Revolutionizing Boronic Ester Production with Room Temperature Lithium Anilide Catalysis
The landscape of organoboron synthesis is undergoing a significant transformation driven by the need for greener, more efficient manufacturing protocols. A pivotal development in this sector is detailed in patent CN109485668B, which discloses a groundbreaking method for preparing boronic esters at room temperature. This technology leverages the high catalytic activity of commercial lithium anilide compounds to facilitate the hydroboration of carboxylic acids with boranes. Unlike traditional methodologies that rely on harsh conditions or expensive transition metals, this innovation achieves exceptional conversion rates under ambient conditions. For R&D directors and process chemists, this represents a paradigm shift towards atom-economic synthesis that minimizes energy consumption and simplifies downstream processing. The ability to utilize readily available commercial reagents while maintaining rigorous purity standards makes this approach particularly attractive for the production of high-value pharmaceutical intermediates and specialty chemicals.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of boronic esters from carboxylic acids has been plagued by significant technical and economic hurdles that impact overall process efficiency. Conventional hydroboration methods often necessitate the use of hazardous reducing agents such as lithium aluminum hydride (LiAlH4) or sodium borohydride (NaBH4), which pose substantial safety risks during large-scale operations due to their pyrophoric nature and sensitivity to moisture. Furthermore, transition metal complex systems, while effective, typically require elevated temperatures around 60°C and extended reaction times spanning up to 24 hours to reach completion. These energy-intensive conditions not only increase operational costs but also complicate the thermal management of large reactors. Additionally, the reliance on difficult-to-synthesize catalysts in older methods inflates raw material costs and introduces potential heavy metal impurities that are notoriously difficult to remove to ppm levels required for pharmaceutical applications.
The Novel Approach
In stark contrast to these legacy techniques, the novel approach disclosed in the patent utilizes a lithium anilide catalyst system that operates with remarkable efficiency at room temperature. This method dramatically reduces the reaction window to merely 50 to 60 minutes, representing a massive acceleration in throughput potential. The catalyst loading is exceptionally low, requiring only 0.5% to 0.7% molar quantity relative to the carboxylic acid substrate, which significantly lowers the cost of goods sold. By employing commercial lithium anilide reagents, the process bypasses the need for custom catalyst synthesis, thereby streamlining the supply chain. The reaction proceeds smoothly to afford boronic esters with yields reaching up to 99%, demonstrating superior selectivity and conversion compared to prior art. This温和 (mild) condition profile ensures that sensitive functional groups on the substrate remain intact, broadening the scope of applicable starting materials.
Mechanistic Insights into Lithium Anilide-Catalyzed Hydroboration
The mechanistic superiority of this system lies in the unique electronic properties of the lithium anilide catalyst, which effectively activates the borane species for nucleophilic attack. Carboxylic acids are inherently less reactive towards nucleophilic addition compared to aldehydes or ketones due to the resonance stabilization of the carbonyl group and the presence of hydrogen bonding, which increases electron density at the active center. The lithium anilide compound overcomes this kinetic barrier by coordinating with the borane, enhancing its electrophilicity and facilitating the hydride transfer to the carbonyl carbon. This activation allows the reaction to proceed rapidly even at ambient temperatures, avoiding the high-energy transition states required in uncatalyzed or transition-metal catalyzed pathways. The result is a clean conversion that minimizes side reactions and byproduct formation, which is critical for maintaining high purity in the final organoboron product.
From an impurity control perspective, the use of a main-group metal catalyst like lithium offers distinct advantages over transition metal alternatives. Transition metals often leave behind trace residues that can poison downstream catalytic steps, such as Suzuki-Miyaura couplings, necessitating expensive scavenging processes. The lithium-based system described here avoids this issue entirely, as lithium salts are generally water-soluble and easily removed during standard aqueous workups. Furthermore, the reaction's tolerance to various substituents on the aliphatic carboxylic acid chain indicates a robust mechanism that is not overly sensitive to steric hindrance or electronic effects. This versatility ensures consistent quality across different batches and substrates, providing a reliable foundation for the commercial scale-up of complex organic intermediates.
How to Synthesize Boronic Ester Efficiently
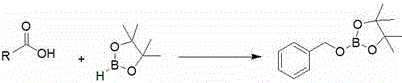
The practical implementation of this synthesis route is designed for ease of operation within standard laboratory and pilot plant environments. The protocol begins with the preparation of anhydrous and oxygen-free conditions, typically achieved using inert gas purging or glovebox techniques, to protect the sensitive borane reagent. Following the mixing of the carboxylic acid and pinacolborane, the catalyst is introduced to initiate the exothermic hydroboration process. The reaction is monitored to ensure complete conversion within the optimized one-hour timeframe before being quenched by exposure to air. Detailed standardized synthetic steps, including specific stoichiometric ratios and workup procedures validated for reproducibility, are outlined in the technical guide below.
- Under an inert gas atmosphere, mix pinacolborane and the aliphatic carboxylic acid substrate in a reaction vessel.
