Catalyzed Oxidative Esterification
The core innovation of this patent lies in the unique electronic properties of the dicarboximide catalysts, which facilitate the activation of molecular oxygen in the absence of basic promoters. The reaction mechanism likely involves the formation of reactive radical species or peroxy-intermediates generated by the interaction between the dicarboximide structure and the metal nitrate co-catalyst. These active species efficiently abstract hydrogen from the aldehyde group of furfural, promoting its oxidation to the corresponding acyl intermediate, which is then trapped by the alcohol solvent to form the ester. The presence of metal nitrates, such as copper, iron, or cobalt nitrate, acts as a crucial promoter, potentially cycling between oxidation states to regenerate the active catalytic species and sustain the reaction cycle. This synergistic effect allows the system to bypass the high energy barriers typically associated with base-free oxidation, achieving yields comparable to or exceeding those of noble metal systems.
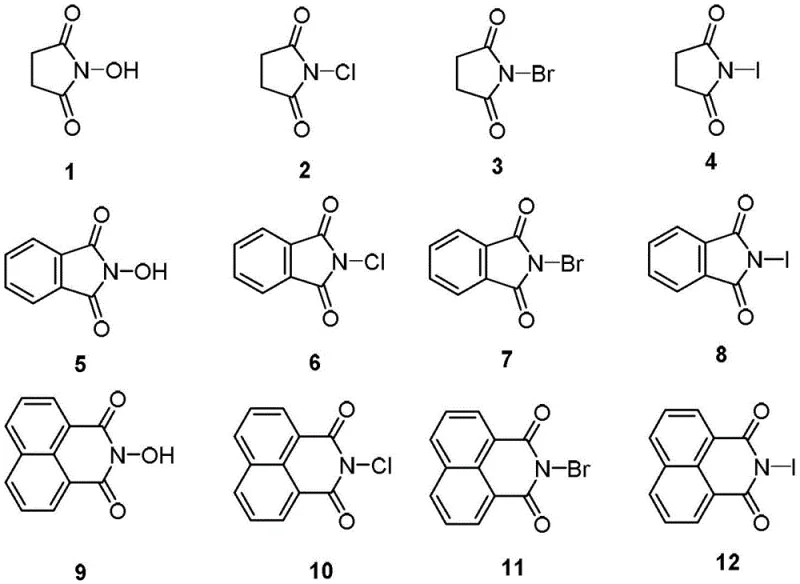
Furthermore, the structural diversity of the dicarboximide catalysts, as illustrated in the provided chemical diagrams, allows for fine-tuning the steric and electronic environment around the active nitrogen center. This tunability is critical for controlling the impurity profile, as specific catalyst variants can suppress side reactions such as over-oxidation to carboxylic acids or polymerization of the furan ring. For R&D teams focused on purity specifications, this mechanistic control is invaluable, ensuring that the final furoate product meets the stringent quality standards required for food flavor and pharmaceutical applications. The ability to switch between different dicarboximide derivatives (such as structures 1 through 12 shown in the patent figures) provides a versatile toolkit for optimizing the process for different alcohol solvents, enabling the production of various furoate esters like methyl, ethyl, and propyl furoate with consistent high performance.
How to Synthesize Furoate Efficiently
Implementing this synthesis route requires precise control over reaction parameters to maximize yield and minimize impurity formation, leveraging the specific interactions between the furfural substrate and the catalytic system. The patent outlines a straightforward protocol where furfural is mixed with the chosen alcohol solvent, the dicarboximide catalyst, and the metal nitrate co-catalyst in a pressurized reactor. Detailed standard operating procedures regarding stoichiometry, mixing rates, and safety protocols for handling pressurized oxygen are essential for successful replication. The following guide summarizes the critical operational steps derived from the patent examples to assist technical teams in evaluating process feasibility.
- Mix furfural substrate with an alcohol solvent (e.g., methanol or ethanol), a dicarboximide oxidation catalyst, and a metal nitrate co-catalyst in a reactor.
- Pressurize the reactor with an oxygen source (oxygen or air) to a pressure between 0.1 MPa and 10 MPa.
- Heat the reaction mixture to a temperature between 10°C and 100°C and stir for 0.5 to 72 hours to achieve high conversion to furoate.
