Advanced Synthesis of Trifluoromethyl 1,2,4-Triazines for Scalable Pharmaceutical Manufacturing
Advanced Synthesis of Trifluoromethyl 1,2,4-Triazines for Scalable Pharmaceutical Manufacturing
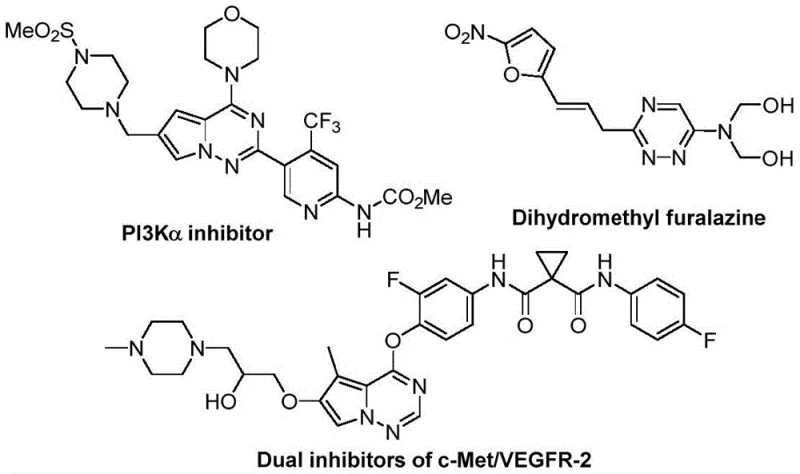
The landscape of heterocyclic chemistry is constantly evolving, driven by the urgent need for more efficient and sustainable pathways to access bioactive scaffolds. A groundbreaking development detailed in patent CN116253692A introduces a robust preparation method for trifluoromethyl substituted 1,2,4-triazine compounds, a class of molecules renowned for their potent biological activities ranging from anticancer and antifungal to antimalarial properties. The incorporation of the trifluoromethyl group is particularly strategic, as it significantly enhances the physicochemical profile of drug candidates by improving metabolic stability, lipophilicity, and bioavailability. This new methodology represents a paradigm shift from conventional multi-step syntheses, offering a streamlined route that operates under remarkably mild conditions. By leveraging a synergistic [3+3] cycloaddition strategy, this process eliminates the need for expensive transition metal catalysts and rigorous inert atmospheres, thereby addressing critical pain points in modern pharmaceutical process development.
The significance of this technological advancement cannot be overstated for stakeholders in the fine chemical industry. For research and development teams, the ability to rapidly generate diverse libraries of trifluoromethyl-triazines opens new avenues for lead optimization. For procurement and supply chain leaders, the reliance on commodity chemicals like potassium carbonate and the avoidance of specialized catalytic systems translate directly into reduced raw material costs and simplified logistics. As the demand for high-purity pharmaceutical intermediates continues to surge, establishing a reliable supply chain for these complex heterocycles is paramount. This patent provides the blueprint for a manufacturing process that is not only chemically elegant but also commercially viable, ensuring consistent quality and availability for downstream API production.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the construction of the 1,2,4-triazine core has been fraught with synthetic challenges that hinder efficient large-scale production. Traditional methodologies predominantly rely on the condensation reaction of amidrazones with 1,2-diketones or alkynes, or multicomponent reactions involving hydrazides, dicarbonyl compounds, and ammonium acetate. While these routes are chemically valid, they often suffer from significant drawbacks including the necessity for pre-functionalized and difficult-to-synthesize substrates, which drives up the overall cost of goods. Furthermore, many of these classical approaches require harsh reaction conditions, such as elevated temperatures or strong acidic/basic environments, which can lead to poor atom economy and the generation of complex impurity profiles that are difficult to purge. The structural diversity achievable through these older methods is also frequently limited, restricting the chemical space available for medicinal chemists to explore during drug discovery campaigns.
