Revolutionizing Atorvastatin Intermediate Production with Advanced Metathesis Catalysis
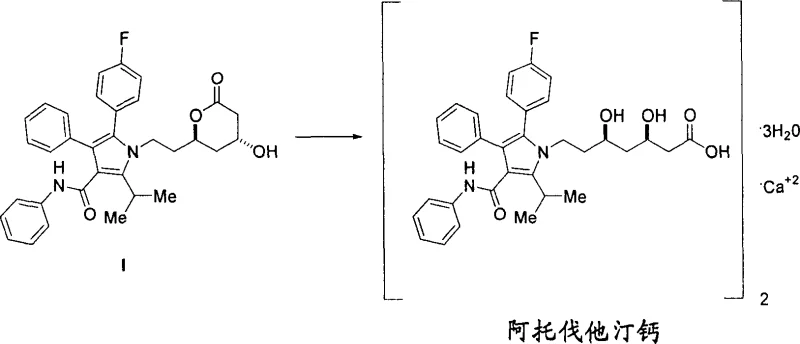
The pharmaceutical industry continuously seeks robust methodologies for the synthesis of high-value statin intermediates, and patent CN1774421A presents a transformative approach to producing 5-(4-fluorophenyl)-1-[2-((2R,4R)-4-hydroxy-6-oxo-tetrahydro-pyran-2-yl)ethyl]-2-isopropyl-4-phenyl-1H-pyrrole-3-carboxylic acid phenylamide, a critical precursor in the manufacture of Atorvastatin Calcium. This intellectual property discloses a sophisticated synthetic strategy that leverages ring-closing metathesis (RCM) to construct the essential lactone ring system, marking a significant departure from conventional hydrogenation techniques that have long plagued manufacturers with efficiency bottlenecks. By integrating advanced organometallic catalysis with precise stereochemical control, this technology offers a pathway to high-purity intermediates while mitigating the operational risks associated with high-pressure processing. For global supply chain leaders, understanding the nuances of this patent is vital for securing a reliable atorvastatin intermediate supplier capable of delivering consistent quality at scale.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of the key lactone intermediate for Atorvastatin has relied heavily on the asymmetric hydrogenation of beta,delta-diketone esters, a process fraught with inherent chemical complexities and operational inefficiencies. As detailed in prior art such as US Patent 6,476,235, the hydrogenation of 1,3,5-tricarbonyl systems often results in disappointingly low yields and suboptimal stereoselectivity, frequently producing a 1:1 mixture of cis and trans diastereomers at the C-3 and C-5 chiral centers. This lack of selectivity necessitates additional downstream processing steps to reset the stereochemistry at the C-3 center, thereby inflating the overall step count and reducing the cumulative yield of the manufacturing campaign. Furthermore, these traditional methods typically demand high-pressure hydrogenation equipment and extended reaction times, creating significant safety hazards and capital expenditure burdens for production facilities. The reliance on expensive chiral starting materials, such as (R)-4-cyano-3-hydroxy-butyric acid ethyl ester, further exacerbates cost structures, making the final API less competitive in a price-sensitive generic market.
The Novel Approach
In stark contrast to these legacy methods, the process disclosed in CN1774421A introduces a streamlined synthetic sequence that bypasses the problematic hydrogenation step entirely in favor of a mild and efficient ring-closing metathesis reaction. This innovative route begins with the allylation of a pyrrole aldehyde to generate a homoallylic alcohol, which is subsequently esterified and subjected to cyclization using a homogeneous ruthenium catalyst. The result is the direct formation of the 5,6-dihydropyran-2-one core under atmospheric pressure and temperatures below 60°C, conditions that are far more conducive to safe and scalable manufacturing. By minimizing the number of transformations required to incorporate the C-3 hydroxyl group and eliminating the need for specialized high-pressure vessels, this novel approach drastically simplifies the production workflow. The strategic use of RCM not only enhances the overall throughput but also ensures superior control over the stereochemical outcome, providing a robust foundation for cost reduction in pharmaceutical manufacturing.
