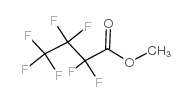
Methyl Heptafluorobutyrate
- CAS No.356-24-1
- GradeIndustrial / Pharmaceutical
- Availability● In Stock
High-purity fluorinated ester designed for advanced material science and pharmaceutical intermediate synthesis with stable chemical properties.
Request Bulk PricingProduct Technical Details
Product Overview
Methyl Heptafluorobutyrate is a premium fluorinated ester characterized by its exceptional chemical stability and unique physical properties. As a key component in the family of perfluorinated compounds, this substance serves as a critical building block for various high-tech industries. Its structure incorporates a fully fluorinated carbon chain, which imparts significant resistance to thermal degradation and chemical attack. This makes it an ideal candidate for demanding applications where standard organic esters might fail. Our production process ensures high purity levels, meeting the rigorous standards required for research and industrial scaling.
Technical Specifications
| Parameter | Value |
|---|---|
| CAS Number | 356-24-1 |
| Molecular Formula | C5H3F7O2 |
| Molecular Weight | 228.07 g/mol |
| Appearance | Transparent Colorless Liquid |
| Density | 1.472 g/mL at 25 °C |
| Boiling Point | 80-81 °C |
| Melting Point | -86 °C |
| Refractive Index | n20/D 1.293 |
| Flash Point | >230 °F |
Industrial Applications
The versatility of Methyl Heptafluorobutyrate allows it to be utilized across several specialized sectors. In the realm of new materials, it acts as a precursor for creating polymers with enhanced surface properties, such as hydrophobicity and oleophobicity. In pharmaceutical research and development, it serves as a vital intermediate for introducing fluorine atoms into complex molecular structures, potentially improving the metabolic stability and bioavailability of drug candidates. Additionally, the agrochemical industry leverages this compound in the development of new pesticides, where fluorination can enhance efficacy and environmental persistence profiles. Its role as a fluorinated reagent also extends to organic synthesis laboratories focusing on advanced chemical transformations.
Quality Assurance and Supply Chain
We are dedicated to establishing a comprehensive fluorochemical products and technology platform to provide customers with convenient one-stop services. Our facility integrates the entire industrial chain, from raw material procurement to final product quality control. We employ advanced fluorination technology and maintain strict storage protocols to ensure product integrity. Every batch undergoes rigorous testing to verify purity and composition, ensuring consistency for our global partners. Our commitment extends to providing detailed documentation, including Certificates of Analysis (COA), to support regulatory compliance and quality assurance processes in your manufacturing workflows.
Safety and Handling
While stable under normal conditions, this chemical should be handled with appropriate safety measures. It is recommended to use personal protective equipment including gloves and eye protection during handling. Storage should be in a cool, well-ventilated area away from incompatible materials. The vapor density is greater than air, so adequate ventilation is necessary to prevent accumulation in low-lying areas. Always refer to the Safety Data Sheet (SDS) for comprehensive handling instructions and emergency measures before use.


