Scalable Metal-Free Photocatalytic Synthesis of Polysubstituted Quinolines for Commercial API Production
Introduction to Advanced Photocatalytic Quinoline Synthesis
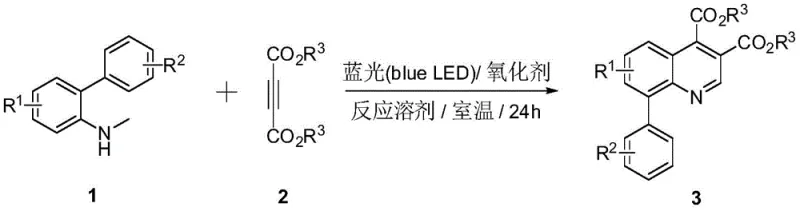
The pharmaceutical and fine chemical industries are constantly seeking robust, scalable, and environmentally benign methodologies for constructing nitrogen-containing heterocycles, particularly quinoline scaffolds which serve as critical cores in numerous bioactive molecules. A significant breakthrough in this domain is detailed in Chinese patent CN113444041A, which discloses a novel method for synthesizing polysubstituted quinoline compounds through a visible-light-mediated addition cyclization reaction. This technology represents a paradigm shift from traditional thermal processes, leveraging the energy of blue LED light to drive the transformation of N-methylbiphenyl-2-amine derivatives and butynedicarboxylate esters into complex quinoline structures. The strategic advantage of this approach lies in its operational simplicity and mild conditions, specifically functioning effectively at room temperature without the necessity for external heating or cryogenic cooling. By utilizing a straightforward combination of an organic oxidant and a visible light source, this protocol circumvents the need for precious metal photocatalysts or transition metal co-catalysts, thereby addressing growing concerns regarding metal residue limits in active pharmaceutical ingredients (APIs). For procurement and R&D teams, this patent offers a compelling alternative route that promises to streamline the supply chain for high-purity quinoline intermediates.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the construction of the quinoline ring system has relied upon classical named reactions such as the Skraup, Combes, Doebner-Von Miller, and Friedlander syntheses. While these methods have served organic chemistry well for over a century, they are increasingly viewed as incompatible with modern green chemistry principles and stringent regulatory standards for pharmaceutical manufacturing. Traditional protocols often necessitate the use of strong mineral acids, such as concentrated sulfuric acid, or harsh Lewis acids at elevated temperatures, which can lead to significant safety hazards and corrosion issues in large-scale reactors. Furthermore, these thermal conditions frequently promote side reactions, resulting in complex impurity profiles that are difficult and costly to separate during downstream processing. Many modern variations attempt to mitigate these issues by employing transition metal catalysts, such as copper or cobalt salts, often in conjunction with stoichiometric oxidants. However, the reliance on heavy metals introduces a critical bottleneck: the absolute requirement for rigorous metal scavenging steps to meet ICH Q3D guidelines for elemental impurities. This additional purification burden not only increases the cost of goods sold (COGS) but also extends the overall cycle time, creating friction in the supply chain for time-sensitive drug development projects.
The Novel Approach
In stark contrast to these legacy methods, the photocatalytic strategy outlined in the patent data utilizes a metal-free radical mechanism driven by visible light. The core innovation involves the direct activation of the reaction system using a 24W blue LED lamp, which provides sufficient photon energy to initiate the radical cascade without the need for specialized photosensitizers like ruthenium or iridium complexes. The reaction proceeds smoothly in polar aprotic solvents such as dimethyl sulfoxide (DMSO) at ambient temperature, typically completing within 24 hours. This mildness preserves sensitive functional groups that might otherwise degrade under the acidic or thermal stress of conventional synthesis. The use of commercially available organic peroxides, such as dicumyl peroxide (DCP) or di-tert-butyl peroxide (DTBP), serves as both the radical initiator and the oxidant, simplifying the reagent profile significantly. From a process chemistry perspective, this eliminates the multi-step catalyst preparation and removal phases, collapsing the synthetic sequence into a single, efficient operation. The result is a cleaner reaction profile with fewer byproducts, directly translating to higher isolated yields and reduced solvent consumption during purification, which aligns perfectly with the sustainability goals of modern chemical manufacturing.
