Advanced Imidocarb Manufacturing: Technical Breakthroughs and Commercial Scalability for Global Supply Chains
The global demand for effective veterinary therapeutics, particularly for treating piroplasmosis and anaplasmosis in livestock, necessitates robust and scalable supply chains for active pharmaceutical ingredients like Imidocarb. Patent CN103896843A introduces a transformative preparation method that addresses critical bottlenecks in traditional synthesis, offering a pathway to higher purity and reduced environmental burden. This technical insight report analyzes the novel three-step sequence starting from methyl-m-nitrobenzoate, highlighting its potential to redefine cost structures for a reliable veterinary drug intermediate supplier. By shifting away from hazardous gaseous reagents and complex purification trains, this methodology aligns perfectly with modern green chemistry principles while maintaining the rigorous quality standards required by international regulatory bodies. The strategic implementation of this patent data allows manufacturers to secure a competitive edge through operational efficiency and enhanced safety profiles.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial production of Imidocarb and related urea derivatives has relied heavily on processes that are inherently dangerous and economically inefficient due to the use of direct phosgene gas and iron powder reduction. Traditional routes, such as those described in earlier literature, often involve the reaction of aminophenyl precursors with gaseous phosgene, which poses severe safety risks regarding toxicity and requires expensive, specialized containment equipment to prevent leaks. Furthermore, the reduction steps in legacy methods frequently utilize iron powder in acidic media, generating massive quantities of iron oxide sludge that are difficult to filter and dispose of, leading to significant environmental compliance costs and extended production cycles. These conventional approaches also suffer from relatively lower yields and harsher reaction conditions, which can degrade sensitive intermediates and introduce complex impurity profiles that are challenging to remove during final purification. The cumulative effect of these factors is a high-cost manufacturing baseline that struggles to meet the price sensitivity of the bulk veterinary market.
The Novel Approach
The innovative strategy outlined in the patent data circumvents these historical deficiencies by employing methyl-m-nitrobenzoate as a stable, commercially abundant starting material that undergoes a controlled cyclization with ethylenediamine. Instead of hazardous gaseous phosgene, the process utilizes triphosgene, a solid surrogate that offers precise stoichiometric control and eliminates the need for complex gas handling infrastructure, thereby drastically simplifying the reactor setup and operational safety protocols. The reduction phase is equally revolutionary, replacing iron powder with zinc powder under mild acidic conditions, which not only accelerates the reaction kinetics at normal temperatures but also produces zinc chloride as a byproduct that can be easily separated and potentially valorized as a saleable industrial commodity. This holistic redesign of the synthetic route results in a process that is not only safer and cleaner but also demonstrably more cost-effective, providing a substantial advantage for any entity seeking cost reduction in veterinary pharmaceutical manufacturing.
Mechanistic Insights into Sulfur-Catalyzed Cyclization and Zinc Reduction
The core of this synthetic breakthrough lies in the initial cyclization step where methyl-m-nitrobenzoate reacts with ethylenediamine in the presence of a sulfur catalyst at moderate temperatures ranging from 55°C to 65°C. Mechanistically, the sulfur catalyst facilitates the nucleophilic attack of the amine groups on the ester carbonyl, promoting the formation of the imidazoline ring structure with exceptional selectivity and minimizing side reactions that typically plague high-temperature condensations. This mild thermal profile preserves the integrity of the nitro group, ensuring that the subsequent reduction step proceeds with high fidelity. The transition from the nitro-imidazoline intermediate to the amino-imidazoline is achieved through a single-electron transfer mechanism mediated by zinc powder in a methanol-water solvent system, which is far more efficient than traditional metal-acid reductions. The careful control of pH between 3.5 and 4.5 during this phase is critical to prevent over-reduction or hydrolysis of the sensitive heterocyclic ring, ensuring that the final amino intermediate is generated with the high purity necessary for the subsequent carbonylation.