The Novel Approach
In stark contrast, the novel approach disclosed in the patent utilizes a direct and highly efficient cycloaddition between chlorohydrazones and trifluoroacetyl sulfur ylides. This innovative strategy bypasses the need for pre-formed diketones or complex multicomponent setups, instead relying on a convergent assembly of two readily accessible building blocks. The reaction proceeds smoothly at room temperature (20-40°C) in common organic solvents like tetrahydrofuran, eliminating the energy-intensive heating steps associated with legacy processes. Crucially, the system employs potassium carbonate as a benign and inexpensive promoter, completely avoiding the use of toxic heavy metal catalysts that would otherwise necessitate costly removal steps to meet stringent regulatory limits for residual metals in pharmaceutical products. This simplicity not only accelerates the reaction timeline to just 10-14 hours but also drastically simplifies the downstream purification workflow.
Mechanistic Insights into Potassium Carbonate-Promoted [3+3] Cycloaddition
The mechanistic elegance of this transformation lies in the in situ generation of a highly reactive nitrile imine intermediate. Under the promotion of potassium carbonate, the chlorohydrazone substrate undergoes dehydrohalogenation, losing a molecule of hydrogen chloride to form the nitrile imine species. This transient intermediate then engages in a synergistic [3+3] cycloaddition with the trifluoroacetyl sulfur ylide. This concerted process constructs the six-membered 1,2,4-triazine ring while simultaneously extruding a molecule of dimethyl sulfoxide as the only stoichiometric byproduct. The reaction can also be conceptualized as proceeding through intermolecular nucleophilic addition followed by intramolecular nucleophilic substitution, ultimately yielding the stable aromatic triazine system. The mild basicity of potassium carbonate is sufficient to drive the initial elimination without promoting unwanted side reactions, ensuring high selectivity for the desired heterocyclic product.
![General reaction scheme showing the [3+3] cycloaddition between chlorohydrazone and trifluoroacetyl sulfur ylide](/insights/img/trifluoromethyl-triazine-synthesis-pharma-supplier-20260304075658-05.webp)
From an impurity control perspective, this mechanism offers distinct advantages over acid-catalyzed or metal-mediated alternatives. The absence of strong acids prevents the degradation of acid-sensitive functional groups that might be present on the aromatic rings of the substrates. Similarly, the lack of transition metals removes the risk of metal-catalyzed oxidative side reactions or the formation of metal-complexed impurities that can persist through crystallization. The reaction's tolerance for air and moisture further reduces the risk of oxidation-related byproducts that often plague sensitive organometallic transformations. Consequently, the crude reaction mixture is typically cleaner, facilitating easier purification via standard silica gel column chromatography and resulting in a final product with a superior purity profile suitable for demanding pharmaceutical applications.
How to Synthesize Trifluoromethyl Substituted 1,2,4-Triazine Efficiently
The practical execution of this synthesis is designed for operational simplicity, making it accessible for both laboratory-scale optimization and pilot-plant production. The protocol involves combining the chlorohydrazone, trifluoroacetyl sulfur ylide, and potassium carbonate in a suitable aprotic solvent such as tetrahydrofuran. The mixture is stirred at ambient temperature for a period of 10 to 14 hours, after which the reaction is deemed complete. The workup procedure is straightforward, requiring only filtration to remove inorganic salts followed by standard chromatographic purification. This streamlined workflow minimizes operator exposure to hazardous reagents and reduces the overall processing time. For a detailed, step-by-step breakdown of the standardized synthesis parameters and specific molar ratios, please refer to the technical guide below.
- Prepare the reaction mixture by adding potassium carbonate, chlorohydrazone, and trifluoroacetyl sulfur ylide into an organic solvent such as tetrahydrofuran.
- Stir the mixture at room temperature (20-40°C) in an air atmosphere for 10 to 14 hours to allow the [3+3] cycloaddition to proceed.
- Upon completion, filter the reaction mixture, mix with silica gel, and purify via column chromatography to isolate the final trifluoromethyl substituted 1,2,4-triazine product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this synthetic route offers compelling economic and logistical benefits that directly impact the bottom line. The shift away from precious metal catalysts and exotic reagents towards commodity chemicals creates a more resilient and cost-effective supply chain. The robustness of the reaction conditions allows for greater flexibility in manufacturing scheduling and facility utilization, as specialized equipment for handling air-sensitive or high-pressure reactions is not required. This accessibility lowers the barrier to entry for contract manufacturing organizations and enables faster technology transfer between sites.
