Optimizing Imazapyr Production: A Technical Breakthrough in Acid-Catalyzed Synthesis
Introduction to Advanced Imazapyr Manufacturing Technologies
The global demand for high-efficiency herbicides continues to drive innovation in agrochemical synthesis, particularly for broad-spectrum inhibitors like Imazapyr, commercially known as Arsenal. A pivotal advancement in this domain is detailed in patent CN102532102B, which discloses a refined preparation method that fundamentally alters the reaction landscape from traditional alkaline conditions to a highly selective acid-catalyzed system. This technical evolution addresses long-standing challenges in heterocyclic chemistry, specifically the persistent issue of isomer generation that plagues conventional synthetic routes. By shifting the paradigm to utilize organic sulfonic acids such as methanesulfonic acid within a hydrocarbon solvent matrix, the process achieves a dramatic improvement in reaction selectivity. For R&D directors and technical procurement specialists, understanding this shift is critical, as it represents not merely a procedural tweak but a strategic optimization that enhances both purity profiles and economic viability. The implications of this technology extend beyond the laboratory, offering a robust framework for the commercial scale-up of complex agrochemical intermediates that meets the rigorous standards of modern regulatory environments.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Prior art methodologies, such as those described in U.S. Pat 4758667 and U.S. Pat 4921961, have historically relied on harsh alkaline conditions or anhydride intermediates to construct the imidazoline ring system characteristic of Imazapyr. These legacy processes suffer from inherent thermodynamic and kinetic drawbacks, primarily manifesting as poor regioselectivity during the initial condensation phase. When strong bases like potassium tert-butoxide are employed, the nucleophilic attack on the diester substrate is often indiscriminate, leading to the formation of significant quantities of structural isomers, typically ranging from 10% to 12% of the crude product mixture. This high level of impurity necessitates extensive and costly downstream purification steps, such as recrystallization or chromatography, which erode overall process yield and increase the environmental footprint through excessive solvent consumption. Furthermore, the reliance on expensive stoichiometric bases like potassium tert-butoxide introduces a substantial variable cost component that negatively impacts the margin structure for cost reduction in herbicide manufacturing. The inability to effectively suppress these side reactions limits the scalability of these traditional routes, making them less attractive for large-volume production where consistency and purity are paramount.
The Novel Approach
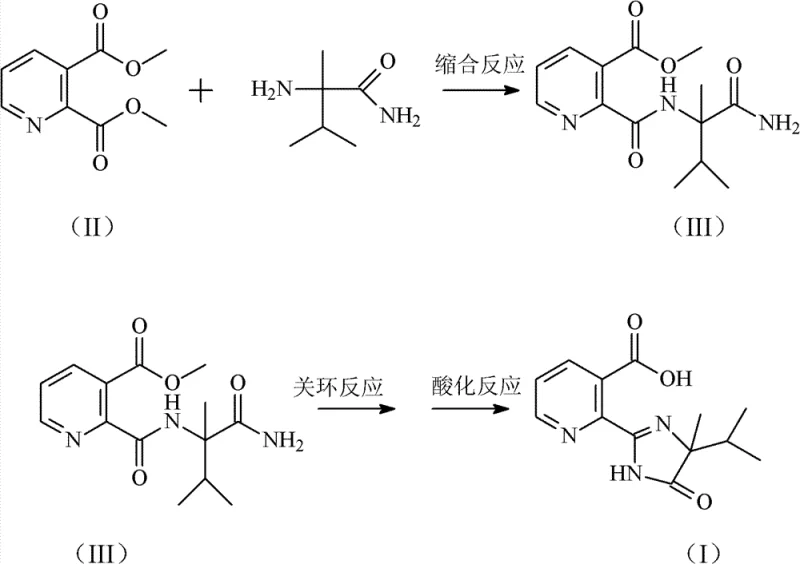
In stark contrast, the methodology outlined in CN102532102B introduces a sophisticated acid-catalyzed condensation strategy that fundamentally reshapes the reaction trajectory. By employing catalytic amounts of organic sulfonic acids, specifically methanesulfonic acid, within a hydrocarbon solvent like toluene, the process creates a controlled acidic environment that favors the formation of the desired amide linkage while suppressing competitive side reactions. This approach allows the condensation between 2-amino-2,3-dimethylbutyramide and dimethyl pyridine-2,3-dicarboxylate to proceed with exceptional specificity, drastically reducing the generation of the unwanted isomer (Formula IV) to levels as low as 2%. The subsequent ring-closure and acidification steps are streamlined, often allowing for a telescoped process where the intermediate (Formula III) is not isolated, thereby saving time and resources. This novel pathway not only elevates the theoretical yield to over 90% but also simplifies the operational complexity, making it an ideal candidate for partners seeking a reliable agrochemical intermediate supplier capable of delivering high-quality active ingredients efficiently.
