Advanced Metal-Free Synthesis of Trifluoromethyl 1,2,4-Triazines for Commercial Scale-Up
Advanced Metal-Free Synthesis of Trifluoromethyl 1,2,4-Triazines for Commercial Scale-Up
The pharmaceutical and agrochemical industries are constantly seeking robust methodologies to construct nitrogen-rich heterocyclic scaffolds, particularly those incorporating fluorine atoms to enhance metabolic stability and bioavailability. A groundbreaking development in this domain is detailed in patent CN116253692A, which discloses a highly efficient preparation method for trifluoromethyl-substituted 1,2,4-triazine compounds. This innovation addresses critical bottlenecks in traditional heterocycle synthesis by utilizing a metal-free [3+3] cycloaddition strategy that operates under remarkably mild conditions. Unlike conventional routes that often demand harsh environments or precious metal catalysis, this novel approach leverages inexpensive inorganic salts and readily available organic precursors to achieve high yields. The strategic incorporation of the trifluoromethyl group not only improves the lipophilicity of the final molecule but also significantly broadens its potential application spectrum in drug discovery.
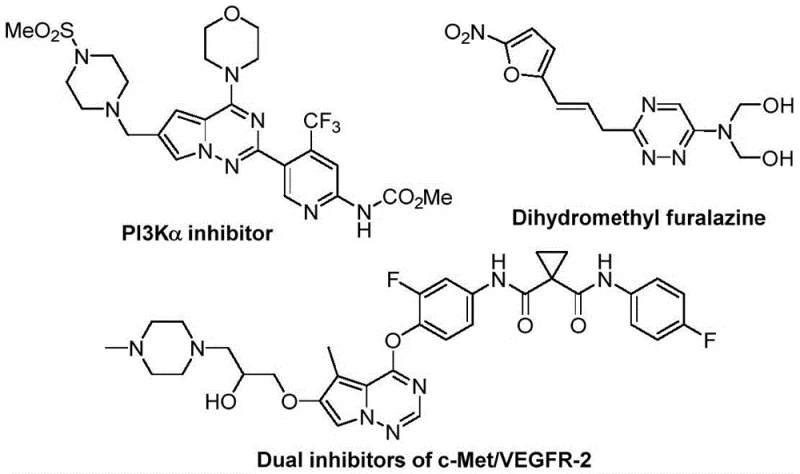
As illustrated in the structural diversity of bioactive molecules, 1,2,4-triazine cores serve as pivotal motifs in various therapeutic agents, ranging from anticancer and antifungal drugs to antihypertensive and antimalarial treatments. The ability to synthesize these cores with high structural flexibility allows medicinal chemists to rapidly explore structure-activity relationships (SAR). The method described in CN116253692A represents a paradigm shift for reliable pharmaceutical intermediate suppliers, offering a pathway that is not only chemically elegant but also commercially viable. By enabling the construction of complex trifluoromethylated heterocycles without the burden of heavy metal contamination, this technology aligns perfectly with the stringent purity specifications required for modern Active Pharmaceutical Ingredients (APIs).
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the construction of 1,2,4-triazine rings has relied heavily on condensation reactions between amidrazones and 1,2-diketones or alkynes, as well as multicomponent reactions involving hydrazides and dicarbonyl compounds. While these classical methods have served the community for decades, they suffer from inherent inefficiencies that hinder large-scale adoption. Traditional protocols frequently necessitate the pre-synthesis of specialized substrates, which adds multiple steps to the overall synthetic route and drastically reduces the overall atom economy. Furthermore, many of these legacy processes require elevated temperatures, strong acidic or basic conditions, and often rely on stoichiometric amounts of oxidants or metal catalysts that are difficult to remove from the final product. The structural diversity achievable through these older methods is also somewhat restricted, limiting the ability of R&D teams to introduce diverse functional groups, such as the critical trifluoromethyl moiety, without extensive optimization.