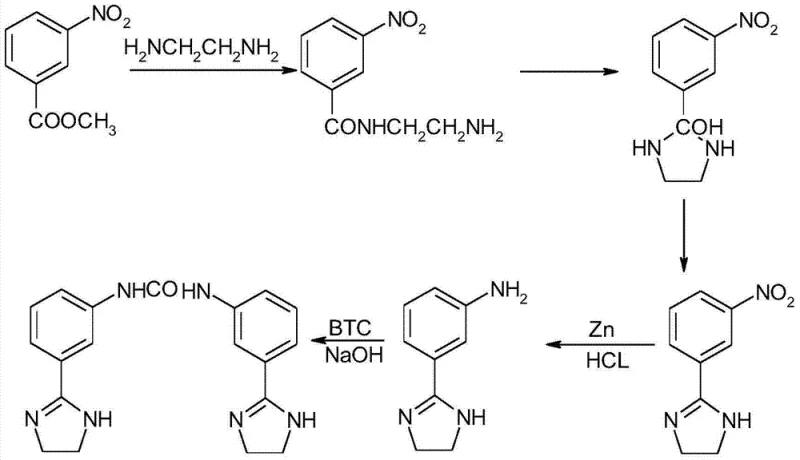
Following the reduction, the final transformation involves the reaction of the m-aminoimidazoline with triphosgene in a tetrahydrofuran and water mixed solvent system, where the pH is meticulously regulated between 7 and 10 to optimize the formation of the urea linkage. This carbonylation step proceeds via the in situ generation of isocyanate species from triphosgene, which then react rapidly with the amine functionality to close the molecular structure of Imidocarb. The use of a mixed solvent system is particularly advantageous as it ensures the solubility of both the organic intermediate and the inorganic reagents, facilitating a homogeneous reaction environment that maximizes contact and conversion rates. Impurity control is inherently built into this mechanism; the mild conditions prevent the formation of polymeric urea byproducts often seen in harsher phosgenation reactions, and the specific solvent choices allow for straightforward crystallization of the final product. This mechanistic precision translates directly into a cleaner crude product, reducing the load on downstream purification units and enhancing the overall yield of high-purity Imidocarb suitable for sensitive veterinary applications.
How to Synthesize Imidocarb Efficiently
To implement this advanced synthesis route effectively, manufacturers must adhere to strict parameter controls regarding temperature, molar ratios, and addition rates as defined in the patent specifications to ensure reproducibility and safety. The process begins with the dissolution of methyl-m-nitrobenzoate in methanol, followed by the controlled addition of ethylenediamine and sulfur catalyst, maintaining the reflux temperature precisely within the 55-65°C window to drive the cyclization to completion without degrading the nitro group. Subsequent steps require careful monitoring of pH levels during the zinc reduction and triphosgene condensation phases to manage reaction exotherms and ensure the correct protonation states of the intermediates. Detailed standardized synthetic steps see the guide below for specific operational parameters and safety precautions.
- Cyclization of methyl-m-nitrobenzoate with ethylenediamine at 55-65°C using sulfur catalyst.
- Reduction of m-nitroimidazoline using zinc powder in acidic methanol solution at normal temperature.
- Condensation of m-aminoimidazoline with triphosgene in THF-water solvent at pH 7-10.
Commercial Advantages for Procurement and Supply Chain Teams
From a strategic procurement perspective, this synthesis route offers compelling economic benefits driven by the availability of raw materials and the simplification of waste management protocols. Methyl-m-nitrobenzoate is a commodity chemical produced in significant volumes globally, ensuring a stable supply base that is less susceptible to the volatility often seen with specialized fine chemical precursors. The shift to zinc powder reduction eliminates the generation of voluminous iron sludge, which traditionally incurs high disposal fees and environmental levies, thereby directly lowering the operational expenditure associated with waste treatment facilities. Furthermore, the ability to recover and sell zinc chloride as a byproduct introduces a potential revenue stream that offsets production costs, creating a circular economy model within the manufacturing plant. These factors combined result in a significantly reduced cost of goods sold, allowing suppliers to offer more competitive pricing without compromising on margin or quality standards.
