Advanced Pinoxaden Manufacturing: A Cost-Effective Malonate-Based Synthetic Route for Global Agrochemical Supply Chains
Advanced Pinoxaden Manufacturing: A Cost-Effective Malonate-Based Synthetic Route for Global Agrochemical Supply Chains
The global demand for high-efficiency herbicides continues to drive innovation in agrochemical intermediate manufacturing, particularly for phenylpyrazoline derivatives like Pinoxaden. A pivotal advancement in this sector is detailed in patent CN110294768B, which discloses a robust method for synthesizing Pinoxaden starting from 2,6-diethyl-4-methylphenylmalonate. This technical breakthrough addresses critical bottlenecks in traditional manufacturing, offering a pathway that bypasses the reliance on expensive noble metal catalysts and hazardous cyaniding reagents. For R&D directors and procurement strategists, this patent represents a significant opportunity to optimize the cost structure of herbicide production while enhancing process safety. The methodology outlined leverages a streamlined three-step sequence that achieves high purity and yield under relatively mild reaction conditions, positioning it as a superior alternative for commercial scale-up in the competitive agrochemical market.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial synthesis of Pinoxaden has been plagued by complex multi-step sequences that impose heavy burdens on both capital expenditure and operational efficiency. Traditional routes often rely on a protection and deprotection strategy for key intermediates, which inherently increases the number of unit operations and reduces overall atom economy. As illustrated in prior art, such as the processes referenced in related patents, the synthesis frequently necessitates the use of costly transition metal catalysts, specifically Palladium complexes like Pd(PPh3)2Cl2. These catalysts not only inflate raw material costs but also introduce stringent requirements for metal removal to meet regulatory purity standards for agrochemicals. Furthermore, alternative legacy methods involve harsh reaction conditions, with some dehydrogenation steps requiring temperatures as high as 220°C. Such extreme thermal demands necessitate specialized high-pressure equipment, escalate energy consumption, and pose significant safety risks, thereby limiting the feasibility of these routes for large-scale, continuous manufacturing environments.
The Novel Approach
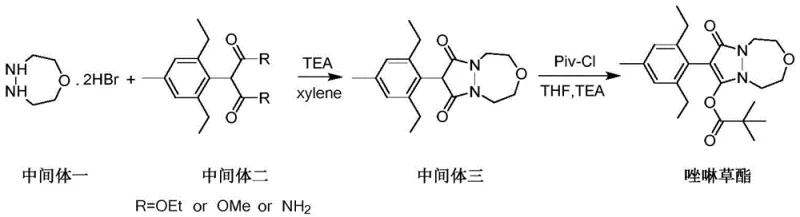
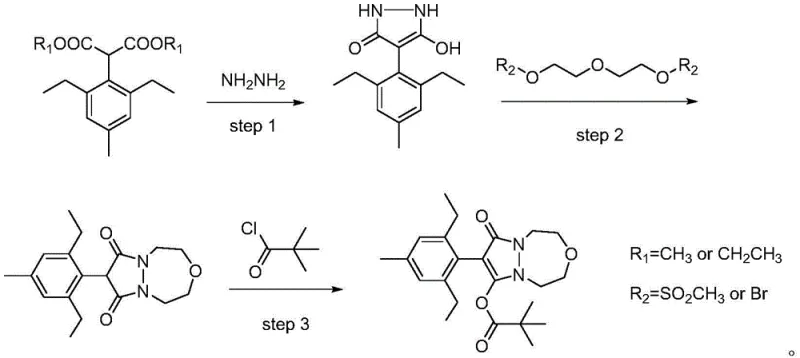
In stark contrast to these cumbersome legacy processes, the method disclosed in CN110294768B introduces a direct and efficient synthetic strategy centered on the condensation of 2,6-diethyl-4-methylphenylmalonate. This novel approach fundamentally simplifies the molecular construction of the Pinoxaden core by eliminating the need for noble metal catalysis entirely. The route proceeds through a logical progression of heterocyclic formation, starting with the generation of a tetrahydropyrazole-3,5-dione scaffold, followed by a cyclization step to form the diazepin ring system, and concluding with a final acylation. By utilizing readily available starting materials and common organic solvents, this method drastically reduces the complexity of the supply chain. The avoidance of toxic cyaniding reagents further enhances the environmental profile of the process, aligning with modern green chemistry principles and reducing the liability associated with hazardous waste disposal. This streamlined architecture not only shortens the production timeline but also inherently improves the reliability of supply for downstream formulation manufacturers.