Commercial Advantages for Procurement and Supply Chain Teams
From a commercial perspective, the adoption of this base-free oxidative esterification technology offers profound advantages that directly impact the bottom line and operational stability of chemical manufacturing facilities. By eliminating the dependence on expensive noble metals and complex alkaline additives, the raw material cost structure is significantly optimized, allowing for more competitive pricing in the global market. The simplification of the downstream processing workflow, specifically the removal of neutralization and salt separation steps, leads to substantial reductions in utility consumption and waste treatment costs. For procurement managers, this means a more predictable cost model that is less susceptible to the volatility of precious metal markets. Additionally, the use of commodity chemicals like metal nitrates and simple organic imides ensures a stable supply chain, reducing the risk of disruptions that often plague specialized catalyst supply lines.
- Cost Reduction in Manufacturing: The transition away from noble metal catalysts like gold and the removal of homogeneous base additives results in a drastic simplification of the production cost structure. Without the need for acid neutralization steps, the consumption of auxiliary chemicals is minimized, and the burden on wastewater treatment facilities is significantly lowered. This streamlined process flow reduces the overall operational expenditure per kilogram of product, creating a clear path for margin improvement in high-volume manufacturing scenarios. Furthermore, the mild reaction conditions reduce energy demands for heating and cooling, contributing to long-term sustainability and cost efficiency goals.
- Enhanced Supply Chain Reliability: Sourcing strategies are greatly improved as the key reagents—dicarboximides and metal nitrates—are commercially available from multiple global suppliers, unlike proprietary noble metal catalysts. This diversification of the supply base mitigates the risk of single-source dependency and ensures continuous production capability even during market fluctuations. The robustness of the catalytic system also implies longer catalyst life or easier regeneration potential, further stabilizing the inventory requirements for production planning. For supply chain heads, this reliability translates to shorter lead times and the ability to respond more agilely to sudden spikes in customer demand for furoate intermediates.
- Scalability and Environmental Compliance: The mild operating parameters, including low temperatures and moderate pressures, make this process inherently safer and easier to scale from pilot plant to full commercial production. The absence of corrosive alkaline additives reduces equipment maintenance costs and extends the lifespan of reactors and piping systems. Environmentally, the reduction in salt waste and the use of oxygen or air as the oxidant align with increasingly strict global environmental regulations, facilitating smoother permitting and compliance audits. This eco-friendly profile enhances the brand value of the final product, appealing to end-users in the food and pharma industries who prioritize sustainable sourcing.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this oxidative esterification technology, based on the specific data and embodiments provided in the patent documentation. These insights are designed to clarify the operational benefits and feasibility for potential partners looking to integrate this method into their existing manufacturing portfolios. Understanding these nuances is key to making informed decisions about technology licensing or process adoption.
Q: How does this new method eliminate the need for alkaline additives?
A: Unlike conventional methods requiring homogeneous bases like CH3ONa which complicate separation, this patent utilizes a synergistic system of dicarboximide catalysts and metal nitrates that promotes oxidative esterification directly without pH adjustment.
Q: What are the advantages regarding catalyst cost compared to noble metal systems?
A: This process replaces expensive noble metal catalysts like Au/TiO2 with readily available organic dicarboximides and base metal nitrates, significantly lowering raw material costs and reducing dependency on precious metal supply chains.
Q: Is this process suitable for large-scale industrial production?
A: Yes, the reaction operates under mild temperatures (10-100°C) and moderate pressures, avoiding extreme conditions that pose safety risks, making it highly scalable for commercial manufacturing of flavor and fragrance intermediates.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Furoate Supplier
The technological advancements detailed in CN111233802B underscore the immense potential of biomass-derived intermediates in modern chemical synthesis, yet translating patent potential into commercial reality requires expert process engineering. NINGBO INNO PHARMCHEM stands at the forefront of this transformation, leveraging our extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production to bring such innovative chemistries to market. Our state-of-the-art facilities are equipped with rigorous QC labs capable of meeting stringent purity specifications, ensuring that every batch of furoate or related intermediate delivers the consistency required by top-tier pharmaceutical and flavor companies. We understand that the transition to greener, more efficient processes is not just a technical upgrade but a strategic business imperative.
We invite you to collaborate with us to explore how this advanced synthesis route can be tailored to your specific volume and quality requirements. Our technical team is ready to provide a Customized Cost-Saving Analysis that quantifies the potential efficiencies of adopting this base-free method for your supply chain. Please contact our technical procurement team today to request specific COA data and route feasibility assessments, and let us demonstrate how we can become your trusted partner in delivering high-quality, sustainable chemical solutions.