Revolutionizing Dipeptide Synthesis: Scalable MOF-Cu Catalysis for High-Purity Intermediates
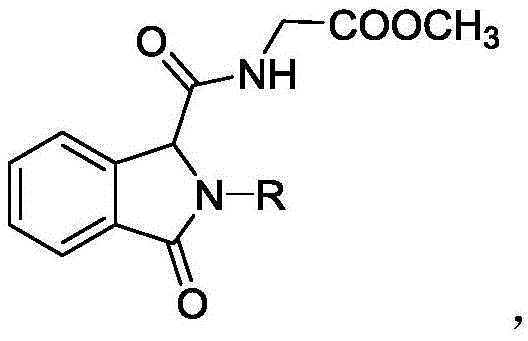
The landscape of fine chemical synthesis is constantly evolving, driven by the need for more sustainable, efficient, and scalable methodologies. A groundbreaking advancement in this sector is detailed in Chinese Patent CN110372774B, which introduces a novel synthetic route for isoindolinone-substituted α-acyloxyamide dipeptide derivatives. This technology leverages a sophisticated Metal-Organic Framework copper catalyst (MOF-Cu) to facilitate a three-component Ugi reaction under remarkably mild conditions. For R&D directors and procurement specialists seeking reliable agrochemical intermediate suppliers, this patent represents a significant leap forward. The process utilizes readily available starting materials—aldehydes, amines, and isonitriles—to construct complex dipeptide scaffolds in a single pot. By operating at room temperature in green solvents like methanol or ethanol, this method addresses critical pain points in traditional peptide synthesis, such as energy consumption and hazardous waste generation. The ability to selectively synthesize these bioactive structures with high purity positions this technology as a cornerstone for next-generation pharmaceutical and agrochemical manufacturing.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of dipeptide derivatives and related heterocyclic compounds has been fraught with challenges that hinder industrial scalability and cost-efficiency. Traditional pathways often rely on multi-step sequences that require stringent reaction conditions, including extreme temperatures, high pressures, or the use of toxic heavy metal catalysts that are difficult to remove from the final product. These legacy methods frequently suffer from poor atom economy, generating substantial amounts of chemical waste that complicate downstream purification and environmental compliance. Furthermore, the substrates used in conventional approaches can be complex and expensive, leading to volatile supply chains and unpredictable lead times for high-purity intermediates. The operational complexity of these older techniques often necessitates specialized equipment and rigorous safety protocols, driving up the overall cost of goods sold (COGS) and limiting the feasibility of commercial scale-up for complex polymer additives or active pharmaceutical ingredients.
The Novel Approach
In stark contrast, the methodology outlined in CN110372774B offers a streamlined, one-pot solution that dramatically simplifies the production workflow. By employing a MOF-Cu catalyst, the reaction proceeds efficiently at room temperature, eliminating the need for energy-intensive heating or cooling systems. This approach not only reduces the carbon footprint of the manufacturing process but also enhances operator safety by avoiding hazardous thermal conditions. The use of common solvents such as methanol, ethanol, or water further underscores the green chemistry credentials of this innovation, facilitating easier solvent recovery and recycling. Crucially, the MOF-Cu catalyst is heterogeneous, meaning it can be easily separated from the reaction mixture via simple filtration, allowing for immediate reuse without significant loss of activity. This robustness translates directly into cost reduction in agrochemical intermediate manufacturing, as the catalyst expense is amortized over multiple batches, providing a distinct competitive advantage in the global market.
Mechanistic Insights into MOF-Cu Catalyzed Ugi Reaction
The core of this technological breakthrough lies in the unique properties of the MOF-Cu catalyst, which is constructed from divalent copper ions and terphenyltetracarboxylic acid. This organic-metallic framework acts as a highly effective Lewis acid, activating the carbonyl components of the aldehyde and facilitating the nucleophilic attack by the amine and isonitrile species. The porous structure of the MOF provides a confined environment that enhances the local concentration of reactants, thereby accelerating the reaction kinetics while maintaining high chemoselectivity. This mechanistic pathway ensures that the formation of the isoindolinone ring occurs smoothly alongside the peptide bond formation, resulting in the desired α-acyloxyamide architecture with minimal side reactions. The stability of the copper coordination within the framework prevents metal leaching, a common issue with homogeneous catalysts that can contaminate the final product and compromise its suitability for sensitive biological applications.

From an impurity control perspective, this catalytic system offers superior performance compared to traditional acid-catalyzed methods. The specific geometry of the MOF pores likely imposes steric constraints that favor the formation of the target diastereomer while suppressing the generation of unwanted by-products. This inherent selectivity reduces the burden on downstream purification processes, such as column chromatography or recrystallization, which are often the most costly and time-consuming stages of production. By minimizing the impurity profile at the source, manufacturers can achieve higher overall yields and consistent quality batch-after-batch. This level of control is essential for meeting the stringent purity specifications required by regulatory bodies for both pharmaceutical intermediates and agrochemical active ingredients, ensuring that the final products are safe and effective for their intended use.
