Revolutionizing Pharmaceutical Intermediate Production: Green Synthesis of High-Purity 3-Hydroxyisoindolones at Commercial Scale
This technical report analyzes Chinese Patent CN110590641B, which discloses a novel green preparation method for 3-hydroxyisoindol-1-one series compounds, a class of heterocyclic structures found in bioactive natural products such as capsaicin. The patented process represents a significant advancement in sustainable chemical synthesis by eliminating traditional organic solvents and metal catalysts while maintaining high product purity and yield. This innovation addresses critical challenges in pharmaceutical intermediate manufacturing, offering a scalable solution that aligns with global environmental regulations and industry demands for greener production methods. The method's operational simplicity and cost-effectiveness make it particularly attractive for commercial adoption by pharmaceutical and fine chemical manufacturers seeking to enhance their sustainable manufacturing capabilities without compromising on product quality or process efficiency.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
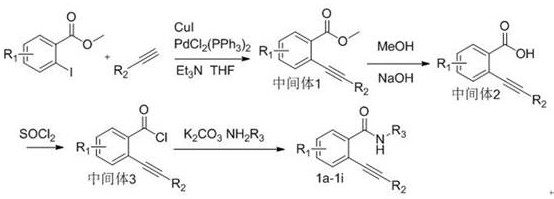
Traditional synthesis routes for 3-hydroxyisoindol-1-one compounds typically rely on palladium-catalyzed intramolecular cyclization processes that require expensive transition metal catalysts, specialized ligands, and organic solvents such as isopropanol. These methods involve multiple reaction steps, generate significant metal-containing waste streams requiring costly removal processes, and often produce lower yields due to side reactions and catalyst deactivation. The use of metal catalysts creates additional purification challenges that increase production costs and extend manufacturing timelines, while the organic solvents employed pose environmental and safety concerns that complicate regulatory compliance. Furthermore, the narrow substrate scope of conventional methods limits their applicability across diverse molecular structures, forcing manufacturers to develop customized processes for each compound variant, which significantly increases R&D expenditure and delays time-to-market for new pharmaceutical candidates.
The Novel Approach
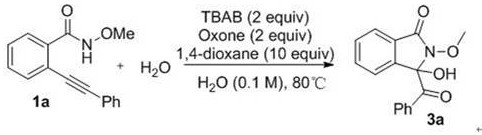
The patented method (CN110590641B) overcomes these limitations through an innovative one-step synthesis that utilizes water as the sole solvent, eliminating the need for organic solvents entirely. By employing bromide salts as bromine sources and persulfate inorganic salts as oxidants under mild reaction conditions (60-80°C for 6-12 hours), the process achieves high-yielding conversion of 2-alkynyl benzamides to 3-hydroxyisoindol-1-one derivatives without metal catalysts or acidic/basic additives. This approach demonstrates remarkable substrate versatility across various substituent patterns including electron-withdrawing and electron-donating groups, enabling the production of diverse compound variants from a single standardized process. The elimination of transition metals removes costly purification steps while the aqueous reaction medium simplifies waste treatment, resulting in a more environmentally sustainable process that maintains high product purity (as evidenced by NMR data in implementation examples) and reduces overall manufacturing complexity.
Mechanistic Insights into Bromide-Mediated Cyclization Process
The reaction mechanism involves a bromide-mediated cyclization process where the bromide salt (e.g., TBAB) serves as both bromine source and phase-transfer catalyst, facilitating the formation of a key bromoalkyne intermediate that undergoes intramolecular nucleophilic attack by the amide nitrogen. This cyclization is promoted by the persulfate oxidant which generates reactive oxygen species that drive the oxidation step necessary for aromatization to the final 3-hydroxyisoindolone structure. The aqueous reaction medium plays a critical role in stabilizing reactive intermediates while preventing unwanted side reactions that commonly occur in organic solvents. The mechanism proceeds through a series of well-defined steps including bromination, cyclization, and oxidation, all occurring in a single reaction vessel without intermediate isolation, which contributes to the high efficiency and yield observed across diverse substrate examples.
Impurity control is achieved through the precise balance of reaction components and conditions that minimize side reactions. The use of water as solvent prevents common impurities associated with organic solvents, while the controlled addition of bromide source and oxidant prevents over-bromination or oxidation byproducts. The mild temperature range (60-80°C) avoids thermal degradation pathways that could generate impurities, and the specific concentration of 0.1M for the substrate ensures optimal reaction kinetics without concentration-driven side reactions. The process consistently delivers high-purity products as demonstrated by NMR data across multiple examples, with purification achieved through simple extraction and column chromatography rather than complex multi-step purification protocols required by conventional methods.