Mechanistic Insights into Ring-Closing Metathesis Catalysis
The cornerstone of this advanced synthetic methodology is the ring-closing metathesis (RCM) step, which utilizes a homogeneous organometallic catalyst to forge the carbon-carbon double bond within the lactone ring. Specifically, the process employs bis(tricyclohexylphosphine)benzylidene ruthenium(IV) dichloride, commonly known as Grubbs catalyst, which facilitates the intramolecular reaction of the acryloyl ester precursor with remarkable efficiency. The mechanism involves the coordination of the ruthenium center to the terminal olefins of the substrate, followed by the formation of a metallacyclobutane intermediate that eventually collapses to release ethylene and close the ring. This catalytic cycle operates with high turnover numbers, allowing for the use of relatively low catalyst loadings (0.025-0.075 equivalents) while maintaining excellent conversion rates. The ability to conduct this reaction in common solvents like dichloromethane at reflux temperatures underscores the practicality of the method for large-scale operations, as it avoids the stringent conditions often required for alternative cyclization strategies.
Beyond the cyclization event, the process places a heavy emphasis on stereochemical integrity from the very beginning of the synthesis. The initial allylation of the pyrrole aldehyde is conducted in the presence of a chiral Lewis acid system, such as one derived from boron tribromide and a chiral diamine ligand, to ensure high enantiomeric excess in the resulting homoallylic alcohol. This early establishment of chirality is critical, as it dictates the stereochemical course of the subsequent steps and minimizes the formation of unwanted diastereomeric impurities that are difficult to remove later. By controlling the stereochemistry at the C-3 position prior to ring closure, the method effectively prevents the generation of complex impurity profiles that often complicate purification in traditional routes. This rigorous control over the reaction pathway ensures that the final intermediate meets the stringent purity specifications required for regulatory approval, thereby reducing the risk of batch failures and ensuring a consistent supply of high-purity pharmaceutical intermediates.
How to Synthesize Atorvastatin Intermediate Efficiently
The implementation of this synthetic route requires careful attention to reaction parameters, particularly regarding the stoichiometry of the allylation and metathesis steps to maximize yield and minimize waste. The process begins with the preparation of the homoallylic alcohol via the reaction of the pyrrole aldehyde with an allyl metal reagent in the presence of a Lewis acid, followed by esterification with acryloyl chloride under basic conditions. Once the acryloyl ester precursor is obtained, it is subjected to the ring-closing metathesis reaction using the ruthenium catalyst in a degassed solvent system to prevent catalyst deactivation. The detailed standardized synthesis steps for this high-efficiency pathway are outlined in the guide below, providing a clear roadmap for technical teams looking to adopt this superior manufacturing protocol.
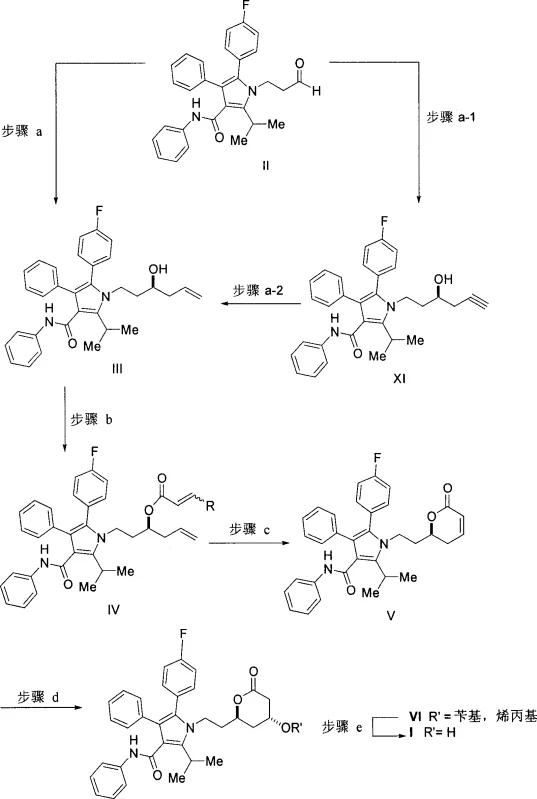
- Perform asymmetric allylation of aldehyde (II) using a chiral Lewis acid system to generate homoallylic alcohol (III) with high enantiomeric excess.
- Convert the hydroxyl group of compound (III) into an acryloyl ester (IV) using acryloyl chloride and an amine base.
- Execute ring-closing metathesis on ester (IV) using a homogeneous ruthenium catalyst to form the 5,6-dihydropyran-2-one core (V).