How to Synthesize Isoindolinone Dipeptide Derivatives Efficiently
The synthesis protocol described in the patent is designed for operational simplicity and robustness, making it ideal for translation from the laboratory bench to pilot plant and full-scale production. The process begins with the preparation of the aldehyde component, followed by the sequential addition of reagents to the reactor containing the MOF-Cu catalyst. The reaction is monitored via TLC until completion, typically within 12 to 24 hours, after which the catalyst is recovered for future use. The detailed standardized synthesis steps below outline the precise molar ratios, solvent choices, and workup procedures necessary to replicate the high yields reported in the patent data. Adhering to these guidelines ensures optimal performance and reproducibility, allowing chemical engineers to confidently integrate this route into their existing manufacturing infrastructure.
- Preparation of Methyl 2-formylbenzoate: React 2-formylbenzoic acid with ethanol and concentrated sulfuric acid at 10-90°C, followed by standard post-treatment.
- Reaction Setup: Dissolve methyl 2-formylbenzoate and the chosen amine (alkyl or aryl) in methanol, ethanol, or water at room temperature.
- Catalysis and Isolation: Add the MOF-Cu catalyst and isonitrile last. Stir for 12-24 hours, filter the reusable catalyst, remove solvent, and purify via column chromatography.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this MOF-Cu catalyzed process offers tangible strategic benefits that extend beyond mere technical novelty. The primary advantage lies in the drastic simplification of the supply chain for raw materials; the reliance on commodity chemicals like methyl 2-formylbenzoate, various amines, and isonitriles means that sourcing is straightforward and less susceptible to geopolitical disruptions. Furthermore, the elimination of expensive transition metal catalysts that cannot be recovered significantly lowers the direct material costs associated with production. The ability to run the reaction at ambient temperature also translates into substantial energy savings, reducing the utility load on manufacturing facilities and contributing to corporate sustainability goals. These factors combined create a resilient and cost-effective supply model that can withstand market fluctuations better than traditional synthetic routes.
- Cost Reduction in Manufacturing: The economic impact of this technology is driven largely by the reusability of the MOF-Cu catalyst. Since the catalyst can be filtered, washed, and reused multiple times without degradation, the effective cost per kilogram of catalyst consumed is negligible compared to single-use homogeneous catalysts. Additionally, the high atom economy of the Ugi reaction ensures that the majority of the starting mass ends up in the final product, minimizing waste disposal fees. The simplified workup procedure, which avoids complex extraction or neutralization steps, further reduces labor and processing time, leading to a leaner and more profitable manufacturing operation.
- Enhanced Supply Chain Reliability: By utilizing a robust catalytic system that tolerates a wide range of substrates, manufacturers can diversify their product portfolio without needing entirely new production lines. The mild reaction conditions reduce the risk of runaway reactions or equipment failure, ensuring consistent uptime and reliable delivery schedules for customers. This reliability is crucial for maintaining long-term contracts with major agrochemical and pharmaceutical companies that demand uninterrupted supply of critical intermediates. The scalability of the process, demonstrated by successful scale-up experiments in the patent, assures partners that volume requirements can be met as market demand grows.
- Scalability and Environmental Compliance: The use of green solvents like ethanol and water aligns perfectly with increasingly strict environmental regulations regarding volatile organic compound (VOC) emissions. This compliance reduces the need for expensive abatement equipment and minimizes the risk of regulatory fines. Moreover, the solid nature of the MOF catalyst simplifies waste management, as spent catalyst can often be regenerated or disposed of more safely than liquid acidic or basic waste streams. This environmental stewardship enhances the brand reputation of the manufacturer and opens up markets in regions with rigorous ecological standards.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthetic methodology. These answers are derived directly from the experimental data and beneficial effects reported in the patent documentation, providing a clear understanding of the technology's capabilities and limitations. Understanding these details is vital for technical teams evaluating the feasibility of adopting this route for their specific product pipelines.
Q: What are the primary advantages of using MOF-Cu catalyst over traditional methods for dipeptide synthesis?
A: The MOF-Cu catalyst enables the reaction to proceed under mild room temperature conditions with high efficiency and selectivity. Unlike traditional methods that often require harsh conditions or complex multi-step sequences, this approach offers a one-pot solution with a reusable catalyst, significantly simplifying the workflow and reducing waste.
Q: Can the MOF-Cu catalyst be recycled for industrial scale production?
A: Yes, the patent data confirms that the MOF-Cu catalyst maintains its structural integrity and catalytic activity after filtration and washing. It has been demonstrated to be reusable for at least six cycles without significant loss in yield, making it highly suitable for cost-effective large-scale manufacturing.
Q: What is the biological application potential of these isoindolinone derivatives?
A: These derivatives exhibit significant inhibitory activity against key agricultural pathogens, including Penicillium digitatum, Penicillium italicum, and Rhizoctonia solani. This makes them valuable candidates for development as novel fungicides or agrochemical intermediates.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Isoindolinone Dipeptide Derivatives Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of the MOF-Cu catalyzed Ugi reaction for producing high-value dipeptide intermediates. As a leading CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your project transitions smoothly from gram-scale optimization to industrial reality. Our state-of-the-art facilities are equipped with rigorous QC labs capable of verifying stringent purity specifications, guaranteeing that every batch meets the exacting standards required for agrochemical and pharmaceutical applications. We are committed to leveraging this advanced catalytic technology to deliver superior quality intermediates that drive your innovation forward.
We invite you to collaborate with us to explore the full commercial potential of these isoindolinone derivatives. Our technical procurement team is ready to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements and quality needs. Please contact us today to request specific COA data and route feasibility assessments, and let us demonstrate how our expertise in green catalysis can optimize your supply chain and reduce your overall manufacturing costs.