Mechanistic Insights into Blue LED-Mediated Radical Cyclization
The mechanistic pathway of this transformation is a fascinating example of oxidative radical cyclization, distinct from typical photoredox cycles that rely on single-electron transfer (SET) mediated by metal complexes. In this system, the blue LED irradiation facilitates the homolytic cleavage of the weak O-O bond in the organic peroxide oxidant, generating reactive alkoxy radicals. These radicals abstract a hydrogen atom from the N-methyl group of the biphenyl-2-amine substrate, generating a crucial alpha-amino radical intermediate. This nucleophilic radical species then undergoes an intramolecular or intermolecular addition to the electron-deficient triple bond of the butynedicarboxylate. Following the initial radical addition, a subsequent cyclization event occurs, closing the quinoline ring structure. The final aromatization step is driven by the oxidative environment provided by the excess peroxide, which removes the remaining hydrogen atoms to establish the fully conjugated aromatic system. This mechanism is highly efficient because it avoids the formation of stable organometallic intermediates that can stall catalytic turnover. Instead, the propagation of the radical chain ensures that the reaction continues effectively even with low loading of the initiator, maximizing atom economy. Understanding this radical manifold is essential for R&D directors aiming to optimize the process further, as it highlights the importance of controlling oxygen levels and radical scavengers to prevent premature termination of the chain reaction.
From an impurity control standpoint, the radical nature of this reaction offers unique advantages. Because the reaction does not involve Lewis acidic metal centers, there is no risk of metal-catalyzed rearrangement side reactions or oligomerization of the acetylene starting material, which are common pitfalls in transition-metal catalyzed alkyne functionalizations. The primary impurities observed are typically unreacted starting materials or mono-addition products, both of which possess significantly different polarity profiles compared to the fused aromatic quinoline product. This disparity in physicochemical properties facilitates straightforward separation via standard flash column chromatography or crystallization techniques. Moreover, the absence of metal salts means that the crude reaction mixture does not require treatment with chelating agents like EDTA or silica-bound thiols, which are standard but wasteful steps in metal-catalyzed processes. This streamlined purification workflow not only reduces the environmental footprint by minimizing solid waste generation but also enhances the overall throughput of the manufacturing line. For quality assurance teams, the predictability of the impurity profile simplifies method validation and stability testing, ensuring a more robust control strategy for the commercial release of the intermediate.
How to Synthesize Polysubstituted Quinolines Efficiently
Implementing this photocatalytic protocol in a laboratory or pilot plant setting requires attention to light penetration and mixing efficiency to ensure uniform irradiation of the reaction mixture. The standard procedure involves dissolving the N-methylbiphenyl-2-amine substrate and the dimethyl acetylenedicarboxylate in DMSO, followed by the addition of the peroxide oxidant. The reaction vessel must be transparent to blue light, typically requiring quartz or specific borosilicate glass, and positioned in close proximity to the LED array to maximize photon flux. While the patent describes small-scale reactions in pressure tubes, scaling this photochemical process involves considerations of the Beer-Lambert law, where light attenuation can limit reaction depth in larger vessels. Therefore, flow chemistry reactors or thin-film reactors are often recommended for kilogram-scale production to maintain high surface-area-to-volume ratios. The detailed standardized synthesis steps, including precise molar ratios and workup procedures optimized for scale, are provided in the technical guide below.
- Dissolve N-methylbiphenyl-2-amine and dimethyl acetylenedicarboxylate in DMSO solvent within a pressure-resistant reaction vessel.
- Add dicumyl peroxide (DCP) as the oxidant to the reaction mixture and seal the tube.
- Irradiate the mixture with a 24W blue LED lamp at room temperature for 24 hours, then purify via column chromatography.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this metal-free photocatalytic route offers substantial strategic benefits that extend beyond simple yield improvements. The most immediate impact is seen in the reduction of raw material costs and the simplification of the vendor landscape. By eliminating the need for expensive transition metal catalysts such as palladium, rhodium, or even copper salts, the bill of materials becomes significantly leaner. These metals are subject to volatile market pricing and geopolitical supply risks; removing them from the critical path insulates the manufacturing process from such external shocks. Furthermore, the reagents used in this protocol, including DMSO and organic peroxides, are commodity chemicals available from multiple global suppliers in bulk quantities, ensuring a secure and continuous supply chain. The operational expenditure (OPEX) is also favorably impacted, as the reaction runs at room temperature, removing the energy costs associated with heating large reactors or maintaining cryogenic conditions. This energy efficiency contributes to a lower carbon footprint, aligning with corporate sustainability mandates that are increasingly influencing supplier selection criteria in the pharmaceutical sector.
