Advanced Cobalt-Catalyzed Synthesis of Tetrahydro-beta-carbolinones for Commercial Scale-up
Introduction to Next-Generation Heterocyclic Synthesis
The landscape of pharmaceutical intermediate manufacturing is undergoing a significant transformation driven by the need for more sustainable and cost-effective synthetic methodologies. Patent CN115260188A introduces a groundbreaking preparation method for tetrahydro-beta-carbolinone compounds, a privileged scaffold found in numerous bioactive natural products and drug candidates such as the antiviral agent bauerine C and the anxiolytic candidate SL651498. Historically, the construction of this core structure has relied heavily on transition metal palladium catalysis, which presents challenges regarding cost, toxicity, and residual metal removal in final drug substances. This new invention leverages an earth-abundant cobalt catalyst to achieve efficient C-H activated carbonylation, offering a robust alternative that aligns with modern green chemistry principles while maintaining high reaction efficiency and substrate compatibility.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional synthetic routes to access the tetrahydro-beta-carbolinone skeleton have predominantly utilized palladium-catalyzed carbonylation reactions. While effective, these legacy methods suffer from inherent economic and operational drawbacks that hinder their widespread adoption in cost-sensitive manufacturing environments. Palladium is a precious metal with volatile market pricing and supply chain vulnerabilities, making it a less desirable choice for large-scale production of commodity intermediates. Furthermore, palladium cycles often require sophisticated ligand systems to stabilize the active catalytic species, adding another layer of expense and complexity to the process. The removal of trace palladium residues from the final active pharmaceutical ingredient is also a rigorous and costly regulatory requirement, necessitating additional purification steps that reduce overall yield and increase processing time.
The Novel Approach
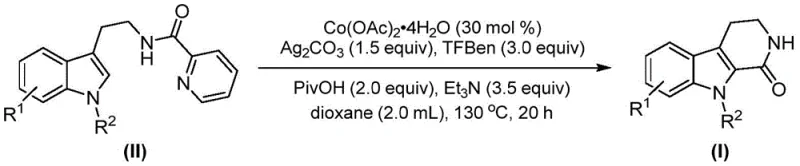
In stark contrast to the palladium-dependent status quo, the methodology disclosed in the patent utilizes a cobalt-catalyzed system that dramatically simplifies the reaction architecture while enhancing economic viability. By employing cobalt acetate tetrahydrate as the catalyst precursor, the process eliminates the reliance on precious metals entirely, substituting them with a base metal that is readily available and inexpensive. The reaction proceeds through a unique C-H activation mechanism that does not require pre-functionalized substrates, thereby improving atom economy and reducing waste generation. The use of a solid carbon monoxide surrogate, specifically 1,3,5-tricarboxylic acid phenol ester, further enhances safety by removing the need for handling toxic CO gas under high pressure. This combination of features results in a streamlined protocol that is not only chemically efficient but also operationally superior for industrial applications.
Mechanistic Insights into Cobalt-Catalyzed C-H Activation Carbonylation
The mechanistic pathway elucidated in the patent reveals a sophisticated cobalt-catalyzed cycle that diverges significantly from traditional palladium-mediated processes. Initially, the cobalt(II) acetate tetrahydrate precursor undergoes oxidation by silver carbonate to generate a highly reactive cobalt(III) species in situ. This active catalyst then coordinates with the tryptamine derivative substrate, facilitating a directed C-H bond activation specifically at the C2 position of the indole ring. Following this crucial activation step, carbon monoxide is released from the solid surrogate, 1,3,5-tricarboxylic acid phenol ester, and inserts into the cobalt-carbon bond to form an acyl-cobalt(III) intermediate. The cycle concludes with a reductive elimination step followed by hydrolysis, which releases the final tetrahydro-beta-carbolinone product and regenerates the catalyst system. This intricate sequence ensures high regioselectivity and minimizes the formation of unwanted byproducts, thereby simplifying downstream purification.
Impurity control is inherently managed through the specificity of the cobalt catalyst and the mild reaction conditions employed. The use of pivalic acid as an additive plays a critical role in facilitating the C-H activation step through a concerted metalation-deprotonation mechanism, which helps to suppress non-selective radical pathways that could lead to complex impurity profiles. Additionally, the choice of silver carbonate as the oxidant ensures a clean oxidation potential that matches the requirements of the cobalt cycle without over-oxidizing sensitive functional groups on the substrate. The reaction temperature of 130°C is optimized to provide sufficient energy for the turnover of the catalytic cycle while avoiding thermal degradation of the product or starting materials. These carefully balanced parameters result in a clean reaction profile that is highly attractive for regulatory compliance in pharmaceutical manufacturing.
