Advanced Green Bromination Technology for High-Purity 2-Bromothiophene and Derivatives Manufacturing
Advanced Green Bromination Technology for High-Purity 2-Bromothiophene and Derivatives Manufacturing
The chemical industry is constantly evolving towards more sustainable and efficient synthetic pathways, particularly for critical building blocks like thiophene derivatives. Patent CN101591328A introduces a groundbreaking chemical synthesis process for 2-bromothiophene and its derivatives that addresses long-standing challenges in selectivity, toxicity, and waste management. This innovation is pivotal for manufacturers seeking a reliable agrochemical intermediate supplier or those focused on high-purity pharmaceutical intermediates. The core of this technology lies in a novel bromination system that utilizes pyridine compounds in combination with bromine and oxidizing agents like hydrogen peroxide. By shifting away from traditional, hazardous solvents and non-recyclable reagents, this method achieves yields exceeding 95% with product purity consistently above 99%. For R&D directors and procurement managers alike, understanding the mechanistic advantages of this patent is crucial for optimizing supply chains and reducing the overall cost of goods sold in the production of sulfur-containing heterocycles.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of 2-bromothiophene has been plagued by significant technical and environmental drawbacks that hinder efficient commercial scale-up of complex polymer additives and pharmaceutical precursors. Early methods often relied on elemental bromine in acetic acid, which suffered from poor regioselectivity, leading to difficult-to-separate isomeric mixtures and lower overall yields. Another common approach involved the use of pyridinium tribromide in carbon tetrachloride; while this offered some improvement, the use of carbon tetrachloride is now heavily restricted due to its severe toxicity and ozone-depleting potential, creating massive regulatory hurdles for modern manufacturing facilities. Furthermore, processes utilizing glycol dimethyl ether or simple hydrogen peroxide-hydrobromic acid mixtures often resulted in incomplete reactions and product purities hovering around 95-98%, necessitating expensive and time-consuming purification steps. These legacy methods also failed to address atom economy, as the hydrobromic acid byproduct was typically lost as waste rather than being recycled, driving up raw material costs and increasing the environmental footprint of the synthesis.
The Novel Approach
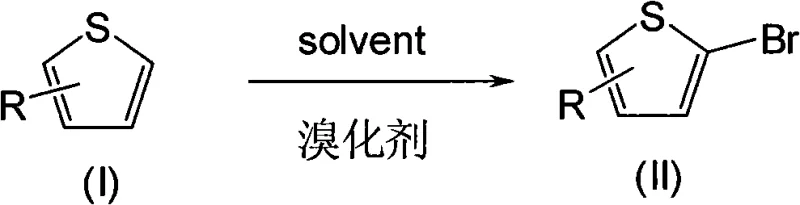
The methodology disclosed in CN101591328A represents a paradigm shift by introducing a versatile brominating agent system based on pyridine compounds, bromine, and hydrogen peroxide in safer chlorinated solvents like chloroform or methylene dichloride. This novel approach drastically simplifies the reaction workflow while enhancing selectivity for the 2-position on the thiophene ring, effectively eliminating the formation of unwanted poly-brominated byproducts. A key differentiator is the ability to recycle the aqueous layer post-reaction; by simply adding hydrogen peroxide or bromine to the separated water phase, the active brominating species can be regenerated for subsequent batches. This closed-loop capability not only reduces the consumption of expensive bromine but also minimizes the volume of hazardous waste requiring treatment. For a reliable pharma intermediates supplier, this translates to a robust, scalable process that delivers superior quality without the ecological liabilities associated with older technologies, ensuring long-term supply continuity.
Mechanistic Insights into Pyridine-Mediated Electrophilic Bromination
The success of this synthesis relies on the precise generation of an electrophilic bromine species stabilized by the pyridine nitrogen lone pair. In this catalytic cycle, the pyridine compound acts as a Lewis base, coordinating with molecular bromine to form a pyridinium-bromide complex that serves as a milder, more controlled source of electrophilic bromine compared to free Br2. This moderation is critical for thiophene substrates, which are highly reactive and prone to over-bromination or ring degradation under harsh conditions. The addition of hydrogen peroxide plays a dual role: it acts as an oxidant to regenerate molecular bromine from hydrobromic acid formed during the substitution, thereby driving the equilibrium forward and maximizing atom economy. Furthermore, the presence of hydrobromic acid in the mixture helps maintain the acidity required to protonate the intermediate sigma-complex, facilitating the restoration of aromaticity and the release of the final 2-bromothiophene product. This intricate balance of reagents ensures that the reaction proceeds smoothly at low temperatures, typically between -20°C and 10°C, preserving the integrity of sensitive functional groups on substituted thiophenes.
Impurity control is inherently built into this mechanism through the high regioselectivity of the pyridine-bromine complex. Unlike free bromine, which can attack multiple positions on the thiophene ring indiscriminately, the bulky pyridinium species sterically hinders attack at the 3, 4, or 5 positions, favoring the kinetically accessible 2-position. This steric guidance results in a crude reaction mixture that is exceptionally clean, often requiring only simple distillation to achieve purity levels greater than 99%. Additionally, the use of chloroform or methylene dichloride as solvents provides an ideal polarity environment that solubilizes both the organic thiophene substrate and the polar pyridinium salts, ensuring homogeneous reaction conditions that prevent localized hot spots of high bromine concentration. For quality control teams, this means a consistent impurity profile with minimal risk of dibromo- or tribromo- contaminants, significantly reducing the analytical burden and ensuring that the final API intermediate meets stringent pharmacopeial standards without extensive chromatographic purification.