- Cost Reduction in Manufacturing: The elimination of transition metal catalysts and photosensitizers drastically reduces the cost of goods. In traditional methods, the cost of the catalyst itself, combined with the specialized ligands and the subsequent metal scavenging resins required for purification, can account for a significant portion of the total production cost. By switching to an organic peroxide and LED system, these line items are effectively zeroed out. Additionally, the simplified workup procedure reduces solvent consumption and labor hours spent on purification, leading to substantial overall cost savings. The high atom economy of the addition-cyclization reaction ensures that the majority of the starting material mass is incorporated into the final product, minimizing waste disposal fees.
- Enhanced Supply Chain Reliability: Relying on commodity reagents like DMSO and dicumyl peroxide enhances supply chain resilience. Unlike specialized catalysts that may have long lead times or single-source dependencies, these oxidants and solvents are produced globally in massive volumes. This abundance ensures that production schedules are not disrupted by raw material shortages. Furthermore, the mild reaction conditions reduce the wear and tear on reactor equipment, lowering maintenance downtime and extending the lifecycle of capital assets. The robustness of the reaction to air and moisture, typical of radical processes compared to sensitive organometallic ones, also reduces the need for stringent inert atmosphere controls, simplifying the facility requirements and allowing for production in a wider range of manufacturing sites.
- Scalability and Environmental Compliance: The transition from benchtop to commercial scale is facilitated by the simplicity of the reaction setup. Photochemical reactions have historically been challenging to scale due to light penetration issues, but modern LED technology and flow reactor designs have largely solved this problem, allowing for linear scale-up. The absence of heavy metals simplifies environmental compliance, as wastewater streams do not require complex treatment to remove toxic metal ions before discharge. This reduces the regulatory burden and the cost of environmental management. The process generates less hazardous waste, primarily consisting of organic byproducts that can often be incinerated for energy recovery, supporting a circular economy approach to chemical manufacturing and meeting strict international environmental standards.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this photocatalytic technology. These answers are derived directly from the experimental data and claims within the patent documentation, providing a factual basis for decision-making. Understanding the nuances of substrate scope, reaction kinetics, and purification requirements is essential for integrating this method into existing production workflows. We encourage technical teams to review these points carefully to assess the feasibility of this route for their specific target molecules.
Q: Does this photocatalytic method require transition metal catalysts?
A: No, the method described in patent CN113444041A is explicitly metal-free. It utilizes an organic peroxide oxidant and blue LED light, eliminating the need for expensive transition metals like copper or cobalt and avoiding heavy metal contamination issues in the final API.
Q: What are the optimal reaction conditions for maximum yield?
A: The patent data indicates that using dicumyl peroxide (DCP) as the oxidant in dimethyl sulfoxide (DMSO) solvent under 24W blue LED irradiation at room temperature provides the highest yields, reaching up to 75% for the model substrate.
Q: Is this process suitable for large-scale industrial manufacturing?
A: Yes, the process operates at room temperature with simple reagents and does not require complex inert atmosphere techniques or high-pressure equipment beyond standard pressure tubes, making it highly amenable to scale-up for commercial production of pharmaceutical intermediates.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Polysubstituted Quinoline Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of this metal-free photocatalytic technology for the production of high-value quinoline intermediates. As a leading CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your transition from lab-scale discovery to industrial manufacturing is seamless. Our state-of-the-art facilities are equipped with advanced photochemical reactors capable of handling the specific wavelength and intensity requirements of blue LED-driven processes. We maintain stringent purity specifications and operate rigorous QC labs to guarantee that every batch of polysubstituted quinoline meets the exacting standards required for pharmaceutical applications. Our commitment to quality ensures that the metal-free advantage of this patent is fully realized in the final product, delivering intermediates with minimal impurity burdens.
We invite you to collaborate with us to leverage this innovative synthesis route for your next project. Our technical team is ready to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements, demonstrating exactly how this metal-free approach can optimize your budget. Please contact our technical procurement team today to request specific COA data for our quinoline portfolio and to discuss route feasibility assessments for your custom synthesis needs. Together, we can accelerate your drug development timeline while achieving superior economic and environmental outcomes.