How to Synthesize Tetrahydro-beta-carbolinone Efficiently
The synthesis of these valuable heterocyclic compounds is achieved through a one-pot procedure that combines all necessary reagents in a common organic solvent. The process begins by charging a reaction vessel with the cobalt catalyst, oxidant, base, and additives, followed by the addition of the tryptamine derivative and the CO source. The mixture is then heated to reflux conditions for a defined period to ensure complete conversion. Detailed standardized synthesis steps see the guide below.
- Charge a reaction vessel with cobalt acetate tetrahydrate, silver carbonate, pivalic acid, triethylamine, and the tryptamine derivative substrate in dioxane solvent.
- Add the carbon monoxide substitute, 1,3,5-tricarboxylic acid phenol ester, to the mixture under stirring conditions.
- Heat the reaction mixture to 130°C for 20 to 30 hours, then filter and purify the crude product via column chromatography to isolate the target compound.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the transition from palladium to cobalt catalysis offers substantial strategic benefits that extend beyond simple raw material costs. The volatility of precious metal markets often creates budget uncertainty for long-term projects, whereas base metal catalysts provide a stable and predictable cost structure. The elimination of expensive ligands and the use of a solid CO surrogate further reduce the bill of materials, allowing for significant margin improvement in the final product. Moreover, the simplified safety profile associated with avoiding high-pressure gas cylinders reduces the regulatory burden and insurance costs associated with the manufacturing facility. These factors combine to create a more resilient and economically efficient supply chain for high-value pharmaceutical intermediates.
- Cost Reduction in Manufacturing: The replacement of palladium with cobalt acetate represents a drastic reduction in catalyst costs, as cobalt is orders of magnitude cheaper than precious metals. This switch also removes the necessity for costly phosphine ligands, which are often air-sensitive and require special handling storage conditions. The overall reduction in reagent costs directly translates to a lower cost of goods sold, enabling more competitive pricing for the final API intermediate. Furthermore, the simplified workup procedure involving filtration and standard chromatography reduces labor and solvent consumption, contributing to additional operational savings.
- Enhanced Supply Chain Reliability: Cobalt salts and the requisite organic additives are commodity chemicals with robust global supply chains, ensuring consistent availability even during market disruptions. Unlike specialized palladium catalysts which may have long lead times or single-source dependencies, the reagents for this process can be sourced from multiple vendors worldwide. The use of a solid CO surrogate eliminates the logistical challenges and safety risks associated with transporting and storing compressed carbon monoxide gas. This reliability ensures uninterrupted production schedules and mitigates the risk of delays caused by raw material shortages.
- Scalability and Environmental Compliance: The reaction conditions described are highly amenable to scale-up, having been demonstrated effectively at the gram level with potential for multi-kilogram production. The use of dioxane as a solvent is well-established in the industry, and the reaction does not generate hazardous gaseous byproducts, simplifying waste treatment protocols. The high atom economy of the C-H activation approach minimizes waste generation, aligning with increasingly stringent environmental regulations. This scalability ensures that the process can meet commercial demand without requiring extensive re-engineering of the reaction parameters.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding this novel synthesis method. The answers are derived directly from the experimental data and technical specifications provided in the patent documentation to ensure accuracy and relevance for industry professionals.
Q: What are the advantages of using cobalt over palladium for this synthesis?
A: Cobalt catalysts are significantly more cost-effective and earth-abundant compared to precious palladium metals. Additionally, this method avoids the need for expensive phosphine ligands and high-pressure CO gas, simplifying safety protocols and reducing overall production costs.
Q: What is the substrate scope for this carbonylation reaction?
A: The method exhibits excellent functional group tolerance, accommodating various substituents such as methyl, methoxy, chloro, and bromo groups on the indole ring, as well as different N-substituents including benzyl, phenyl, and allyl groups.
Q: Is this process suitable for large-scale manufacturing?
A: Yes, the patent explicitly demonstrates that the reaction can be scaled to gram-level quantities with high efficiency. The use of standard organic solvents like dioxane and simple workup procedures involving filtration and chromatography supports industrial scalability.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Tetrahydro-beta-carbolinone Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of adopting innovative synthetic technologies to maintain a competitive edge in the global pharmaceutical market. Our team of expert chemists has thoroughly analyzed the cobalt-catalyzed pathway described in patent CN115260188A and is fully prepared to implement this technology for your specific project needs. We possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your transition from lab-scale discovery to industrial manufacturing is seamless. Our state-of-the-art facilities are equipped with rigorous QC labs capable of meeting stringent purity specifications, guaranteeing that every batch of tetrahydro-beta-carbolinone intermediate meets the highest quality standards required for drug development.
We invite you to collaborate with us to leverage this cost-effective and scalable synthesis route for your next-generation therapeutics. By partnering with our technical procurement team, you can request a Customized Cost-Saving Analysis tailored to your specific volume requirements and timeline. We encourage you to reach out today to discuss your project specifics, obtain specific COA data for our reference standards, and receive comprehensive route feasibility assessments. Let us help you optimize your supply chain and accelerate your path to market with our reliable supply of high-quality pharmaceutical intermediates.