- Cost Reduction in Manufacturing: The elimination of expensive gas containment systems required for phosgene handling represents a major capital expenditure saving, while the use of solid triphosgene reduces logistics and storage costs associated with hazardous gases. Additionally, the high molar yields achieved in each step, particularly the 95% yield in cyclization and over 90% in reduction, minimize raw material waste and maximize output per batch. The mild reaction conditions also translate to lower energy consumption for heating and cooling, further contributing to substantial cost savings in utility bills. By optimizing the stoichiometry and reducing the need for extensive purification, the overall manufacturing footprint becomes leaner and more financially efficient.
- Enhanced Supply Chain Reliability: Relying on widely available starting materials like methyl-m-nitrobenzoate and ethylenediamine mitigates the risk of supply disruptions that can occur with niche reagents. The robustness of the reaction conditions, which tolerate slight variations without catastrophic failure, ensures consistent batch-to-batch quality and reliable delivery schedules for downstream customers. The simplified work-up procedures, involving straightforward filtration and crystallization rather than complex chromatographic separations, accelerate the production cycle time, enabling faster turnaround from order to shipment. This operational agility is crucial for maintaining continuity of supply in the fast-paced veterinary pharmaceutical market.
- Scalability and Environmental Compliance: The process is inherently designed for scale-up, utilizing standard reactor types and avoiding exotic conditions that are difficult to replicate in large vessels. The reduction in hazardous waste generation aligns with increasingly stringent global environmental regulations, reducing the regulatory burden and the risk of compliance-related shutdowns. The ability to operate at near-ambient temperatures for the reduction step lowers the thermal load on the facility, making it easier to manage heat dissipation in large-scale reactors. This environmental stewardship not only protects the license to operate but also enhances the brand reputation of the manufacturer as a sustainable partner in the global supply chain.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this patented Imidocarb synthesis route, derived directly from the experimental data and beneficial effects described in the documentation. These insights are intended to clarify the operational feasibility and strategic value of adopting this methodology for large-scale production. Understanding these nuances is essential for technical teams evaluating the transition from legacy processes to this optimized workflow.
Q: What are the primary advantages of using zinc powder over iron powder in Imidocarb synthesis?
A: Using zinc powder allows for milder reaction conditions and easier separation of byproducts. Unlike iron powder which creates difficult-to-handle sludge, zinc chloride produced in this process can be recrystallized and sold as an industrial commodity, significantly reducing waste disposal costs and environmental impact.
Q: How does the triphosgene method improve safety compared to traditional phosgene routes?
A: Triphosgene is a solid crystalline substitute for gaseous phosgene, offering superior handling safety and precise stoichiometric control. This eliminates the need for specialized gas containment infrastructure, lowering capital expenditure for reactor setup and reducing the risk of toxic gas leaks during the carbonylation step.
Q: Is this synthesis route suitable for large-scale commercial production?
A: Yes, the process utilizes readily available starting materials like methyl-m-nitrobenzoate and operates at moderate temperatures (55-65°C). The high molar yields reported (over 90% in key steps) and the simplified purification processes indicate strong feasibility for scaling from pilot batches to multi-ton annual production capacities.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Imidocarb Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of adopting advanced synthetic routes like the one detailed in CN103896843A to maintain competitiveness in the global veterinary intermediate market. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of this patent are fully realized in practical, industrial settings. We are committed to delivering high-purity Imidocarb that meets stringent purity specifications, supported by our rigorous QC labs that monitor every stage of the synthesis from raw material intake to final packaging. Our infrastructure is specifically designed to handle the specific solvent systems and reagent handling requirements of this process safely and efficiently.
We invite procurement leaders and technical directors to engage with us for a Customized Cost-Saving Analysis that quantifies the potential economic impact of switching to this optimized manufacturing route for your specific volume requirements. Our technical procurement team is ready to provide specific COA data and route feasibility assessments to demonstrate how we can support your supply chain goals with reliability and precision. By partnering with us, you gain access to a supply source that combines cutting-edge chemical engineering with a deep commitment to customer success and regulatory compliance.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →