Advanced Synthetic Route for Ractopamine Hydrochloride: Scalable Manufacturing for Global Pharma Supply Chains
Introduction to Patented High-Efficiency Ractopamine Synthesis
The global demand for high-performance beta-adrenergic agonists continues to drive innovation in pharmaceutical intermediate manufacturing, particularly for compounds like Ractopamine Hydrochloride, widely known under the trade name Paylean. As a critical active ingredient in veterinary medicine for promoting lean muscle growth, the quality and cost-efficiency of its supply chain are paramount. The technical landscape has been significantly advanced by the disclosure in patent CN102070468B, which outlines a robust, six-step synthetic methodology that addresses historical bottlenecks in yield and purity. This patent describes a novel approach where the phenolic hydroxyl group is strategically protected early in the sequence, ensuring that subsequent halogenation and coupling reactions proceed with exceptional selectivity. By integrating catalytic hydrogenation and mild hydrolysis conditions, the process achieves a final product content exceeding 93%, setting a new benchmark for reliability in the sector.

For procurement specialists and R&D directors alike, understanding the nuances of this synthesis is vital for securing a stable supply of this high-value intermediate. The traditional reliance on complex, multi-step routes often resulted in prohibitive costs and inconsistent quality, but the methodology detailed in CN102070468B offers a streamlined alternative. It leverages common industrial solvents and recyclable catalysts, effectively lowering the barrier to entry for large-scale production while maintaining stringent purity specifications. As we delve deeper into the technical specifics, it becomes clear that this route represents not just a chemical improvement, but a strategic supply chain asset for any organization seeking a reliable pharmaceutical intermediate supplier capable of meeting rigorous global standards.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of Ractopamine has been plagued by inefficiencies that directly impact the bottom line and operational feasibility. Early methods disclosed by major pharmaceutical entities involved excessively long reaction sequences with difficult-to-source starting materials, leading to accumulated yield losses at every stage. For instance, alternative routes utilizing tetrahydrofuran (THF) as a primary solvent present significant safety and cost hazards due to the formation of explosive peroxides upon long-term storage and the high market price of the solvent itself. Furthermore, processes relying on metal borohydrides for the final reduction step have demonstrated poor atom economy, generating substantial inorganic waste and resulting in free base yields that drop precipitously to around 65% upon salt formation. These legacy methods also suffer from difficult purification profiles, where separating the target molecule from structurally similar by-products requires energy-intensive chromatography or recrystallization steps that are ill-suited for multi-ton manufacturing.
The Novel Approach
In stark contrast, the methodology presented in patent CN102070468B introduces a paradigm shift through a clever protection-deprotection strategy that fundamentally alters the reaction landscape. By converting p-hydroxyacetophenone into a benzoate ester prior to bromination, the process effectively masks the reactive phenolic hydroxyl group, preventing unwanted side reactions such as etherification or oxidation during the harsh bromination and coupling phases. This structural safeguarding allows the subsequent condensation with the amine fragment to proceed with remarkable cleanliness, minimizing the formation of tar and polymeric impurities that typically plague this chemistry. The result is a synthetic pathway where individual step yields consistently exceed 90%, culminating in a final product purity that surpasses 93% without the need for exotic purification techniques. This approach not only simplifies the operational workflow but also drastically reduces the environmental footprint by enabling solvent recovery and minimizing hazardous waste discharge.
Mechanistic Insights into Phenolic Protection and Catalytic Hydrogenation
The core innovation of this synthesis lies in the mechanistic management of the phenolic functionality, which is notoriously prone to interference in nucleophilic substitution reactions. In the initial step, the reaction of p-hydroxyacetophenone with benzoyl chloride under alkaline conditions (pH > 12) forms a stable ester linkage. This transformation is critical because it converts the electron-donating hydroxyl group into an electron-withdrawing ester, which moderates the reactivity of the aromatic ring and the alpha-carbon during the subsequent bromination with liquid bromine. Without this protection, the free phenol could undergo electrophilic aromatic substitution or compete as a nucleophile, leading to a complex mixture of regioisomers. By maintaining the hydroxyl group in a protected state throughout the coupling with 1-methyl-3-(4-hydroxyphenyl)-propylamine, the process ensures that the nitrogen atom acts as the sole nucleophile, attacking the alpha-bromo ketone exclusively to form the desired secondary amine backbone with high regioselectivity.