Mechanistic Insights into Malonate-Based Heterocyclic Construction
The chemical elegance of this synthesis lies in its stepwise construction of the fused heterocyclic system, which serves as the pharmacophore for the herbicide's activity. The first stage involves the nucleophilic attack of hydrazine hydrate on the ester groups of the 2,6-diethyl-4-methylphenylmalonate. Conducted in alcoholic solvents like ethanol at temperatures between 70°C and 80°C, this condensation reaction efficiently drives the formation of the 4-(2,6-diethyl-4-methyl)-1,2,4,5-tetrahydropyrazole-3,5-dione intermediate. The patent specifies a molar ratio of malonate to hydrazine ranging from 1:0.5 to 1:50.0, with a preferred range of 1:2.0 to 1:10.0, ensuring complete conversion while minimizing side reactions. This step is critical as it establishes the nitrogen-rich core required for subsequent ring closure, and the high yields reported (exceeding 90% in examples) indicate a highly favorable thermodynamic profile for this transformation.
Following the formation of the pyrazole dione, the second mechanistic phase involves a cyclization reaction with diethylene glycol disulfonate or dibromo diethylene glycol. This step is facilitated by triethylamine in an aromatic solvent such as toluene or xylene, typically under reflux conditions around 100°C to 110°C. The base acts to deprotonate the nitrogen atoms, enabling nucleophilic substitution on the glycol derivatives to close the seven-membered diazepine ring, yielding 8-(2,6-diethyl-4-methylbenzene)-1,2,4,5-tetrahydropyrazolo[1,2-d][1,4,5]oxadiazepin-7,9-dione. The final step is an acylation using pivaloyl chloride under alkaline conditions, often catalyzed by DMAP (4-dimethylaminopyridine). This installs the bulky pivaloyl group, which is essential for the biological stability and lipophilicity of the final Pinoxaden molecule. The precise control of stoichiometry, particularly the 1:1.0 to 1:1.5 ratio of intermediate to acid chloride, ensures minimal formation of over-acylated impurities, resulting in a final product with purity levels exceeding 99% as confirmed by HPLC analysis.
How to Synthesize Pinoxaden Efficiently
The implementation of this synthetic route requires careful attention to reaction parameters to maximize yield and purity, particularly during the cyclization and acylation stages. The process is designed to be operationally simple, utilizing standard reactor setups without the need for exotic high-pressure vessels. Detailed below is the strategic overview of the synthesis, highlighting the critical control points for quality assurance. For laboratory technicians and process engineers looking to replicate or scale this chemistry, adherence to the specified molar ratios and temperature profiles is paramount to achieving the reported commercial-grade results. The following guide outlines the standardized operational framework derived directly from the patent examples, serving as a foundational reference for process development teams aiming to integrate this technology into their manufacturing portfolios.
- Condense 2,6-diethyl-4-methylphenylmalonate with hydrazine hydrate in an alcohol solvent at elevated temperatures (70-80°C) to form the tetrahydropyrazole-3,5-dione intermediate.
- Cyclize the pyrazole dione with diethylene glycol disulfonate or dibromo diethylene glycol in the presence of triethylamine in an aromatic solvent to generate the diazepin-dione core.
- React the diazepin-dione intermediate with pivaloyl chloride under alkaline conditions using a catalytic amount of DMAP to yield the final Pinoxaden product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this malonate-based synthesis offers tangible strategic benefits that extend beyond mere technical feasibility. The primary advantage lies in the substantial reduction of raw material costs driven by the elimination of palladium catalysts. Noble metals represent a volatile cost center in fine chemical manufacturing, subject to geopolitical supply fluctuations and high market prices; removing this dependency stabilizes the cost of goods sold (COGS) and insulates the supply chain from external shocks. Furthermore, the use of common solvents like ethanol, toluene, and tetrahydrofuran ensures that sourcing remains straightforward and competitive, avoiding the bottlenecks associated with specialized or regulated reagents. This accessibility translates directly into improved margin potential for the final herbicide product.
