Revolutionizing Alkyl Amino Acryl Amide Synthesis: Continuous Technology for Commercial Scale-Up
The chemical manufacturing landscape is undergoing a significant transformation driven by the need for higher efficiency and consistent quality in the production of specialized intermediates. Patent CN101027276A introduces a groundbreaking method for the continuous production of alkyl amino acryl amides, addressing critical limitations found in traditional batch processing. This technology leverages a sophisticated continuous aminolysis reaction between alkyl acrylates and high-boiling amines, facilitated by a robust catalytic system that ensures exceptional spatial and temporal yields. By shifting from discontinuous operations to a seamless continuous flow, manufacturers can achieve product qualities that were previously unobtainable, specifically regarding purity profiles and the minimization of unwanted side reactions. For R&D Directors and Procurement Managers seeking a reliable alkyl amino acryl amide supplier, this patent represents a pivotal advancement in process chemistry that directly translates to supply chain stability and cost reduction in fine chemical intermediates manufacturing.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional batch transesterification and aminolysis processes are plagued by inherent inefficiencies that compromise both economic viability and product integrity. In conventional setups, the sequential nature of charging, reacting, separating low boilers, and discharging creates significant downtime and increases personnel requirements substantially. Furthermore, batch reactors often struggle with thermal management, leading to localized hot spots that can degrade sensitive catalysts like tetraalkyl titanates through hydrolysis or thermal decomposition. The necessity for multiple distillation columns to separate unconverted reactants and products results in exorbitant energy consumption and high capital expenditure for equipment. Additionally, the exposure of catalysts to moisture during batch loading frequently leads to the formation of solid precipitates, causing fouling in reactor internals and necessitating frequent, costly maintenance shutdowns that disrupt supply continuity for high-purity specialty chemicals.
The Novel Approach
The innovative continuous process described in the patent data fundamentally reengineers the production workflow to eliminate these bottlenecks through a cascade of continuously operating stirred tanks. This approach allows for the precise control of reaction parameters such as temperature and residence time, ensuring that the equilibrium is constantly shifted towards the desired product by the continuous removal of alcohol by-products. By integrating a dedicated dehydration step for the amine feed prior to entering the reaction zone, the system protects the catalyst from irreversible deactivation, thereby extending catalyst life and maintaining consistent reaction kinetics over prolonged periods. The use of thin-film evaporation for final product isolation further enhances the process by gently separating the target amide from high-boiling impurities without subjecting the material to excessive thermal stress, resulting in a superior quality profile with lower crosslinker content compared to batch-derived equivalents.
Mechanistic Insights into Catalytic Continuous Aminolysis
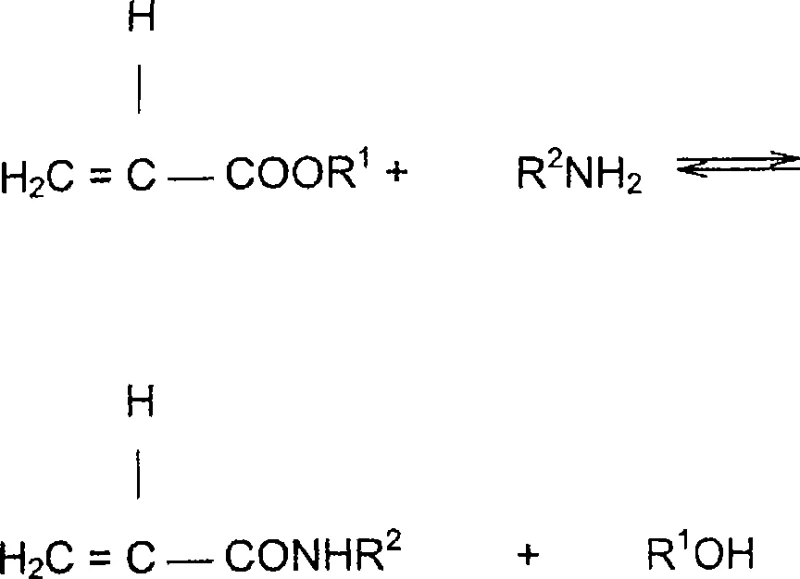
The core of this technological breakthrough lies in the meticulous management of the aminolysis equilibrium and the preservation of catalytic activity throughout the continuous flow. The reaction involves the nucleophilic attack of the amine on the carbonyl carbon of the alkyl acrylate, releasing an alcohol molecule as a leaving group. To drive this reversible reaction to completion, the process employs a strategic distillation setup that continuously removes the generated alcohol, often as an azeotrope, preventing the reverse reaction from occurring. Crucially, the catalyst system, which may comprise a mixture of dialkyltin oxides and alkyl titanates, is highly sensitive to protic impurities. The patent emphasizes a pre-treatment stage where the amine feed is distilled to reduce water content to parts-per-million levels, preventing the hydrolysis of the titanium-alkoxide bonds which would otherwise render the catalyst inactive and generate solid sludge.
Impurity control is achieved through the specific configuration of the reactor cascade and the downstream separation units. By maintaining a residence time of approximately 0.5 to 3 hours within the temperature range of 110-160°C, the process minimizes the opportunity for Michael addition side reactions where amines add across the double bond of the acrylate moiety. The subsequent use of a falling film or thin-layer evaporator operates under reduced pressure, typically between 1 to 500 mbar, to separate the crude amide from unreacted starting materials and heavy ends. This gentle separation technique ensures that the final high-purity alkyl amino acryl amides retain their structural integrity, free from the polymeric by-products that often contaminate batches produced under harsher thermal conditions, thus meeting the stringent specifications required for commercial scale-up of complex organic intermediates.