Following the coupling, the restoration of the phenolic group is achieved through a controlled acid-catalyzed hydrolysis using hydrochloric acid in an alcohol solvent. This step is meticulously optimized to cleave the benzoate ester without degrading the sensitive amine or ketone functionalities, yielding the key keto-intermediate. The final transformation involves the stereoselective reduction of the ketone to the secondary alcohol using catalytic hydrogenation over Raney Nickel or Palladium on Carbon. This heterogeneous catalysis is superior to stoichiometric hydride reductions because it operates under mild pressures (0.2–0.8 MPa) and temperatures, avoiding the generation of boron or aluminum waste streams. The mechanism proceeds via the adsorption of hydrogen and the ketone onto the catalyst surface, facilitating a clean transfer of hydrogen atoms to the carbonyl carbon. This final step not only establishes the crucial chiral center required for biological activity but also simultaneously forms the hydrochloride salt, streamlining the isolation process and ensuring the high purity required for high-purity ractopamine hydrochloride applications.
How to Synthesize Ractopamine Hydrochloride Efficiently
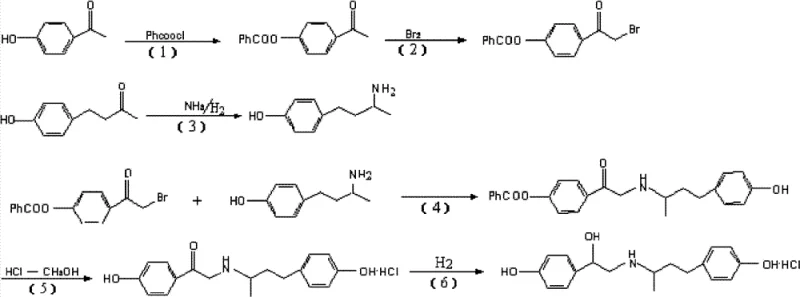
The execution of this synthetic route requires precise control over reaction parameters to maximize the benefits of the protection strategy. The process begins with the esterification of p-hydroxyacetophenone, followed by alpha-bromination, and then the independent preparation of the amine fragment from raspberry ketone via reductive amination. These two key intermediates are then coupled under basic conditions, followed by acid hydrolysis to remove the protecting group and final catalytic hydrogenation to yield the target molecule. Each step has been engineered to utilize recyclable solvents and robust catalysts, ensuring that the transition from laboratory bench to pilot plant is seamless. For technical teams looking to implement this workflow, the detailed standardized operating procedures and critical control points are essential for maintaining consistency and safety across batches.
- Protect p-hydroxyacetophenone with benzoyl chloride under alkaline conditions to form the benzoate ester, preventing side reactions.
- Brominate the protected ester using liquid bromine to introduce the reactive alpha-bromo ketone functionality.
- Convert raspberry ketone to the corresponding amine via catalytic hydrogenation in the presence of ammonia.
- Condense the brominated ester with the amine fragment to form the core carbon-nitrogen backbone.
- Hydrolyze the ester protecting group using hydrochloric acid and alcohol to regenerate the phenolic hydroxyl group.
- Perform final catalytic hydrogenation of the ketone intermediate to yield Ractopamine Hydrochloride with >93% purity.
Commercial Advantages for Procurement and Supply Chain Teams
From a commercial perspective, the adoption of this patented synthesis route offers profound advantages that extend far beyond simple chemical yield improvements. For procurement managers tasked with optimizing the cost structure of API manufacturing, the elimination of expensive and hazardous reagents like sodium borohydride translates directly into substantial cost savings. The ability to recycle solvents such as ethyl acetate and methanol, along with the reuse of heterogeneous catalysts, significantly lowers the variable cost per kilogram of production. Furthermore, the reliance on commodity chemicals like p-hydroxyacetophenone and raspberry ketone ensures that the supply chain is resilient against the volatility often seen with specialized fine chemical starting materials. This stability is crucial for maintaining consistent pricing and avoiding production delays caused by raw material shortages, making it an ideal choice for cost reduction in API manufacturing.