How to Synthesize 2-Bromothiophene Efficiently
The operational protocol for this synthesis is designed for ease of execution in standard glass-lined or stainless steel reactors, making it accessible for both pilot plant and full-scale production environments. The process begins by dissolving the thiophene substrate in the chosen chlorinated solvent and cooling the mixture to the specified range, followed by the controlled addition of the pre-mixed or in-situ generated brominating agent. Maintaining strict temperature control during the addition is paramount to preventing exothermic runaways and ensuring the formation of the desired mono-brominated product. Once the addition is complete, the reaction is allowed to stir for a short duration, typically 0.5 to 2 hours, after which the phases are separated.
- Mix thiophene or its derivatives with an organic solvent such as chloroform or methylene dichloride and cool the mixture to a temperature between -50°C and 20°C.
- Slowly add the prepared brominating agent, which consists of a mixture of pyridine compounds, bromine, and optionally hydrogen peroxide or hydrobromic acid, while maintaining strict temperature control.
- After the reaction is complete, separate the organic layer, concentrate it, and perform vacuum distillation to isolate the high-purity 2-bromothiophene product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this patented process offers substantial strategic benefits that extend beyond mere chemical yield. The primary advantage lies in the drastic reduction of raw material costs achieved through the recyclability of the brominating agent system. By recovering and regenerating the active bromine species from the aqueous waste stream, manufacturers can significantly lower their dependency on volatile bromine markets, insulating the production cost from raw material price fluctuations. This efficiency is compounded by the elimination of toxic carbon tetrachloride, which removes the need for specialized containment, disposal, and monitoring protocols associated with hazardous air pollutants, thereby reducing operational overhead and insurance liabilities. Furthermore, the high selectivity of the reaction minimizes the loss of valuable thiophene starting materials to side reactions, ensuring that every kilogram of input translates effectively into saleable output, which is critical for maintaining healthy margins in competitive intermediate markets.
- Cost Reduction in Manufacturing: The ability to recycle the aqueous layer containing pyridine and bromide ions creates a circular economy within the reactor, drastically cutting the consumption of fresh bromine and pyridine reagents. Since bromine is a significant cost driver in halogenation chemistry, recovering it from the waste stream translates directly into improved gross margins without compromising product quality. Additionally, the use of common solvents like chloroform avoids the premium pricing and scarcity issues often associated with specialized green solvents, keeping the bill of materials lean and predictable for financial planning.
- Enhanced Supply Chain Reliability: The reliance on commodity chemicals such as hydrogen peroxide, hydrobromic acid, and pyridine ensures that the supply chain is robust and resistant to disruptions. Unlike processes requiring exotic catalysts or custom-synthesized reagents, the inputs for this method are widely available from multiple global vendors, reducing the risk of single-source bottlenecks. The simplified workup procedure, which involves basic phase separation and distillation, also shortens the batch cycle time, allowing facilities to increase throughput and respond more agilely to fluctuating market demand for thiophene-based building blocks.
- Scalability and Environmental Compliance: From an EHS perspective, replacing carbon tetrachloride with chloroform or methylene dichloride aligns the process with modern environmental regulations, facilitating easier permitting and community acceptance for manufacturing sites. The reduced generation of hazardous waste, coupled with the potential to treat and reuse the aqueous byproduct stream, lowers the total cost of waste disposal and demonstrates a commitment to sustainable manufacturing practices. This environmental stewardship is increasingly becoming a prerequisite for qualifying as a vendor for top-tier multinational pharmaceutical and agrochemical companies who prioritize green chemistry in their supplier audits.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this bromination technology. These insights are derived directly from the experimental data and claims presented in the patent documentation, providing a clear picture of what partners can expect regarding performance and scalability. Understanding these nuances is essential for technical teams evaluating the feasibility of integrating this route into existing production lines or for procurement specialists negotiating supply agreements based on specific quality attributes.
Q: What are the primary advantages of this bromination method over traditional carbon tetrachloride processes?
A: This method replaces highly toxic carbon tetrachloride with safer solvents like chloroform or methylene dichloride, significantly reducing environmental hazards and regulatory compliance burdens while maintaining high product purity above 99%.
Q: How does the pyridine-hydrogen peroxide system improve atom economy?
A: The system allows for the regeneration of the brominating agent. The aqueous layer containing pyridine and bromide ions can be recycled by adding hydrogen peroxide or bromine, minimizing waste discharge and raw material consumption.
Q: Is this process suitable for large-scale commercial production of thiophene derivatives?
A: Yes, the process utilizes readily available raw materials and operates under mild conditions (-20°C to 10°C), making it highly scalable for industrial manufacturing of complex pharmaceutical and agrochemical intermediates.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 2-Bromothiophene Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical role that high-quality thiophene derivatives play in the development of next-generation therapeutics and crop protection agents. Our technical team has extensively analyzed the pathway described in CN101591328A and possesses the expertise to implement this green bromination technology at scale. We boast extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your supply needs are met with consistency and precision. Our facilities are equipped with rigorous QC labs and adhere to stringent purity specifications, guaranteeing that every batch of 2-bromothiophene delivered meets the exacting standards required for GMP manufacturing environments.
We invite you to collaborate with us to leverage this advanced synthetic route for your specific project requirements. By partnering with our technical procurement team, you can request a Customized Cost-Saving Analysis that details how switching to this recyclable bromination method can optimize your budget. We encourage you to contact us today to obtain specific COA data and route feasibility assessments tailored to your unique molecular targets, ensuring a seamless transition from laboratory concept to commercial reality.