- Cost Reduction in Manufacturing: The economic impact of this process is profound due to the simplification of the synthetic sequence. By avoiding protection and deprotection steps, the number of isolation and purification units is reduced, leading to lower labor and utility costs per kilogram of output. Additionally, the high mass yields reported in the patent examples—often exceeding 90% for individual steps—minimize material loss and waste generation. This efficiency means that less raw material is required to produce the same amount of active ingredient, directly lowering the variable cost of production. The absence of expensive metal scavenging processes, which are mandatory when using palladium catalysts to meet residue limits, further contributes to significant operational savings.
- Enhanced Supply Chain Reliability: From a logistics perspective, the reliance on stable, commodity-grade chemicals enhances the resilience of the supply chain. Reagents such as hydrazine hydrate, triethylamine, and pivaloyl chloride are widely produced and available from multiple global suppliers, reducing the risk of single-source dependency. The mild reaction conditions, operating well below the 220°C threshold of older methods, reduce the wear and tear on manufacturing equipment, thereby decreasing maintenance downtime and extending asset life. This reliability ensures consistent delivery schedules for downstream customers, a critical factor for agrochemical companies planning seasonal production runs for herbicide formulations.
- Scalability and Environmental Compliance: The environmental footprint of this manufacturing route is significantly lighter than traditional methods, facilitating easier regulatory approval and permitting. The avoidance of highly toxic cyaniding reagents eliminates a major hazardous waste stream, simplifying effluent treatment and reducing disposal costs. The process is inherently scalable, as demonstrated by the use of standard reflux and distillation techniques that translate seamlessly from pilot plant to multi-ton commercial production. This scalability allows manufacturers to respond flexibly to market demand surges without requiring massive capital investment in new infrastructure, ensuring long-term supply continuity for the global agrochemical market.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this Pinoxaden synthesis route. These answers are derived from the specific experimental data and beneficial effects described in the patent documentation, providing clarity for stakeholders evaluating this technology for adoption. Understanding these nuances is essential for making informed decisions regarding process integration and supplier qualification.
Q: What are the primary cost drivers eliminated in this new Pinoxaden synthesis route?
A: This route eliminates the need for expensive noble metal catalysts like Palladium and avoids highly toxic cyaniding reagents, significantly reducing raw material costs and waste treatment expenses compared to traditional methods.
Q: How does the reaction temperature profile of this method compare to prior art?
A: Unlike prior art methods requiring extreme temperatures up to 220°C for dehydrogenation, this process operates under mild conditions ranging from 70°C to 110°C, reducing energy consumption and equipment stress.
Q: Is this synthetic route suitable for large-scale industrial production?
A: Yes, the method features simplified steps, high yields (over 90% in key steps), and uses common solvents like ethanol and toluene, making it highly scalable and compliant with industrial safety standards.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Pinoxaden Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of the malonate-based synthesis route for Pinoxaden and are fully equipped to leverage this technology for our global partners. As a premier CDMO and supplier in the agrochemical sector, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production. Our state-of-the-art facilities are designed to handle the specific solvent systems and reaction conditions required for this process, ensuring that every batch meets stringent purity specifications. With rigorous QC labs and a commitment to process excellence, we guarantee the consistent quality and supply continuity that modern herbicide manufacturers demand.
We invite procurement leaders and R&D teams to collaborate with us to optimize their supply chains using this advanced synthetic method. By partnering with our technical procurement team, you can request a Customized Cost-Saving Analysis tailored to your specific volume requirements. We encourage you to reach out today to obtain specific COA data and route feasibility assessments, ensuring that your transition to this cost-effective Pinoxaden manufacturing process is seamless and commercially successful.