- Cost Reduction in Manufacturing: The economic viability of this process is underpinned by its high atom economy and the avoidance of stoichiometric reducing agents. By replacing expensive hydride reagents with catalytic hydrogenation, the process eliminates the cost associated with purchasing, handling, and disposing of large quantities of chemical reductants. Additionally, the high single-step yields mean that less raw material is wasted in the form of by-products, effectively increasing the throughput of existing reactor capacity without the need for capital expansion. The simplified workup procedures, which often involve simple filtration and crystallization rather than complex extractions, further reduce labor and utility costs, driving down the overall cost of goods sold.
- Enhanced Supply Chain Reliability: Supply chain continuity is heavily dependent on the availability of raw materials and the robustness of the manufacturing process. This synthesis route utilizes starting materials that are produced on a massive global scale for other industries, ensuring a steady and reliable supply even during market fluctuations. The mild reaction conditions, which do not require extreme cryogenic temperatures or ultra-high pressures, reduce the risk of equipment failure and unplanned downtime. This operational robustness ensures that production schedules can be met consistently, reducing lead time for high-purity veterinary drug intermediates and allowing manufacturers to respond agilely to market demand spikes.
- Scalability and Environmental Compliance: As regulatory scrutiny on pharmaceutical manufacturing intensifies, the environmental profile of a synthesis route becomes a critical factor in vendor selection. This method generates minimal "three wastes" (waste water, gas, and solids) compared to traditional borohydride routes, simplifying compliance with strict environmental regulations. The absence of heavy metal contamination in the final product reduces the burden on downstream purification units, facilitating easier regulatory approval. The process is inherently scalable, having been designed with industrial reactors in mind, which supports the commercial scale-up of complex beta-agonists from pilot batches to multi-ton annual production without losing efficiency or quality control.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthesis technology. These insights are derived directly from the experimental data and beneficial effects reported in the patent documentation, providing a clear picture of what partners can expect when adopting this methodology. Understanding these details is key for R&D and procurement teams to evaluate the feasibility of integrating this route into their existing manufacturing portfolios.
Q: How does the phenolic protection strategy improve yield in Ractopamine synthesis?
A: By protecting the phenolic hydroxyl group of p-hydroxyacetophenone as a benzoate ester prior to bromination and coupling, the process eliminates competitive side reactions at the oxygen atom. This strategic protection ensures that the bromination occurs selectively at the alpha-carbon and prevents polymerization or ether formation during the condensation step, resulting in single-step yields exceeding 90% and a final product purity above 93%.
Q: What are the environmental advantages of this synthesis method compared to borohydride reduction?
A: Unlike methods utilizing sodium borohydride which generate significant boron-containing waste and require complex aqueous workups, this patented route relies on catalytic hydrogenation for the final reduction step. This shift eliminates heavy metal or boron contamination risks, drastically reduces wastewater treatment loads, and allows for the recycling of solvents and catalysts, aligning with modern green chemistry principles for sustainable API manufacturing.
Q: Is this process suitable for large-scale commercial production?
A: Yes, the process is explicitly designed for industrial scalability. It utilizes cheap and readily available raw materials like p-hydroxyacetophenone and raspberry ketone, avoids extreme high-pressure or high-temperature conditions, and employs robust catalysts like Raney Nickel or Palladium on Carbon. The simplicity of the equipment operations and the high stability of intermediates make it highly viable for multi-ton production campaigns.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Ractopamine Hydrochloride Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition from a patented laboratory method to a commercially viable supply chain requires deep technical expertise and robust infrastructure. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of the CN102070468B route are fully realized in practice. We operate stringent purity specifications and maintain rigorous QC labs equipped with advanced analytical instrumentation to guarantee that every batch of Ractopamine Hydrochloride meets the highest international standards. Our commitment to quality assurance means that we can deliver intermediates with consistent impurity profiles, supporting your regulatory filings and ensuring patient safety.
We invite you to collaborate with us to unlock the full potential of this efficient synthesis route. By leveraging our process optimization capabilities, we can provide a Customized Cost-Saving Analysis tailored to your specific volume requirements and logistical constraints. We encourage you to contact our technical procurement team today to request specific COA data and route feasibility assessments. Let us partner with you to secure a sustainable, cost-effective, and high-quality supply of Ractopamine Hydrochloride for your global operations.