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this RCM-based technology represents a strategic opportunity to optimize the cost structure and reliability of the Atorvastatin supply chain. By eliminating the dependency on expensive chiral starting materials and high-pressure hydrogenation infrastructure, manufacturers can achieve substantial cost savings that can be passed down through the value chain. The simplified process flow reduces the consumption of raw materials and energy, contributing to a more sustainable and economically viable production model. Furthermore, the mild reaction conditions enhance operational safety, reducing the likelihood of unplanned downtime due to equipment maintenance or safety incidents, which is a critical factor for ensuring supply continuity in a high-demand market.
- Cost Reduction in Manufacturing: The elimination of costly chiral precursors and the reduction in total synthetic steps directly lower the variable costs associated with production. Additionally, the use of highly efficient homogeneous catalysts minimizes the amount of precious metal required per kilogram of product, further driving down material expenses without compromising quality. This economic efficiency allows suppliers to offer more competitive pricing while maintaining healthy margins, making it an attractive option for long-term procurement contracts focused on budget optimization.
- Enhanced Supply Chain Reliability: The robustness of the RCM process under atmospheric pressure and moderate temperatures significantly reduces the technical barriers to scale-up, ensuring that production capacity can be ramped up quickly to meet fluctuating market demands. The avoidance of complex high-pressure equipment also simplifies facility requirements, allowing for greater flexibility in manufacturing site selection and reducing the risk of supply disruptions caused by specialized equipment failures. This resilience is paramount for maintaining a steady flow of materials to downstream API manufacturers.
- Scalability and Environmental Compliance: The ability to perform the reaction with minimal solvent usage and without generating hazardous byproducts associated with high-pressure hydrogenation aligns well with modern environmental regulations. The process generates less waste and consumes less energy, facilitating easier compliance with increasingly strict environmental standards. This green chemistry advantage not only mitigates regulatory risk but also enhances the corporate social responsibility profile of the supply chain, appealing to environmentally conscious stakeholders.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this patented synthesis method, providing clarity on its operational benefits and feasibility. These insights are derived directly from the technical specifications and experimental data presented in the patent documentation, ensuring accuracy and relevance for decision-makers evaluating this technology for their production portfolios.
Q: What are the primary advantages of the RCM route over traditional hydrogenation methods?
A: The RCM route avoids the low yields and poor stereoselectivity associated with the asymmetric hydrogenation of 1,3,5-tricarbonyl systems. It operates under milder conditions (atmospheric pressure, <60°C) and eliminates the need for expensive chiral starting materials like (R)-4-cyano-3-hydroxy-butyric acid ethyl ester.
Q: Which catalysts are suitable for the ring-closing step in this process?
A: The process utilizes homogeneous organometallic catalysts, specifically bis(tricyclohexylphosphine)benzylidene ruthenium(IV) dichloride (Grubbs catalyst), which allows for high turnover numbers and efficient cyclization at reflux temperatures in dichloromethane.
Q: How does this method impact the scalability of Atorvastatin production?
A: By removing the requirement for high-pressure hydrogenation equipment and reducing the total number of synthetic steps needed to establish the C-3 hydroxyl stereochemistry, this method significantly simplifies the manufacturing process, enhancing safety and facilitating easier commercial scale-up.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Atorvastatin Intermediate Supplier
As the global demand for cardiovascular medications continues to rise, securing a partnership with a technically proficient manufacturer is essential for maintaining a competitive edge in the pharmaceutical market. NINGBO INNO PHARMCHEM possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that we can meet the volume requirements of even the largest multinational corporations. Our commitment to quality is underpinned by stringent purity specifications and rigorous QC labs that utilize state-of-the-art analytical instrumentation to verify every batch against the highest industry standards. We understand that consistency is key in API manufacturing, and our advanced process control systems guarantee that every shipment of Atorvastatin intermediate meets the exacting requirements necessary for seamless downstream processing.
We invite you to engage with our technical procurement team to discuss how our implementation of this advanced RCM technology can benefit your specific supply chain needs. By requesting a Customized Cost-Saving Analysis, you can gain a deeper understanding of the potential economic impact of switching to this more efficient manufacturing route. We encourage you to contact us today to obtain specific COA data and route feasibility assessments tailored to your project timelines, ensuring that your transition to this superior intermediate is smooth, compliant, and commercially advantageous.