Mechanistic Insights into Acid-Catalyzed Selectivity
The core innovation of this synthesis lies in the mechanistic role of the acid catalyst during the initial condensation step. In the absence of acid catalysis, the amino group of the butyramide reactant possesses high nucleophilicity that can attack either of the two ester groups on the pyridine ring with nearly equal probability, leading to a mixture of regioisomers. However, the introduction of a proton source, such as methanesulfonic acid, modulates the electronic environment of the reaction medium. The acid likely facilitates the activation of the specific carbonyl group intended for nucleophilic attack through hydrogen bonding or transient protonation, thereby lowering the activation energy for the desired pathway. Simultaneously, the acidic conditions may slightly protonate the amino group, tempering its nucleophilicity just enough to prevent indiscriminate attacks on the less reactive or sterically hindered ester positions, effectively acting as a chemical gatekeeper. This fine-tuned balance ensures that the reaction proceeds predominantly towards the formation of the correct amide intermediate (Formula III), setting the stage for a clean cyclization. Such precise control over reaction kinetics is essential for maintaining a narrow impurity profile, which is a critical quality attribute for any high-purity imazapyr intended for commercial agricultural application.
Furthermore, the management of impurities extends to the structural integrity of the final bicyclic system. The isomer shown in Formula IV represents a significant challenge in traditional synthesis because its physical properties often closely mimic the target product, making separation difficult and costly. The acid-catalyzed route minimizes the formation of this specific impurity at the source, rather than attempting to remove it post-reaction. By ensuring that the condensation occurs selectively at the 3-position ester (relative to the pyridine nitrogen), the subsequent intramolecular cyclization naturally leads to the correct imidazoline ring fusion. This mechanistic fidelity reduces the burden on purification units and ensures that the final crystallization yields a product with superior spectral purity. For technical teams, this implies a more robust process window where minor fluctuations in temperature or mixing rates are less likely to trigger catastrophic spikes in impurity levels, thereby enhancing the overall reliability of the manufacturing campaign.
How to Synthesize Imazapyr Efficiently
Implementing this advanced synthesis route requires careful attention to reaction parameters, particularly the choice of catalyst and solvent system. The process begins with the suspension of 2-amino-2,3-dimethylbutyramide in a hydrocarbon solvent such as toluene, followed by the addition of the acid catalyst. The reaction mixture is then heated to facilitate the condensation with dimethyl pyridine-2,3-dicarboxylate. Once the intermediate is formed, the system is cooled, and a base is introduced to effect cyclization, followed by a final acidification to precipitate the product. The detailed standardized operating procedures, including specific molar ratios, temperature ramps, and workup protocols, are critical for reproducing the high yields reported in the patent data.
- Conduct a condensation reaction between 2-amino-2,3-dimethylbutyramide and dimethyl pyridine-2,3-dicarboxylate using an organic sulfonic acid catalyst in a hydrocarbon solvent.
- Perform a ring-closing reaction by treating the condensed intermediate with an alkali base to form the carboxylate salt.
- Execute an acidification step using mineral acid to precipitate and isolate the final Imazapyr product.
