Revolutionizing Xanthone Production: A Catalyst-Free Aerobic Oxidation Strategy for Commercial Scale
The global demand for high-purity xanthone derivatives, critical scaffolds in the development of antidepressants, antivirals, and anticancer agents, has necessitated a re-evaluation of traditional synthetic routes. Patent CN109651327B introduces a transformative methodology that achieves the oxidation of xanthene to xanthone under strictly catalyst-free conditions. This technical breakthrough represents a paradigm shift in fine chemical manufacturing, moving away from reliance on toxic oxidants and expensive transition metals toward a streamlined, green aerobic oxidation process. By utilizing molecular oxygen as the sole oxidant in specific non-polar solvent systems, this invention addresses long-standing challenges regarding waste generation and product purity that have plagued the industry for decades. For R&D directors and process chemists, this patent offers a robust pathway to eliminate heavy metal residues, while supply chain leaders will recognize the immediate value in simplifying raw material sourcing and reducing hazardous waste disposal costs. The following analysis details the mechanistic advantages and commercial viability of adopting this novel protocol for the large-scale production of this essential pharmaceutical intermediate.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial synthesis of xanthone has been fraught with significant technical and environmental hurdles that compromise both economic efficiency and regulatory compliance. Traditional extraction from natural plant sources, while conceptually simple, suffers from extremely low yields and complex separation processes that are entirely unsuitable for meeting the tonnage requirements of modern pharmaceutical manufacturing. Alternatively, conventional synthetic routes often rely on the cyclization of phenyl salicylate or etherification reactions involving phenol and 2-chlorobenzoic acid; these methods frequently necessitate the use of highly toxic reagents such as phosphorus oxychloride, generating substantial amounts of corrosive and polluting waste streams. Furthermore, previous catalytic oxidation attempts using nitric acid, while effective in converting xanthene, introduce severe downstream processing burdens due to the generation of nitrogen oxides and the requirement for extensive neutralization and washing steps. These legacy processes not only inflate the cost of goods sold through expensive waste treatment but also pose significant risks to product purity due to the potential entrapment of acidic impurities and heavy metal catalysts, creating a bottleneck for high-value API production.
The Novel Approach
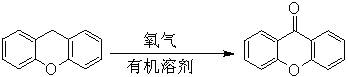
In stark contrast to these cumbersome legacy protocols, the disclosed invention leverages a direct aerobic oxidation strategy that operates efficiently without the addition of any catalyst or additive. By dissolving xanthene in specific non-polar alkane solvents—such as n-hexane, n-heptane, n-octane, or cyclohexane—and subjecting the mixture to elevated temperatures and oxygen pressure, the reaction proceeds smoothly to form xanthone. This approach fundamentally simplifies the reaction matrix by removing the complexity associated with catalyst loading, recovery, and deactivation. The use of molecular oxygen as a clean oxidant ensures that the only byproduct is water or minimal oxidation side-products, drastically reducing the E-factor of the process. This method not only enhances the atom economy but also facilitates a much simpler work-up procedure, allowing for easier isolation of the target molecule with superior purity profiles compared to acid-mediated oxidations.
Mechanistic Insights into Solvent-Promoted Aerobic Oxidation
The success of this catalyst-free transformation lies in the unique interaction between the non-polar solvent environment and the activation of molecular oxygen. In typical polar or protic solvents, the direct oxidation of hydrocarbons like xanthene by oxygen is kinetically inhibited due to the high energy barrier required to break the carbon-hydrogen bond. However, the patent elucidates that non-polar alkane solvents create a specific microenvironment that inhibits the ionization of reaction molecules while simultaneously promoting the generation of superoxide radicals. Under the thermal activation provided by heating the system to 120-180°C, the benzene rings on the xanthene substrate facilitate the activation of oxygen molecules adsorbed in the solvent cage. This leads to the formation of reactive oxygen species capable of abstracting hydrogen atoms from the methylene bridge of the xanthene, initiating a radical chain reaction that ultimately results in the formation of the carbonyl group in xanthone. This mechanistic pathway bypasses the need for metal centers to lower the activation energy, relying instead on thermodynamic control and solvent effects to drive the conversion.
From an impurity control perspective, this mechanism offers distinct advantages for the production of high-purity intermediates. Because no transition metal catalysts are employed, the risk of metal leaching into the final product is completely eliminated, a critical parameter for pharmaceutical intermediates destined for strict regulatory markets. Furthermore, the selectivity of the radical oxidation in non-polar media minimizes over-oxidation side reactions that often plague acid-catalyzed processes, such as ring opening or the formation of polymeric tars. The reaction conditions, specifically the controlled oxygen pressure of 0.2-4MPa and temperature range, allow for fine-tuning of the reaction kinetics to maximize the yield of the desired ketone while suppressing the formation of hydroperoxide intermediates that could degrade product quality. This inherent selectivity reduces the burden on downstream purification units, enabling the production of xanthone that meets stringent specifications with minimal chromatographic intervention.
How to Synthesize Xanthone Efficiently
Implementing this novel synthesis route requires precise control over reaction parameters to ensure optimal conversion and safety, particularly given the use of pressurized oxygen at elevated temperatures. The process begins with the dissolution of the xanthene starting material in a selected non-polar solvent, followed by the careful introduction of oxygen to achieve the target pressure within a sealed high-pressure reactor. The reaction mixture is then heated to the specified temperature range and maintained under stirring for a duration sufficient to drive the oxidation to completion. While the general concept is straightforward, the specific optimization of solvent choice, oxygen pressure, and reaction time is critical to achieving the high yields reported in the patent examples. For process engineers looking to adopt this technology, understanding the interplay between these variables is essential for successful scale-up. The detailed standardized synthesis steps see the guide below.
- Dissolve the starting material xanthene in a non-polar organic solvent such as n-hexane, n-heptane, n-octane, or cyclohexane within a high-pressure reactor.
- Introduce oxygen gas into the reactor system until the internal oxygen pressure reaches a range between 0.2 MPa and 4 MPa, ensuring sufficient oxidant availability.
- Seal the reactor and heat the mixture to a temperature between 120°C and 180°C, maintaining these conditions for 2 to 40 hours to complete the oxidation.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this catalyst-free oxidation process translates into tangible strategic advantages that extend far beyond simple yield improvements. The elimination of expensive transition metal catalysts and toxic acidic reagents fundamentally alters the cost structure of xanthone manufacturing, removing significant line items related to catalyst procurement, recovery, and hazardous waste disposal. This streamlining of the bill of materials not only reduces the direct cost of raw materials but also mitigates the volatility associated with the pricing of specialty chemicals and precious metals. Furthermore, the simplified workflow reduces the operational complexity of the manufacturing plant, allowing for faster batch turnover and more efficient utilization of reactor capacity. These factors combine to create a more resilient and cost-effective supply chain capable of responding rapidly to market demands for this critical pharmaceutical building block.
- Cost Reduction in Manufacturing: The most immediate financial impact of this technology is the drastic reduction in production costs driven by the complete removal of catalyst and additive expenses. Traditional catalytic processes often require costly ligands or metal salts that must be sourced from specialized suppliers and subsequently removed through expensive purification steps to meet regulatory limits. By eliminating these inputs, the process significantly lowers the variable cost per kilogram of product. Additionally, the ability to recycle the non-polar alkane solvents further enhances economic efficiency, as the solvent system remains stable and does not degrade significantly during the reaction, allowing for multiple reuse cycles without loss of performance. This closed-loop solvent usage minimizes raw material consumption and waste treatment fees, contributing to substantial overall cost savings in the manufacturing of xanthone derivatives.
- Enhanced Supply Chain Reliability: Relying on commodity chemicals such as xanthene, oxygen, and common alkanes significantly de-risks the supply chain compared to processes dependent on niche catalysts or hazardous acids. Oxygen is universally available, and solvents like n-hexane or cyclohexane are produced at massive scales globally, ensuring consistent availability and price stability. This reduces the vulnerability of the production schedule to supply disruptions of specialized reagents. Moreover, the simplified process flow reduces the number of unit operations required, decreasing the likelihood of equipment failure or bottlenecks that can delay shipments. For supply chain heads, this means a more predictable lead time and a higher degree of confidence in meeting delivery commitments to downstream pharmaceutical clients, even during periods of market volatility.
- Scalability and Environmental Compliance: The green chemistry principles embedded in this process make it exceptionally well-suited for large-scale commercialization in an increasingly regulated environment. The absence of heavy metals and toxic acidic waste streams simplifies the environmental permitting process and reduces the liability associated with hazardous waste handling. As global regulations on industrial emissions and effluent quality tighten, this catalyst-free approach future-proofs the manufacturing asset against stricter compliance standards. The reaction is inherently scalable, as the heat transfer and mass transfer requirements for gas-liquid oxidation are well-understood engineering challenges that can be managed in standard high-pressure reactors. This scalability ensures that production can be ramped up from pilot quantities to multi-ton annual volumes without the need for fundamental process redesign, facilitating a smooth transition from R&D to full commercial supply.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this catalyst-free xanthone synthesis. These answers are derived directly from the experimental data and technical disclosures within the patent documentation to provide clarity on process feasibility and advantages. Understanding these specifics is crucial for technical teams evaluating the integration of this route into existing manufacturing portfolios. The responses highlight the robustness of the method across various conditions and its alignment with modern green chemistry standards.
Q: Why is the catalyst-free method superior to traditional nitric acid oxidation?
A: Traditional methods using nitric acid generate significant nitrogen oxide waste and require complex neutralization steps. The catalyst-free aerobic oxidation eliminates toxic acidic waste, simplifies purification, and reduces environmental compliance costs.
Q: What specific solvents are required for this non-catalytic oxidation?
A: The process specifically requires non-polar alkane solvents such as n-hexane, n-heptane, n-octane, or cyclohexane. These solvents inhibit ionization and promote the formation of superoxide radicals necessary for the reaction without metal assistance.
Q: Does this method require expensive transition metal catalysts?
A: No, the core innovation of this patent is the complete elimination of transition metal catalysts or additives. This removes the need for expensive catalyst recovery and prevents heavy metal contamination in the final pharmaceutical intermediate.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Xanthone Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of this catalyst-free oxidation technology for the global supply of high-quality xanthone. As a leading CDMO and manufacturer, we possess the technical expertise and infrastructure to translate this patented laboratory method into a robust, industrial-scale reality. Our team has extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the nuances of high-pressure aerobic oxidation are managed with the highest safety and quality standards. We are committed to delivering xanthone and its derivatives with stringent purity specifications, leveraging our rigorous QC labs to verify that every batch is free from heavy metal contaminants and meets the exacting requirements of the pharmaceutical industry.
We invite forward-thinking partners to collaborate with us to leverage this cost-effective and environmentally sustainable synthesis route. By partnering with NINGBO INNO PHARMCHEM, you gain access to a Customized Cost-Saving Analysis tailored to your specific volume requirements and quality targets. We encourage you to contact our technical procurement team today to request specific COA data for our xanthone inventory and to discuss route feasibility assessments for your downstream applications. Let us help you secure a reliable, high-purity supply chain that drives innovation and efficiency in your drug development programs.