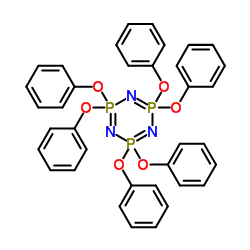
Hexaphenoxycyclotriphosphazene (HPCTP)
- CAS No.1184-10-7
- GradeIndustrial / Pharmaceutical
- Availability● In Stock
HPCTP is a high-performance halogen-free flame retardant designed for epoxy resins and engineering plastics, offering superior thermal stability and transparency.
Request Bulk PricingProduct Technical Details
Product Overview
Hexaphenoxycyclotriphosphazene, commonly known as HPCTP, represents an advanced class of halogen-free flame retardants designed for high-performance polymer applications. As a cyclic phosphazene derivative, this compound offers exceptional thermal stability and chemical resistance, making it an ideal choice for industries demanding strict safety standards without compromising material integrity. Our manufacturing process ensures high purity levels, suitable for sensitive electronic and engineering plastic formulations.
The unique molecular structure of HPCTP provides a synergistic effect between phosphorus and nitrogen elements, facilitating char formation during combustion while suppressing smoke release. Unlike traditional halogenated additives, this product does not generate corrosive gases upon decomposition, aligning with global environmental regulations such as RoHS and REACH. It is particularly valued in sectors where transparency and color stability are critical, as it does not induce yellowing in cured resins.
Technical Specifications
| Parameter | Specification |
|---|---|
| Appearance | White Powder |
| Melting Point | 110.0-112.0 °C |
| Volatiles | 0.5% Max |
| Ash Content | 0.05% Max |
| Assay (Purity) | 98.5% Min |
| Molecular Formula | C36H30N3O6P3 |
| Molecular Weight | 693.56 g/mol |
Industrial Applications
HPCTP is extensively utilized in the production of halogen-free flame retardant epoxy resins, which are foundational for 5G high-frequency copper clad laminates. These laminates require materials with high glass transition temperatures (Tg), low dielectric constants (Dk), and low dissipation factors (Df). The addition of HPCTP enhances size stability and toughness while maintaining low thermal expansion rates, crucial for next-generation telecommunications infrastructure.
In engineering plastics, HPCTP demonstrates superior performance in Polycarbonate (PC), PC/ABS alloys, Polyamide (PA), Polybutylene Terephthalate (PBT), and Polyethylene Terephthalate (PET). When incorporated into PC systems at dosages between 5% and 10%, it enables the final product to achieve UL94-V0 flame retardancy ratings. Furthermore, it preserves the impact resistance and heat deflection temperature (HDT) of the base polymer, a common challenge with other flame retardant additives.
Additional applications include encapsulation materials for electronic components, LED manufacturing, powder coatings, and sealants. Its low moisture absorption and hydrolysis resistance ensure long-term reliability in automotive parts and outdoor electronic assemblies exposed to harsh environmental conditions.
Key Features and Advantages
- Halogen-free composition ensures environmental compliance and safety.
- Exceptional thermal stability withstands processing temperatures above 250°C.
- Low volatility reduces processing emissions and mold contamination.
- Enhances transparency in cured epoxy systems compared to conventional additives.
- Superior hydrolysis resistance protects material integrity in humid environments.
- Optimizes the balance between flame retardancy and mechanical impact strength.
Quality Assurance and Supply
Our production facility adheres to strict quality management systems, ensuring every batch of HPCTP meets the specified assay and physical characteristics. We provide comprehensive Certificates of Analysis (COA) and technical data sheets with every shipment. As a global manufacturer, we maintain a robust supply chain capable of supporting bulk orders for large-scale industrial projects. Our technical team is available to assist with formulation guidance, helping customers optimize dosage levels for specific polymer matrices to achieve cost-effective performance benchmarks.
Handling and Storage
To maintain optimal quality, keep containers tightly closed in a cool, dry, and well-ventilated area. Avoid exposure to direct sunlight and moisture. The product is packaged in 25kg PE bags, suitable for standard industrial logistics and storage protocols. Our company stands as a professional supplier of functional material additives, committed to delivering consistent quality and technical support for global manufacturing partners.