Commercial Advantages for Procurement and Supply Chain Teams
From a supply chain and procurement perspective, the transition to this acid-catalyzed methodology offers profound strategic benefits that extend well beyond simple yield improvements. The elimination of expensive stoichiometric bases like potassium tert-butoxide in favor of catalytic methanesulfonic acid represents a direct reduction in raw material expenditure. Methanesulfonic acid is a commodity chemical with a stable supply chain and a significantly lower cost profile compared to specialized alkoxides, which are moisture-sensitive and require careful handling. This substitution not only lowers the Bill of Materials (BOM) cost but also simplifies inventory management and storage requirements, as the acid catalyst is more stable and easier to handle in bulk quantities. Additionally, the ability to telescope the reaction steps without isolating the intermediate reduces the total cycle time per batch, effectively increasing the throughput capacity of existing manufacturing assets without the need for capital-intensive expansion. These factors combine to create a leaner, more cost-effective production model that enhances competitiveness in the global agrochemical market.
- Cost Reduction in Manufacturing: The replacement of high-cost reagents with catalytic alternatives drives down variable costs significantly. By avoiding the use of potassium tert-butoxide, manufacturers eliminate a major cost driver while simultaneously reducing the volume of hazardous waste generated, which lowers disposal fees. The higher selectivity of the reaction means less raw material is wasted on forming useless isomers, maximizing the atom economy of the process and ensuring that every kilogram of input contributes to valuable output.
- Enhanced Supply Chain Reliability: The reliance on common hydrocarbon solvents like toluene and commodity acids ensures that the supply chain is resilient to disruptions. Unlike specialized reagents that may have single-source suppliers or long lead times, the key inputs for this process are widely available from multiple global vendors. This diversification of supply sources mitigates the risk of production stoppages due to raw material shortages, ensuring consistent delivery schedules for downstream formulators and distributors who depend on timely availability of the active ingredient.
- Scalability and Environmental Compliance: The simplified workup procedure, which often involves direct filtration after acidification, reduces the need for complex extraction and washing steps that generate large volumes of aqueous waste. This aligns with modern green chemistry principles and helps facilities meet increasingly stringent environmental regulations regarding effluent discharge. The robustness of the process also facilitates seamless scale-up from pilot plant to multi-ton commercial production, allowing suppliers to respond rapidly to market demand surges without compromising on quality or safety standards.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthesis technology. Understanding these details is vital for stakeholders evaluating the feasibility of adopting this route for their own supply chains or for assessing the quality of materials sourced from partners utilizing this method.
Q: How does the acid-catalyzed method reduce isomer formation compared to traditional alkaline methods?
A: Traditional alkaline methods often result in 10-12% isomer content due to non-selective nucleophilic attacks. The novel acid-catalyzed route directs the reaction specifically towards the target ester group, reducing isomer content to as low as 2%.
Q: What are the cost advantages of using methanesulfonic acid over potassium tert-butoxide?
A: Potassium tert-butoxide is a relatively expensive reagent often required in stoichiometric amounts. Methanesulfonic acid acts as a true catalyst in small quantities, significantly lowering raw material costs and simplifying waste treatment.
Q: Can this synthesis route be scaled for commercial production without intermediate isolation?
A: Yes, the patent indicates that the intermediate compound (Formula III) can proceed directly to the ring-closing reaction without separation, which streamlines the process, reduces solvent usage, and enhances overall throughput.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Imazapyr Supplier
At NINGBO INNO PHARMCHEM, we recognize that the adoption of advanced synthetic routes like the one described in CN102532102B is essential for maintaining a competitive edge in the agrochemical sector. As a premier CDMO partner, we possess the technical expertise and infrastructure to translate these patented methodologies into reality. Our facilities are equipped to handle complex heterocyclic chemistry with precision, ensuring that every batch meets the highest standards of purity and consistency. We bring extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, leveraging our state-of-the-art rigorous QC labs to enforce stringent purity specifications that exceed industry norms. Our commitment to process optimization allows us to deliver high-purity imazapyr that empowers your formulation teams to develop superior end-products.
We invite you to collaborate with us to explore how this innovative synthesis route can benefit your specific project requirements. Our technical team is ready to provide a Customized Cost-Saving Analysis tailored to your volume needs, demonstrating exactly how switching to this optimized process can improve your bottom line. Please contact our technical procurement team today to request specific COA data and comprehensive route feasibility assessments. Let us be your trusted partner in navigating the complexities of agrochemical manufacturing and securing a sustainable supply of critical active ingredients.