Advanced Refining Strategies for Rivaroxaban: Enhancing Purity and Commercial Scalability
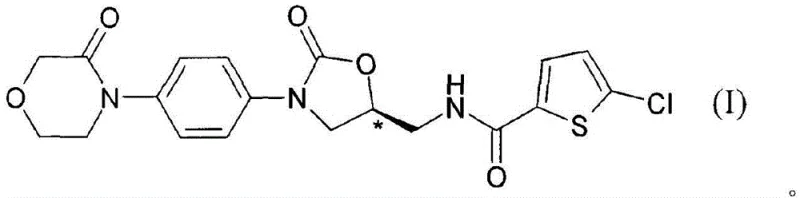
The global pharmaceutical landscape for anticoagulants has shifted dramatically with the advent of direct Factor Xa inhibitors, among which Rivaroxaban stands as a cornerstone therapeutic agent. As detailed in the recent technical disclosure of patent CN107778303B, significant advancements have been made in the post-synthetic processing of this critical molecule, addressing long-standing challenges regarding purity and yield that have plagued earlier manufacturing protocols. This patent introduces a sophisticated refining methodology that leverages specific solvent systems to transform crude Rivaroxaban, typically possessing a purity of around 85%, into a pharmaceutical-grade substance exceeding 99.6% purity. For R&D Directors and technical decision-makers, understanding the nuances of this purification pathway is essential, as it directly impacts the impurity profile and regulatory compliance of the final Active Pharmaceutical Ingredient (API). The ability to consistently achieve such high purity levels without complex chromatographic separations represents a substantial leap forward in process chemistry, ensuring that the final drug product meets the rigorous safety standards required for human consumption while maintaining a robust and scalable production workflow.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the production of Rivaroxaban has been hindered by synthetic routes that, while chemically valid, suffer from suboptimal efficiency and significant material loss during the isolation phases. Prior art, including patents such as WO2001/047919 and WO2005/068456, describes synthetic pathways that result in overall yields hovering around 65% to 66%, which is economically inefficient for large-scale commercial manufacturing. Furthermore, other disclosed methods, such as those found in WO2012/140061, report even lower total yields of approximately 39.3%, accompanied by high raw material costs and extended reaction times that complicate supply chain logistics. These conventional approaches often generate complex impurity profiles that are difficult to remove through standard washing or single-step crystallization, necessitating additional processing stages that increase both the cost of goods sold (COGS) and the environmental footprint of the manufacturing facility. For procurement managers, these inefficiencies translate into higher volatility in raw material pricing and potential bottlenecks in securing sufficient quantities of high-quality intermediates to meet market demand.
The Novel Approach
In stark contrast to these legacy methods, the refining technique outlined in CN107778303B offers a streamlined, two-step crystallization process that dramatically enhances recovery rates while simultaneously purifying the compound. By utilizing ethyl acetate as a primary dissolution solvent followed by the strategic addition of anti-solvents like hot ethanol, acetone, or petroleum ether, this method creates a thermodynamic environment that favors the formation of high-purity crystal lattices while excluding impurities. The process is designed to operate within a moderate temperature range of 50°C to 75°C for dissolution and 15°C to 25°C for crystallization, which reduces energy consumption compared to extreme thermal processes. This novel approach not only boosts the yield of the refined product to over 80% from crude starting material but also ensures that the single impurity content remains below the critical threshold of 0.1%. For supply chain heads, this reliability means a more predictable output volume and a reduction in the waste disposal costs associated with low-yield synthetic batches, thereby stabilizing the overall production economics.
Mechanistic Insights into Solvent-Mediated Crystallization Purification
The core of this refining innovation lies in the precise manipulation of solubility parameters and supersaturation levels to control crystal growth and impurity rejection. When crude Rivaroxaban is dissolved in ethyl acetate at elevated temperatures, the solvent effectively solvates the target molecule while leaving behind insoluble mechanical particulates which are removed via hot filtration. The subsequent addition of a crystallization solvent, particularly hot ethanol at 50-60°C, alters the polarity of the solution system, gradually reducing the solubility of Rivaroxaban as the mixture cools to ambient temperatures between 15°C and 25°C. This controlled cooling rate is critical; it prevents the rapid precipitation that often traps solvent molecules or impurities within the crystal lattice, a phenomenon known as occlusion, which can compromise the chemical stability and bioavailability of the API. By maintaining the system in a metastable state for a prolonged period of 8 to 18 hours, the process allows for the orderly arrangement of molecules into a stable polymorphic form that is thermodynamically favored and easier to filter and dry.
Furthermore, the mechanism of impurity control in this process is driven by the differential solubility of the target compound versus its by-products in the ethyl acetate and ethanol mixture. Impurities that are structurally similar to Rivaroxaban but possess different functional group orientations often remain in the mother liquor due to their higher solubility in the selected solvent system, effectively separating them from the precipitating product. The use of a two-step refining sequence further amplifies this purification effect; the first pass removes the bulk of the gross impurities, while the second pass polishes the crystal surface and internal structure to achieve the >99.6% purity benchmark. This mechanistic understanding is vital for R&D teams aiming to replicate or scale this process, as slight deviations in solvent ratios—specifically the ethyl acetate to crude mass ratio of 5:1 to 10:1 L/KG—can significantly alter the supersaturation curve and impact the final particle size distribution and purity profile.