- Add the lithium anilide catalyst (0.5% to 0.7% molar ratio) to the mixture and stir at room temperature.
- After 50 to 60 minutes, expose the reaction to air to terminate, then remove solvent under reduced pressure to isolate the product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain leaders, the adoption of this room-temperature catalytic process translates into tangible strategic benefits that extend beyond simple yield improvements. The elimination of high-temperature requirements drastically reduces energy consumption associated with reactor heating and cooling cycles, contributing to a lower carbon footprint and reduced utility costs. Moreover, the reliance on commercially available lithium anilide reagents mitigates supply chain risks associated with proprietary or hard-to-source catalysts, ensuring greater continuity of supply. The simplified post-processing workflow, which avoids complex purification steps for heavy metal removal, shortens the overall manufacturing cycle time and increases asset utilization rates. These factors collectively enhance the economic viability of producing boronic esters, making them more accessible for cost-sensitive applications in agrochemicals and polymer additives.
- Cost Reduction in Manufacturing: The economic impact of this technology is driven primarily by the drastic reduction in catalyst loading and the elimination of expensive transition metals. By utilizing a catalyst dosage of merely 0.6 mol%, the direct material cost per kilogram of product is significantly lowered compared to traditional noble metal systems. Furthermore, the absence of heavy metals removes the need for costly scavenging resins or specialized filtration equipment, streamlining the capital expenditure required for production facilities. The mild reaction conditions also reduce wear and tear on reactor vessels and associated infrastructure, leading to long-term maintenance savings. These cumulative efficiencies result in a highly competitive cost structure for the final boronic ester products.
- Enhanced Supply Chain Reliability: Supply chain resilience is bolstered by the use of commodity-grade reagents that are widely available from multiple global suppliers. Unlike specialized transition metal complexes that may face geopolitical or logistical bottlenecks, lithium anilide compounds are established commercial products with stable pricing and availability. The short reaction time of approximately one hour allows for faster batch turnover, enabling manufacturers to respond more agilely to fluctuating market demands. This responsiveness is crucial for maintaining just-in-time inventory levels and preventing stockouts of critical intermediates. Additionally, the robustness of the reaction across various substrates ensures that supply disruptions for specific starting materials can be managed by switching to alternative carboxylic acid feedstocks without re-optimizing the entire process.
- Scalability and Environmental Compliance: Scaling this process from laboratory to commercial production is facilitated by the inherent safety and simplicity of the reaction conditions. Operating at room temperature eliminates the thermal hazards associated with exothermic runaways in large vessels, making the process safer for operators and the environment. The atom-economic nature of the hydroboration reaction minimizes waste generation, aligning with increasingly stringent environmental regulations regarding solvent use and byproduct disposal. The straightforward workup procedure, involving simple solvent removal, reduces the volume of liquid waste requiring treatment. These environmental advantages not only ensure regulatory compliance but also enhance the sustainability profile of the manufactured chemicals, appealing to eco-conscious downstream customers in the pharmaceutical and specialty chemical sectors.
Frequently Asked Questions (FAQ)
The following questions address common technical inquiries regarding the implementation and optimization of this lithium anilide-catalyzed hydroboration method. These insights are derived directly from the experimental data and comparative analysis presented in the patent literature, providing a factual basis for process evaluation. Understanding these details is essential for technical teams assessing the feasibility of integrating this methodology into existing production lines. The answers highlight the specific operational parameters and performance metrics that define the success of this novel synthetic route.
Q: What is the primary advantage of the lithium anilide catalyst system?
A: The primary advantage is the ability to conduct hydroboration at room temperature with extremely low catalyst loading (0.6 mol%), achieving yields up to 99% without the need for expensive transition metals or harsh heating conditions.
Q: How does this method compare to traditional transition metal catalysis?
A: Traditional methods often require temperatures around 60°C and reaction times up to 24 hours. This novel approach reduces reaction time to approximately one hour and eliminates the risk of heavy metal contamination in the final API intermediate.
Q: Is this process suitable for industrial scale-up?
A: Yes, the process utilizes commercially available reagents and mild conditions, making it highly scalable. The simple workup involving air quenching and solvent removal facilitates efficient large-scale manufacturing.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Boronic Ester Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of advanced catalytic technologies like the lithium anilide system in driving the next generation of chemical manufacturing. As a premier CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that innovative laboratory discoveries are seamlessly translated into robust industrial processes. Our state-of-the-art facilities are equipped with rigorous QC labs capable of meeting stringent purity specifications, guaranteeing that every batch of boronic ester delivered meets the highest standards of quality and consistency. We are committed to leveraging such cutting-edge patents to offer our clients superior products with optimized cost structures and reliable supply chains.
We invite forward-thinking organizations to collaborate with us to explore the full commercial potential of this room-temperature synthesis route. Our technical procurement team is ready to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements and application needs. We encourage you to contact us to request specific COA data and route feasibility assessments, allowing you to make informed decisions about integrating these high-efficiency intermediates into your portfolio. Together, we can accelerate the development of high-performance materials and pharmaceuticals through superior chemical engineering and supply chain excellence.