The Novel Approach
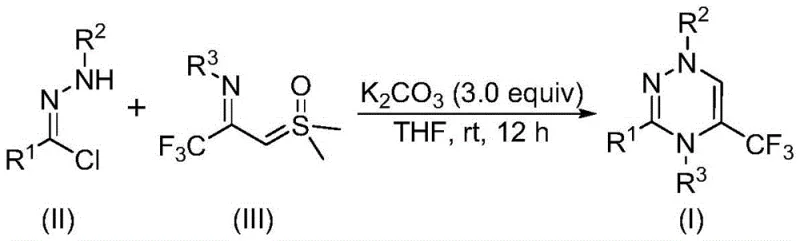
In stark contrast, the methodology presented in the patent introduces a streamlined, one-pot synthesis that bypasses these historical hurdles. By reacting chlorohydrazones with trifluoroacetyl thio ylides in the presence of potassium carbonate, the process achieves rapid cyclization under ambient conditions. This novel approach eliminates the need for inert atmosphere protection, allowing the reaction to proceed smoothly in air, which is a significant operational advantage for manufacturing facilities. The use of potassium carbonate as a promoter is particularly noteworthy; it is an inexpensive, non-toxic, and odorless inorganic salt that effectively drives the reaction forward without introducing toxic metal residues. This shift from complex, multi-step condensations to a direct cycloaddition not only simplifies the workflow but also enhances the safety profile of the manufacturing process, making it an ideal candidate for cost reduction in pharmaceutical intermediate manufacturing.
Mechanistic Insights into Potassium Carbonate-Promoted [3+3] Cycloaddition
The mechanistic elegance of this transformation lies in the synergistic interaction between the nitrile imine intermediate and the sulfur ylide species. Under the promotion of potassium carbonate, the chlorohydrazone precursor undergoes dehydrohalogenation to generate a reactive nitrile imine intermediate in situ. This highly electrophilic species then engages in a concerted [3+3] cycloaddition with the nucleophilic trifluoroacetyl thio ylide. The reaction cascade is driven by the elimination of dimethyl sulfoxide (DMSO), which serves as a thermodynamic sink, pushing the equilibrium towards the formation of the stable 1,2,4-triazine ring system. Alternatively, the patent suggests the reaction may proceed via a stepwise mechanism involving intermolecular nucleophilic addition followed by intramolecular nucleophilic substitution, both pathways converging efficiently to the desired heterocyclic product. This mechanistic flexibility ensures high conversion rates across a broad range of substrate electronic properties.
From an impurity control perspective, the mildness of the reaction conditions plays a crucial role in maintaining high product purity. Because the reaction occurs at room temperature (20-40°C) without aggressive reagents, the formation of thermal degradation byproducts or polymerization side-products is minimized. The absence of transition metals further simplifies the purification landscape, as there is no need for specialized scavenging resins or complex extraction protocols to meet residual metal limits (e.g., ICH Q3D guidelines). The resulting crude mixtures are typically clean enough to be purified via standard silica gel column chromatography, yielding high-purity trifluoromethyl substituted 1,2,4-triazines suitable for downstream biological testing. This level of control over the reaction trajectory is essential for ensuring batch-to-batch consistency in a commercial setting.
How to Synthesize Trifluoromethyl 1,2,4-Triazine Efficiently
The operational simplicity of this synthesis makes it accessible for both laboratory discovery and pilot plant operations. The protocol involves simply mixing the chlorohydrazone, the trifluoroacetyl thio ylide, and 3.0 equivalents of potassium carbonate in an aprotic organic solvent such as tetrahydrofuran (THF). The mixture is then stirred at room temperature for 10 to 14 hours, after which the reaction is deemed complete. Post-treatment is straightforward, involving filtration to remove inorganic salts followed by standard chromatographic purification. For detailed standardized operating procedures and specific molar ratios optimized for different substrates, please refer to the technical guide below.
- Mix chlorohydrazone, trifluoroacetyl thio ylide, and potassium carbonate (3.0 equiv) in THF solvent.
- Stir the reaction mixture at room temperature (20-40°C) under air atmosphere for 10-14 hours.