How to Synthesize Rivaroxaban Efficiently
Implementing this refining protocol requires strict adherence to the solvent ratios and thermal profiles established in the patent data to ensure reproducibility and compliance with Good Manufacturing Practices (GMP). The process begins with the dissolution of the crude material in ethyl acetate, followed by a hot filtration step to ensure clarity before the introduction of the crystallization anti-solvent. Operators must monitor the temperature closely during the cooling phase to prevent shock crystallization, which can lead to agglomeration and inconsistent purity levels across the batch. The detailed standardized synthesis steps, including specific stirring rates, filtration pressures, and drying parameters required for industrial implementation, are outlined in the technical guide below.
- Dissolve crude Rivaroxaban in ethyl acetate at a volume-to-mass ratio of 5: 1 to 10:1 L/KG and heat the mixture to between 50°C and 75°C to ensure complete clarification.
- Filter the hot solution to remove insoluble mechanical impurities, then introduce a crystallization solvent such as hot ethanol, acetone, or petroleum ether.
- Allow the system to stand and crystallize at a controlled temperature of 15°C to 25°C for 8 to 18 hours, followed by suction filtration and ethanol washing.
Commercial Advantages for Procurement and Supply Chain Teams
From a commercial perspective, the adoption of this refining methodology offers profound advantages that extend beyond mere chemical purity, directly addressing the cost and reliability concerns of procurement and supply chain leadership. By eliminating the need for complex, multi-step synthetic corrections to fix purity issues post-reaction, manufacturers can significantly reduce the operational complexity and the associated labor and utility costs. The high recovery yield of over 80% from crude material means that less starting material is required to produce the same amount of saleable API, which inherently lowers the raw material expenditure per kilogram of finished product. This efficiency gain is particularly valuable in a market where the cost of specialized chiral intermediates can be a major driver of overall production expenses, allowing for a more competitive pricing structure without sacrificing margin.
- Cost Reduction in Manufacturing: The streamlined nature of this refining process eliminates the need for expensive chromatographic purification columns or excessive solvent exchanges that are common in lower-yield protocols. By relying on a straightforward crystallization mechanism using commercially available solvents like ethyl acetate and ethanol, the process minimizes the consumption of high-cost specialty reagents. This simplification of the unit operations translates into substantial cost savings in terms of both material procurement and waste treatment, as the solvent systems used are easier to recover and recycle compared to more exotic chemical mixtures. Consequently, the overall cost of goods sold is optimized, providing a buffer against market fluctuations in raw material pricing.
- Enhanced Supply Chain Reliability: The robustness of this two-step refining method ensures a consistent and reliable supply of high-purity Rivaroxaban, which is critical for maintaining uninterrupted production schedules for downstream drug manufacturers. Unlike synthetic routes that are sensitive to minor variations in reaction conditions and often result in batch-to-batch variability, this crystallization-based approach offers a high degree of process control and predictability. This reliability reduces the risk of supply shortages and allows for more accurate forecasting of inventory levels, enabling procurement teams to negotiate better terms with logistics providers and ensure timely delivery to global markets.
- Scalability and Environmental Compliance: The process is inherently scalable, having been validated for large-scale industrial production ranging from pilot plants to multi-ton commercial facilities without loss of efficiency. The use of common organic solvents facilitates easier compliance with environmental regulations regarding volatile organic compound (VOC) emissions, as established abatement technologies can be effectively employed. Furthermore, the high purity of the final product reduces the burden on quality control laboratories, as fewer re-tests and investigations are required to verify compliance with pharmacopeial standards, thereby accelerating the release of batches for distribution.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation and benefits of this specific Rivaroxaban refining technology. These insights are derived directly from the experimental data and beneficial effects reported in the patent literature, providing a clear understanding of the process capabilities. Understanding these details is crucial for technical teams evaluating the feasibility of adopting this method for their own manufacturing lines or for procurement specialists assessing the quality of potential suppliers.
Q: What is the maximum purity achievable with this refining method?
A: According to the technical data in patent CN107778303B, the two-step refining process can achieve a purity of over 99.6%, with single impurity content controlled below 0.1%, meeting stringent ICH guidelines.
Q: Which solvents are most effective for the crystallization step?
A: The patent identifies hot ethanol (50-60°C), acetone, and petroleum ether as effective crystallization solvents, with hot ethanol being particularly preferred for optimizing yield and crystal morphology.
Q: How does this method compare to previous synthetic routes in terms of yield?
A: While prior art synthetic routes reported yields as low as 39.3% to 66.0%, this refining method applied to crude material (85% purity) recovers over 80% of the material in high-purity form, significantly reducing material loss.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Rivaroxaban Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition from patent data to commercial reality requires a partner with deep technical expertise and a commitment to quality excellence. Our CDMO capabilities are specifically designed to handle complex refining pathways such as the one described in CN107778303B, ensuring that the theoretical benefits of high yield and purity are realized in actual production. We possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, utilizing state-of-the-art crystallization equipment and rigorous QC labs to maintain stringent purity specifications. Our team is dedicated to optimizing these processes to meet the specific needs of our global clients, ensuring that every batch of Rivaroxaban we supply meets the highest international standards for safety and efficacy.
We invite pharmaceutical companies and procurement leaders to engage with us for a Customized Cost-Saving Analysis that evaluates how implementing this advanced refining technology can impact your specific supply chain economics. By contacting our technical procurement team, you can request specific COA data and route feasibility assessments tailored to your volume requirements and quality targets. We are committed to fostering long-term partnerships built on transparency, technical superiority, and reliable delivery, positioning ourselves as your trusted ally in the competitive landscape of anticoagulant manufacturing.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →