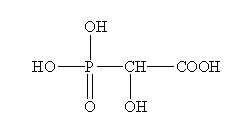
Ácido 2-Hidroxifosfonoacético (HPAA)
- No. CAS23783-26-8
- GradoIndustrial / Farmacéutico
- Disponibilidad● En Stock
Inhibidor de corrosión e incrustaciones de alto rendimiento diseñado para sistemas de tratamiento de agua industrial. Ofrece estabilidad superior y mejora significativa en la solubilidad del zinc.
Solicitar CotizaciónDetalles Técnicos
Descripción General del Producto
El Ácido 2-Hidroxifosfonoacético, conocido comúnmente como HPAA, representa una clase avanzada de derivados de ácidos fosfónicos orgánicos. Está engineered para aplicaciones superiores en tratamiento de aguas. Este compuesto químico especializado se distingue por su estructura molecular única.
Combina grupos funcionales hidroxilo y fosfono para ofrecer propiedades quelantes excepcionales. A diferencia de los inhibidores tradicionales, el HPAA exhibe una estabilidad química notable bajo condiciones industriales severas. Esto lo convierte en la opción ideal para entornos exigentes donde los tratamientos estándar fallan.
Nuestro proceso de fabricación garantiza alta pureza y calidad consistente. Cumplimos con estrictos estándares internacionales. El producto se suministra como una solución líquida concentrada. Esto facilita su manejo e integración en los protocolos existentes de gestión del agua. Como fabricante global líder, brindamos soporte técnico integral. Optimizamos la dosificación y el rendimiento según los requisitos específicos del cliente.
Características Clave de Rendimiento
El HPAA ofrece una ventaja distinta sobre los fosfonatos convencionales como HEDP y EDTMP. Su capacidad de inhibición de corrosión está significativamente mejorada. Proporciona niveles de protección de cinco a ocho veces más efectivos que las soluciones legacy. Cuando se combina sinérgicamente con polímeros de bajo peso molecular o sales de zinc, el efecto protector se amplifica aún más. Esto asegura una vida útil prolongada del equipo y eficiencia operativa.
- Estabilidad química excepcional contra hidrólisis y degradación térmica.
- Resistencia superior a la destrucción por condiciones ácidas o alcalinas.
- Solubilidad de zinc mejorada, previniendo la precipitación en sistemas de agua dura.
- Perfil ambientalmente seguro con baja toxicidad y riesgo mínimo de contaminación.
- Rendimiento rentable que reduce el gasto total del tratamiento.
Especificaciones Técnicas
| Parámetro | Especificación |
|---|---|
| Apariencia | Líquido ámbar oscuro |
| Contenido de Sólidos | 50.0% min |
| Ácido Fosfónico Total (como PO4) | 25.0% min |
| Ácido Fosfórico (como PO4) | 1.5% max |
| Densidad (20°C) | 1.30 g/cm3 min |
| pH (Solución Acuosa al 1%) | 3.0 max |
| Fórmula Molecular | C2H5O7P |
| Peso Molecular | 172.031 |
Aplicaciones Industriales
La aplicación principal del Ácido 2-Hidroxifosfonoacético radica en sistemas de tratamiento de agua industrial. Específicamente, actúa como inhibidor de corrosión catódica. Se utiliza extensivamente en sistemas de agua de reposición en campos petroleros. Allí, las incrustaciones y la corrosión presentan riesgos operativos significativos. Además, su versatilidad se extiende a la industria del acero y hierro, refinerías petroquímicas, plantas de generación de energía e instalaciones de fabricación médica.
En circuitos de agua de refrigeración y sistemas de calderas, el HPAA previene efectivamente la deposición de incrustaciones. Protege las superficies metálicas del ataque corrosivo. Su capacidad para mantener la solubilidad del zinc es particularmente valiosa. Es útil en formulaciones que requieren sales de zinc para una protección contra la corrosión mejorada. Los ingenieros y químicos de formulación prefieren el HPAA por su confiabilidad. Mantiene la integridad del sistema durante ciclos operativos extendidos.
Almacenamiento y Manipulación
Para mantener la calidad óptima, el HPAA debe almacenarse en un área fresca, seca y bien ventilada. Debe estar lejos de la luz solar directa. La temperatura de almacenamiento recomendada es inferior a 20°C. Sin embargo, las condiciones estándar de almacén son generalmente aceptables para almacenamiento a corto plazo. El producto se envasa en tambores plásticos de 200L o contenedores IBC (1000L). Hay embalaje personalizado disponible bajo solicitud del cliente. Bajo condiciones de almacenamiento adecuadas, la vida útil se extiende hasta un año. No hay degradación significativa de los ingredientes activos.


