Advanced Imazethapyr Manufacturing: A Technical Breakthrough in Herbicide Synthesis and Scalability
Introduction to Next-Generation Imazethapyr Synthesis
The global demand for high-efficiency, broad-spectrum herbicides continues to drive innovation in agrochemical manufacturing, particularly for key active ingredients like Imazethapyr. A pivotal advancement in this sector is detailed in patent CN112142713A, which discloses a robust and highly selective synthesis method starting from 5-ethylpyridine-2,3-dicarboxylic acid. This technical breakthrough addresses long-standing challenges in the industry, specifically focusing on yield optimization, impurity control, and process scalability. By shifting away from cumbersome hydrolysis routes towards a streamlined anhydride-mediated pathway, this method offers a compelling value proposition for manufacturers seeking to enhance their production capabilities.
The core innovation lies in the strategic generation of a mono-ester intermediate, designated as Structure (I), which serves as a precise precursor for the final cyclization. This approach not only accelerates reaction kinetics but also ensures exceptional stereochemical control, effectively eliminating the formation of unwanted isomers that often plague conventional syntheses. For R&D directors and process engineers, this represents a significant leap forward in achieving consistent, high-purity batches suitable for stringent regulatory standards in major agricultural markets.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial production of Imazethapyr has been hindered by several inefficient pathways that impose heavy burdens on both cost and environmental compliance. For instance, earlier patents such as CN102453022 describe routes involving the hydrolysis of nitrile intermediates, a process characterized by excessively long reaction periods and complex multi-step sequences that inevitably lead to substantial material loss. Furthermore, methods reported in documents like US4861887 often suffer from severe downstream processing issues, including the generation of large volumes of wastewater and the formation of products with uncertain crystal forms that are notoriously difficult to filter and dry.
Additionally, alternative synthetic strategies utilizing reagents such as diketene or phosphoric acid have been documented to create overwhelming pressure on three-waste treatment facilities due to the toxicity and volume of byproducts generated. Some low-temperature routes requiring conditions as extreme as -70°C necessitate specialized cryogenic equipment, driving up capital expenditure and operational complexity to unsustainable levels. These legacy processes collectively result in higher production costs, inconsistent product quality, and significant environmental liabilities that modern manufacturers are eager to avoid.
The Novel Approach
In stark contrast, the methodology outlined in patent CN112142713A introduces a refined synthetic logic that prioritizes atom economy and operational simplicity. The process initiates with the activation of 5-ethylpyridine-2,3-dicarboxylic acid using acetic anhydride to form a reactive anhydride, followed by a controlled alcoholysis step to yield the critical mono-ester intermediate. This sequence allows for mild reaction conditions, typically ranging between 30°C and 50°C for anhydride formation and -10°C to 10°C for esterification, thereby removing the need for extreme thermal management systems.
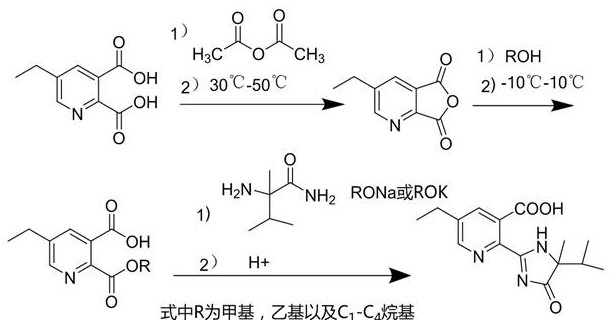
The subsequent cyclization with 2-amino-2,3-dimethylbutanamide under alkaline conditions proceeds with high conversion rates, yielding the sodium salt of Imazethapyr which is easily isolated via pH adjustment. This novel route drastically simplifies the post-treatment workflow, as the product exhibits excellent crystallinity and filtration properties, directly addressing the turbidity and particle size issues associated with older methods. By streamlining the synthesis into fewer, more efficient steps, this approach offers a clear pathway to reducing overall manufacturing costs while simultaneously improving the environmental footprint of the production facility.
Mechanistic Insights into Anhydride-Mediated Cyclization
The chemical elegance of this synthesis lies in the precise control of reactivity through the formation of the mixed anhydride intermediate. When 5-ethylpyridine-2,3-dicarboxylic acid reacts with acetic anhydride, the resulting cyclic or linear anhydride species possesses heightened electrophilicity at the carbonyl carbons, making them susceptible to nucleophilic attack. However, the true mastery of this process is observed in the subsequent alcoholysis step, where the reaction temperature is strictly maintained between -10°C and 10°C. This thermal constraint is critical for kinetic control, ensuring that the alcohol nucleophile attacks only one of the carbonyl groups to form the mono-ester (Structure I) rather than proceeding to the di-ester, which would be a dead-end byproduct.
Following the isolation or in-situ generation of the mono-ester, the mechanism shifts to a base-promoted cyclization. The addition of strong alkoxides (RONa or ROK) deprotonates the amide nitrogen of 2-amino-2,3-dimethylbutanamide, generating a potent nucleophile that attacks the remaining ester carbonyl. This intramolecular condensation closes the imidazolinone ring, forming the core heterocyclic structure of Imazethapyr. The use of aromatic solvents like toluene or xylene facilitates this high-temperature step (100-120°C) by providing a stable medium that supports the transition state without participating in side reactions, ultimately leading to the high selectivity and yield reported in the patent data.