- Cost Reduction in Manufacturing: The most significant driver of cost savings in this process is the complete elimination of expensive transition metal catalysts, which often account for a substantial portion of raw material costs in fine chemical synthesis. By replacing these with inexpensive, non-toxic potassium carbonate, the direct material cost is drastically reduced. Furthermore, the mild reaction conditions eliminate the need for energy-intensive heating or cooling systems, leading to lower utility costs. The simplified post-treatment process, which avoids complex metal scavenging steps, reduces both the consumption of auxiliary materials and the labor hours required for purification, resulting in substantial overall cost optimization.
- Enhanced Supply Chain Reliability: The starting materials for this synthesis, including various acyl chlorides, hydrazines, and aromatic amines, are widely available commodity chemicals with established global supply chains. This abundance ensures a steady flow of raw materials and mitigates the risk of supply disruptions that are common with specialized or single-source reagents. Additionally, the stability of the intermediates and the tolerance of the reaction to ambient conditions mean that storage and transportation requirements are less stringent, further enhancing supply chain security and reducing inventory holding costs.
- Scalability and Environmental Compliance: From an environmental and safety standpoint, this process aligns perfectly with green chemistry principles. The absence of heavy metals simplifies waste treatment and disposal, reducing the environmental footprint and associated compliance costs. The reaction's ability to run in air without nitrogen protection simplifies reactor setup and operation, making it inherently safer and easier to scale from gram to kilogram and ton quantities. This scalability ensures that the process can seamlessly transition from R&D to commercial production without the need for significant re-engineering, guaranteeing a continuous supply of high-quality intermediates.
Frequently Asked Questions (FAQ)
To assist our partners in evaluating the feasibility of this technology for their specific projects, we have compiled answers to common technical inquiries based on the patent data. These questions address the versatility of the substrate scope, the specific reaction parameters, and the purification strategies employed. Understanding these details is crucial for assessing the compatibility of this route with existing manufacturing infrastructure and quality standards. We encourage technical teams to review these insights to fully appreciate the operational advantages offered by this novel methodology.
Q: What are the primary advantages of this new synthesis method over traditional condensation reactions?
A: Unlike traditional methods that often require harsh conditions, expensive substrates, or heavy metal catalysts, this novel approach utilizes cheap, readily available starting materials like chlorohydrazone and trifluoroacetyl sulfur ylide. It operates at room temperature in air without nitrogen protection, significantly simplifying the operational complexity and reducing energy consumption.
Q: Is this process suitable for large-scale commercial production?
A: Yes, the process is highly scalable. The use of inexpensive inorganic salts like potassium carbonate as a promoter, combined with the absence of toxic heavy metals and the ability to run the reaction in air, makes it ideal for commercial scale-up. The simple post-treatment involving filtration and column chromatography further enhances its industrial applicability.
Q: What is the structural diversity achievable with this synthetic route?
A: The method offers excellent structural diversity. The R1, R2, and R3 groups can be independently varied to include alkyl, substituted or unsubstituted phenyl, naphthyl, or furyl groups. Substituents such as methyl, methoxy, halogens, nitro, or trifluoromethyl groups are well-tolerated, allowing for the design of a wide range of bioactive derivatives.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Trifluoromethyl 1,2,4-Triazine Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of this advanced synthetic methodology for the production of high-value pharmaceutical intermediates. As a leading CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your project can move swiftly from concept to market. Our state-of-the-art facilities are equipped to handle the specific requirements of heterocyclic chemistry, and our rigorous QC labs enforce stringent purity specifications to guarantee that every batch meets the highest international standards. We are committed to delivering excellence in both quality and consistency.
We invite you to collaborate with us to leverage this cutting-edge technology for your next drug development program. Our technical procurement team is ready to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements. Please contact us today to request specific COA data for our available trifluoromethyl-triazine derivatives and to discuss route feasibility assessments for your custom synthesis needs. Let us be your partner in driving innovation and efficiency in your supply chain.