- Filter the mixture, mix with silica gel, and purify via column chromatography to isolate the target triazine.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this synthetic route offers tangible strategic benefits that extend beyond mere chemical yield. The primary advantage lies in the drastic simplification of the supply chain for raw materials. The starting materials—chlorohydrazones and trifluoroacetyl thio ylides—are derived from commodity chemicals such as acyl chlorides, hydrazines, and trifluoroacetic acid, all of which are globally available in bulk quantities. This abundance ensures a stable supply base and mitigates the risk of shortages that often plague specialty reagent markets. Furthermore, the elimination of noble metal catalysts removes a significant cost center associated with both the purchase of the catalyst and the disposal of metal-laden waste streams.
- Cost Reduction in Manufacturing: The economic impact of this process is profound due to the replacement of expensive catalytic systems with cheap inorganic bases. By utilizing potassium carbonate instead of palladium, copper, or rhodium complexes, manufacturers can achieve substantial cost savings on reagent procurement. Additionally, the mild reaction conditions mean that energy consumption for heating or cooling is negligible compared to traditional high-temperature reflux processes. The simplified workup procedure, which avoids complex metal scavenging steps, further reduces labor costs and solvent usage, leading to a leaner and more cost-effective production model.
- Enhanced Supply Chain Reliability: The robustness of the reaction conditions directly translates to improved supply chain reliability. Since the reaction tolerates air and moisture to a significant extent (proceeding in air atmosphere), the requirement for rigorous inert gas blanketing (nitrogen or argon) is removed. This reduces the dependency on industrial gases and specialized pressure-rated equipment, allowing for more flexible manufacturing scheduling. The short reaction time of 10-14 hours also facilitates faster turnover rates in production vessels, increasing overall plant throughput and reducing lead times for delivering high-purity intermediates to clients.
- Scalability and Environmental Compliance: From an environmental and scalability standpoint, this method is exceptionally green. The avoidance of heavy metals aligns with increasingly strict global environmental regulations regarding wastewater discharge and product contamination. The use of THF, a common and recyclable solvent, further supports sustainable manufacturing practices. The process has been demonstrated to be scalable from gram levels in the lab to larger scales without loss of efficiency, indicating strong potential for commercial scale-up of complex heterocyclic intermediates. This scalability ensures that supply can easily ramp up to meet market demand without requiring extensive process re-engineering.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this trifluoromethyl triazine synthesis technology. These answers are derived directly from the experimental data and technical disclosures found in the patent literature, providing a clear understanding of the process capabilities and limitations for potential partners.
Q: Does this synthesis require expensive heavy metal catalysts?
A: No, the process utilizes inexpensive potassium carbonate as a promoter, completely eliminating the need for costly transition metal catalysts and subsequent heavy metal removal steps.
Q: What are the reaction conditions regarding atmosphere and temperature?
A: The reaction proceeds efficiently at room temperature (20-40°C) under standard air atmosphere, removing the need for inert gas protection or cryogenic cooling.
Q: Is this method suitable for large-scale manufacturing?
A: Yes, the use of cheap, non-toxic reagents and mild conditions makes the process highly scalable from gram levels to multi-ton commercial production.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Trifluoromethyl 1,2,4-Triazine Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of this metal-free synthesis technology for the next generation of therapeutic agents. As a leading CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your project transitions smoothly from benchtop discovery to full-scale manufacturing. Our facility is equipped with rigorous QC labs capable of meeting stringent purity specifications, guaranteeing that every batch of trifluoromethyl 1,2,4-triazine delivered meets the highest industry standards for pharmaceutical applications. We are committed to leveraging this innovative chemistry to provide our clients with a competitive edge in the marketplace.
We invite you to collaborate with us to explore how this efficient synthetic route can optimize your specific drug development pipeline. Our technical team is ready to provide a Customized Cost-Saving Analysis tailored to your target molecule, demonstrating exactly how switching to this protocol can improve your margins. Please contact our technical procurement team today to request specific COA data for our catalog compounds or to discuss route feasibility assessments for your custom synthesis projects.