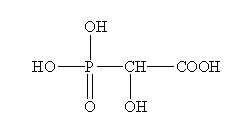
2-Hydroxyphosphonoacetic Acid
- CAS No.23783-26-8
- GradeIndustrial / Pharmaceutical
- Availability● In Stock
High-performance corrosion and scale inhibitor designed for industrial water treatment systems, offering superior stability and zinc solubility enhancement.
Request Bulk PricingProduct Technical Details
Product Overview
2-Hydroxyphosphonoacetic Acid, commonly known as HPAA, represents a advanced class of organic phosphonic acid derivatives engineered for superior water treatment applications. This specialized chemical compound is distinguished by its unique molecular structure, which combines hydroxy and phosphono functional groups to deliver exceptional chelating properties. Unlike traditional inhibitors, HPAA exhibits remarkable chemical stability under harsh industrial conditions, making it an ideal choice for demanding environments where standard treatments fail.
Our manufacturing process ensures high purity and consistent quality, adhering to strict international standards. The product is supplied as a concentrated liquid solution, facilitating easy handling and integration into existing water management protocols. As a leading global manufacturer, we provide comprehensive technical support to optimize dosage and performance for specific client requirements.
Key Performance Features
HPAA offers a distinct advantage over conventional phosphonates such as HEDP and EDTMP. Its corrosion inhibition capability is significantly enhanced, providing protection levels that are five to eight times more effective than legacy solutions. When synergistically combined with low molecular weight polymers or zinc salts, the protective effect is further amplified, ensuring prolonged equipment lifespan and operational efficiency.
- Exceptional chemical stability against hydrolysis and thermal degradation.
- Superior resistance to destruction by acidic or alkaline conditions.
- Enhanced zinc solubility, preventing precipitation in hard water systems.
- Environmentally safe profile with low toxicity and minimal pollution risk.
- Cost-effective performance reducing overall treatment expenditure.
Technical Specifications
| Parameter | Specification |
|---|---|
| Appearance | Dark amber liquid |
| Solid Content | 50.0% min |
| Total Phosphonic Acid (as PO4) | 25.0% min |
| Phosphoric Acid (as PO4) | 1.5% max |
| Density (20°C) | 1.30 g/cm3 min |
| pH (1% Water Solution) | 3.0 max |
| Molecular Formula | C2H5O7P |
| Molecular Weight | 172.031 |
Industrial Applications
The primary application of 2-Hydroxyphosphonoacetic Acid lies in industrial water treatment systems, specifically as a cathode corrosion inhibitor. It is extensively utilized in oilfield refill water systems where scaling and corrosion pose significant operational risks. Additionally, its versatility extends to the steel and iron industry, petrochemical refineries, power generation plants, and medical manufacturing facilities.
In cooling water circuits and boiler systems, HPAA effectively prevents the deposition of scale while protecting metal surfaces from corrosive attack. Its ability to maintain zinc solubility is particularly valuable in formulations requiring zinc salts for enhanced corrosion protection. Engineers and formulation chemists prefer HPAA for its reliability in maintaining system integrity over extended operational cycles.
Storage and Handling
To maintain optimal quality, HPAA should be stored in a cool, dry, and well-ventilated area away from direct sunlight. The recommended storage temperature is below 20°C, although standard warehouse conditions are generally acceptable for short-term storage. The product is packaged in 200L plastic drums or IBC containers (1000L), with custom packaging available upon customer request. Under proper storage conditions, the shelf life extends up to one year without significant degradation of active ingredients.