How to Synthesize Imazethapyr Efficiently
Implementing this synthesis route requires careful attention to stoichiometry and thermal profiles to maximize the benefits of the anhydride pathway. The process begins with the activation of the pyridine dicarboxylic acid, followed by the critical low-temperature esterification to secure the mono-substituted intermediate. Once this precursor is established, the final cyclization and acidification steps allow for the rapid isolation of the target herbicide. For process chemists looking to adopt this technology, the following guide outlines the standardized operational parameters derived from the patent examples to ensure reproducible high-quality results.
- React 5-ethylpyridine-2,3-dicarboxylic acid with acetic anhydride at 30-50°C to form the reactive anhydride intermediate.
- Perform selective mono-esterification by reacting the anhydride with alcohol (ROH) at low temperatures (-10°C to 10°C) to generate Structure (I).
- Execute cyclization with 2-amino-2,3-dimethylbutanamide under alkaline conditions (100-120°C), followed by acidification to isolate the final product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain leaders, the adoption of this novel synthesis method translates into tangible strategic advantages beyond mere technical specifications. The elimination of isomer formation is perhaps the most significant cost driver, as it removes the necessity for expensive and time-consuming chiral separations or repeated recrystallizations that typically erode profit margins in agrochemical production. Furthermore, the mild reaction conditions imply that existing standard stainless-steel reactors can be utilized without the need for costly upgrades to cryogenic or high-pressure vessels, thereby lowering the barrier to entry for scale-up and reducing capital depreciation costs.
- Cost Reduction in Manufacturing: The streamlined nature of this process directly impacts the bottom line by minimizing raw material consumption and utility usage. By avoiding the use of hazardous reagents like chlorine or phosphoric acid found in older routes, the facility saves significantly on safety handling costs and specialized waste disposal fees. The high reaction yield ensures that the input cost per kilogram of active ingredient is optimized, allowing for more competitive pricing in the global market while maintaining healthy margins.
- Enhanced Supply Chain Reliability: The robustness of the reaction conditions contributes to greater batch-to-batch consistency, which is vital for maintaining uninterrupted supply to downstream formulators. Since the process does not rely on exotic catalysts or hard-to-source reagents, the risk of supply disruption due to raw material shortages is substantially mitigated. This reliability ensures that production schedules can be met with greater certainty, fostering stronger long-term partnerships with key agricultural clients who depend on timely herbicide availability.
- Scalability and Environmental Compliance: From a sustainability perspective, the reduction in wastewater volume and the absence of heavy metal contaminants simplify the effluent treatment process, ensuring compliance with increasingly strict environmental regulations. The ease of product separation and filtration means that cycle times in the production plant can be shortened, effectively increasing the annual throughput capacity without expanding the physical footprint of the facility. This scalability is essential for meeting surging seasonal demand in the agrochemical sector.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this Imazethapyr synthesis route. These insights are derived directly from the experimental data and process descriptions provided in the patent literature, offering clarity on how this method compares to established industry standards. Understanding these nuances is critical for stakeholders evaluating the feasibility of technology transfer or procurement partnerships.
Q: How does the new anhydride route improve product purity compared to traditional methods?
A: The novel process utilizes a selective mono-esterification step at low temperatures which effectively prevents the formation of di-ester byproducts and structural isomers. This inherent selectivity eliminates the need for complex purification steps often required in older hydrolysis-based routes, resulting in product content consistently exceeding 98%.
Q: What are the specific reaction conditions required for the cyclization step?
A: The cyclization reaction between the mono-ester intermediate and 2-amino-2,3-dimethylbutanamide requires alkaline conditions, typically using alkoxides like sodium methoxide or ethoxide. The reaction is conducted at elevated temperatures between 100°C and 120°C in aromatic solvents such as toluene or xylene to ensure complete conversion.
Q: Does this synthesis method offer advantages in waste treatment and environmental compliance?
A: Yes, the process significantly reduces the 'three wastes' (waste water, gas, and solids) compared to prior art methods that utilize harsh reagents like phosphoric acid or generate excessive saline wastewater. The use of recoverable organic solvents and the avoidance of heavy metal catalysts simplify the effluent treatment process, aligning with stricter environmental regulations.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Imazethapyr Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition to advanced synthesis routes like the one described in CN112142713A requires a partner with deep technical expertise and proven manufacturing capabilities. As a leading CDMO, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of this novel chemistry are fully realized in a commercial setting. Our facilities are equipped with rigorous QC labs and adhere to stringent purity specifications, guaranteeing that every batch of Imazethapyr meets the exacting standards required for global agrochemical registration.
We invite potential partners to engage with our technical team to explore how this optimized synthesis can drive value for your specific supply chain needs. By requesting a Customized Cost-Saving Analysis, you can gain a detailed understanding of the economic impact of switching to this high-efficiency route. We encourage you to contact our technical procurement team today to obtain specific COA data and comprehensive route feasibility assessments tailored to your production goals.