How to Synthesize Alkyl Amino Acryl Amides Efficiently
The synthesis of these valuable intermediates requires a disciplined adherence to the continuous flow parameters outlined in the technical documentation to ensure safety and yield optimization. Operators must establish a steady state where the feed rates of alkyl acrylates and dehydrated amines are balanced against the removal rate of the alcohol by-product to maintain the reaction equilibrium favorably. The detailed standardized synthesis steps involve precise metering of the catalyst mixture, rigorous monitoring of the dehydration column efficiency, and careful adjustment of the vacuum levels in the evaporation stages. For a comprehensive understanding of the operational protocols and safety guidelines necessary for implementing this technology, the detailed standardized synthesis steps are provided in the guide below.
- Feed alkyl acrylates and catalyst mixture continuously into a cascade of stirred tank reactors while maintaining strict temperature control between 110-160°C.
- Continuously dehydrate the amine feed stream via a dedicated distillation column to prevent catalyst hydrolysis and ensure long-term stability.
- Separate the crude product using thin-film evaporation under reduced pressure to isolate high-purity amides from high-boiling impurities and catalyst residues.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement professionals and supply chain leaders, the transition to this continuous manufacturing methodology offers profound strategic benefits that extend beyond simple unit cost calculations. The elimination of batch-to-batch variability ensures a consistent supply of material that meets tight quality specifications, reducing the risk of production delays downstream in the customer's own manufacturing facilities. The energy efficiency gained from integrated heat recovery and the reduction in distillation stages translates directly into a lower carbon footprint and reduced utility costs, aligning with modern sustainability goals without compromising output volume. Furthermore, the automation potential of a continuous plant significantly reduces the reliance on manual labor for charging and discharging, thereby minimizing human error and enhancing overall operational safety in the production of hazardous chemical intermediates.
- Cost Reduction in Manufacturing: The continuous nature of this process eliminates the non-productive time associated with batch cleaning, filling, and heating cycles, leading to a substantial increase in asset utilization and throughput capacity. By avoiding the use of excessive distillation columns and reducing the thermal load on catalysts, the operational expenditure is significantly lowered through decreased energy consumption and extended catalyst lifecycles. The qualitative improvement in yield, driven by the suppression of side reactions and effective recycling of unconverted reactants, ensures that raw material costs are optimized, providing a competitive pricing structure for high-purity alkyl amino acryl amides in the global market.
- Enhanced Supply Chain Reliability: Continuous processing inherently provides a more stable and predictable output stream compared to batch operations, which are susceptible to fluctuations in cycle times and quality deviations. The robust design of the reactor cascade, coupled with the protective dehydration measures for the catalyst, ensures long campaign runs without unplanned shutdowns for maintenance or catalyst replacement. This reliability is critical for reducing lead time for high-purity specialty chemicals, allowing buyers to plan their inventory with greater confidence and secure a steady flow of intermediates necessary for their own continuous manufacturing lines.
- Scalability and Environmental Compliance: The modular nature of the continuous reactor system allows for straightforward scale-up from pilot plants to full commercial production without the geometric complexities often encountered when enlarging batch vessels. The closed-loop design minimizes solvent emissions and waste generation, particularly through the efficient recycling of low-boiling components and the reduction of spent catalyst waste due to improved stability. This alignment with green chemistry principles facilitates easier regulatory compliance and environmental permitting, making the technology a sustainable choice for long-term investment in the production of fine chemical intermediates.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation and benefits of this continuous aminolysis technology. These insights are derived directly from the patent specifications and are intended to clarify the operational advantages and quality improvements achievable through this method. Understanding these details is essential for stakeholders evaluating the feasibility of adopting this advanced manufacturing route for their supply chains.
Q: Why is amine dehydration critical in continuous aminolysis processes?
A: Water present in the amine feed can cause irreversible hydrolysis of titanium-based catalysts, leading to solid precipitation and loss of catalytic activity. Dehydration ensures consistent reaction rates and prevents equipment fouling.
Q: How does continuous processing improve product quality compared to batch methods?
A: Continuous operation allows for precise control over residence time and temperature, significantly reducing the formation of crosslinkers and addition by-products that commonly degrade quality in batch reactors.
Q: What separation technology is recommended for heat-sensitive acrylamides?
A: Thin-film evaporation is preferred over traditional distillation for the final purification step, as it minimizes thermal stress on the product and effectively separates high-boiling impurities under vacuum conditions.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Alkyl Amino Acryl Amides Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of deploying advanced process technologies to meet the evolving demands of the global pharmaceutical and fine chemical industries. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of patents like CN101027276A are fully realized in practical manufacturing environments. We are committed to maintaining stringent purity specifications and operating rigorous QC labs to verify that every batch of alkyl amino acryl amides meets the highest standards of quality and consistency required by our international partners.
We invite you to collaborate with us to leverage this cutting-edge continuous synthesis technology for your specific application needs. Please contact our technical procurement team to request a Customized Cost-Saving Analysis tailored to your volume requirements. We are ready to provide specific COA data and route feasibility assessments to demonstrate how our manufacturing capabilities can enhance your supply chain efficiency and product performance.