How to Synthesize 3-Hydroxyisoindolones Efficiently
This patented process provides a streamlined approach to synthesizing 3-hydroxyisoindolone derivatives through a one-pot reaction that begins with commercially available 2-alkynyl benzamide substrates. The methodology represents a significant improvement over traditional multi-step syntheses by eliminating transition metal catalysts and organic solvents while maintaining high yields and purity across diverse structural variants. The following standardized procedure details the implementation of this green synthesis method, which has been validated across multiple substrate types including phenyl, naphthyl, and heteroaryl derivatives with various substituent patterns.
- Prepare the reaction mixture by combining 2-alkynyl benzamide substrate (1.0 weight part) with bromide source (2.0 weight parts), persulfate oxidant (2.0 weight parts), water solvent (to achieve 0.1M concentration), and additive (10 weight parts) under air atmosphere.
- Conduct the reaction at controlled temperature between 60°C and 80°C for duration of 6 to 12 hours with magnetic stirring, monitoring completion via TLC analysis throughout the process.
- Perform workup by extracting with ethyl acetate, drying organic phase over anhydrous sodium sulfate, filtering, concentrating under reduced pressure, and purifying final product through flash column chromatography.
Commercial Advantages for Procurement and Supply Chain Teams
This innovative synthesis method addresses critical pain points in pharmaceutical intermediate manufacturing by delivering a more sustainable, cost-effective production process that enhances supply chain resilience while maintaining the high quality standards required for pharmaceutical applications. The elimination of expensive catalysts and hazardous solvents creates immediate cost advantages while improving environmental compliance, making this process particularly valuable for manufacturers seeking to modernize their production capabilities without significant capital investment.
- Cost Reduction in Manufacturing: The elimination of transition metal catalysts removes both the direct material costs associated with expensive palladium complexes and the substantial downstream processing costs required for metal removal and waste treatment. The use of water as the sole solvent eliminates solvent purchase costs and simplifies waste stream management, while the simplified one-step process reduces labor and equipment utilization expenses compared to conventional multi-step syntheses. These combined factors create significant cost savings without requiring major capital investments or process revalidation.
- Enhanced Supply Chain Reliability: The reliance on readily available starting materials including common bromide salts and persulfate oxidants ensures stable supply chains with multiple sourcing options, reducing vulnerability to single-source dependencies that often plague specialty chemical manufacturing. The aqueous-based process eliminates concerns about solvent availability fluctuations while the broad substrate compatibility allows manufacturers to produce multiple compound variants using identical equipment and procedures, enhancing production flexibility and responsiveness to changing market demands.
- Scalability and Environmental Compliance: The mild reaction conditions (60-80°C) and aqueous medium enable straightforward scale-up from laboratory to commercial production without requiring specialized high-pressure or cryogenic equipment. The elimination of hazardous materials simplifies regulatory compliance with environmental protection standards while reducing waste treatment costs. The process generates minimal byproducts that are easily separated through standard extraction techniques, resulting in a cleaner manufacturing profile that aligns with global sustainability initiatives and reduces the environmental footprint of pharmaceutical intermediate production.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial concerns regarding implementation of this patented green synthesis method for 3-hydroxyisoindolone production.
Q: How does this aqueous-phase synthesis improve upon traditional palladium-catalyzed methods for producing isoindolone intermediates?
A: This patented method eliminates expensive transition metal catalysts and organic solvents entirely while maintaining high product purity. By using water as the sole solvent with bromide salts as bromine sources and persulfate oxidants, it removes costly metal removal steps and hazardous waste streams associated with conventional palladium-catalyzed processes that require isopropanol solvent.
Q: What supply chain advantages does this green synthesis method offer for pharmaceutical manufacturers?
A: The process relies on readily available starting materials including common bromide salts and persulfate oxidants with multiple sourcing options, reducing vulnerability to single-source dependencies. The aqueous-based system eliminates solvent availability concerns while broad substrate compatibility enables production of multiple compound variants using identical equipment and procedures.
Q: How does this method address scalability challenges in pharmaceutical intermediate manufacturing?
A: The mild reaction conditions (60-80°C) and aqueous medium enable straightforward scale-up from laboratory to commercial production without requiring specialized high-pressure or cryogenic equipment. Minimal byproduct formation simplifies purification while maintaining stringent purity specifications required for pharmaceutical applications.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 3-Hydroxyisoindolone Supplier
Our company brings extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring seamless transition from laboratory validation to full-scale manufacturing while maintaining stringent purity specifications through our rigorous QC labs. This patented green synthesis represents just one example of our commitment to developing innovative manufacturing solutions that balance technical excellence with commercial viability for complex pharmaceutical intermediates. Our technical team has successfully implemented similar aqueous-based processes across multiple product lines, demonstrating our capability to deliver high-quality intermediates that meet the most demanding pharmaceutical standards while optimizing production economics.
We invite you to request a Customized Cost-Saving Analysis from our technical procurement team to evaluate how this green synthesis approach can benefit your specific manufacturing requirements. Contact us to obtain specific COA data and route feasibility assessments tailored to your production needs, enabling you to make informed decisions about integrating this innovative technology into your supply chain.