Advanced Synthetic Route for Ractopamine Hydrochloride: Enhancing Purity and Scalability for Global Supply Chains
Introduction to Patented Ractopamine Synthesis Technology
The global demand for high-performance veterinary pharmaceuticals continues to drive innovation in the synthesis of beta-agonists like Ractopamine Hydrochloride. A pivotal advancement in this field is documented in Chinese Patent CN1082042C, which outlines a robust and economically viable method for producing this critical active ingredient. Unlike traditional pathways that rely on complex protection-deprotection sequences or hazardous high-pressure conditions, this patented approach leverages a direct alkylation strategy coupled with efficient catalytic hydrogenation. By utilizing p-hydroxyacetophenone and 4-(4-hydroxyphenyl)-2-butanone as primary feedstocks, the process achieves a remarkable balance between operational simplicity and chemical efficiency. For procurement leaders and R&D directors seeking a reliable pharmaceutical intermediates supplier, understanding the nuances of this technology is essential for securing a stable supply chain. The method not only addresses the yield limitations of prior art but also significantly mitigates safety risks associated with solvent handling, positioning it as a superior choice for cost reduction in API manufacturing.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of Ractopamine Hydrochloride has been plagued by inefficiencies inherent in early methodologies developed by major pharmaceutical entities. As detailed in the background of the patent, conventional routes often involve the use of p-hydroxyphenylethanol acid or p-hydroxyphenylethanol amine as starting materials. These pathways typically necessitate lengthy synthetic sequences involving multiple protection and deprotection steps, which drastically increase the overall production time and material costs. Furthermore, alternative methods utilizing reductive amination between amines and ketones have shown significant drawbacks, including incomplete reactions and formidable difficulties in product separation. The reliance on specialized equipment, such as high-pressure hydrogenation vessels, further escalates capital expenditure and operational complexity. In some earlier iterations, the use of tetrahydrofuran (THF) as a solvent introduced severe safety liabilities due to peroxide formation during storage, alongside its relatively high market cost. These cumulative factors render many traditional processes impractical for modern, large-scale commercial scale-up of complex beta-agonists.
The Novel Approach
In stark contrast, the novel methodology presented in CN1082042C introduces a streamlined workflow that bypasses these historical bottlenecks. The core innovation lies in the strategic coupling of an omega-bromo-p-hydroxyacetophenone intermediate with a specifically prepared amine derivative. This alkylation step is conducted in a biphasic system comprising aqueous sodium carbonate and ethyl acetate, which facilitates vigorous stirring and efficient mass transfer without the need for hazardous polar aprotic solvents. 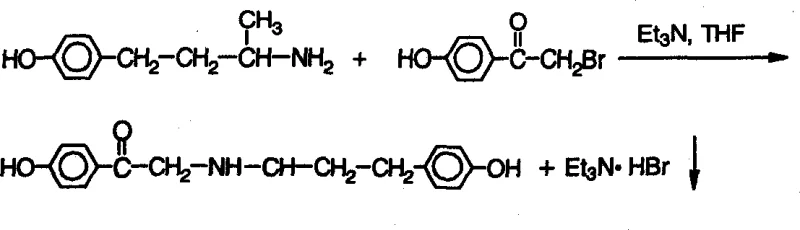 As illustrated in the reaction scheme, the process effectively constructs the carbon-nitrogen backbone of the molecule through a direct nucleophilic substitution, followed by a straightforward acidification to isolate the intermediate hydrochloride salt. This approach not only simplifies the purification protocol—allowing for the precipitation of by-products like triethylamine hydrobromide—but also enhances the overall yield profile. By eliminating the need for THF and reducing the number of synthetic steps, this route offers a compelling value proposition for reducing lead time for high-purity veterinary drug intermediates while maintaining stringent quality standards.
As illustrated in the reaction scheme, the process effectively constructs the carbon-nitrogen backbone of the molecule through a direct nucleophilic substitution, followed by a straightforward acidification to isolate the intermediate hydrochloride salt. This approach not only simplifies the purification protocol—allowing for the precipitation of by-products like triethylamine hydrobromide—but also enhances the overall yield profile. By eliminating the need for THF and reducing the number of synthetic steps, this route offers a compelling value proposition for reducing lead time for high-purity veterinary drug intermediates while maintaining stringent quality standards.
Mechanistic Insights into Catalytic Bromination and Hydrogenation
The success of this synthesis hinges on precise control over two critical catalytic transformations: the alpha-bromination of the acetophenone derivative and the subsequent reduction of the ketone and oxime functionalities. The initial bromination step employs cuprous bromide as a catalyst in a mixed solvent system of chloroform and ethyl acetate. This specific catalytic environment promotes selective monobromination at the omega-position of the acetophenone, minimizing polybrominated impurities that could complicate downstream processing. The mechanism likely involves the formation of a copper-enolate complex that reacts with molecular bromine, ensuring high regioselectivity. Following this, the amine component is generated via the oximation of 4-(4-hydroxyphenyl)-2-butanone using hydroxylamine hydrochloride, followed by catalytic hydrogenation. The use of Raney nickel in this reduction step is particularly advantageous; it provides a cost-effective alternative to noble metal catalysts while delivering high conversion rates under mild thermal conditions. This dual-catalyst strategy ensures that the reactive intermediates are generated with high fidelity, setting the stage for a clean coupling reaction.
Impurity control is rigorously maintained throughout the sequence, particularly during the isolation of the ketone intermediate. The patent describes a two-phase reaction system where the by-product, triethylamine hydrobromide (if triethylamine is used as a base, though sodium carbonate is preferred in the main embodiment), precipitates out, leaving the desired organic product in the solution phase. Subsequent acidification with hydrochloric acid converts the free base intermediate into its hydrochloride salt, which crystallizes out of the solution. This crystallization serves as a powerful purification step, rejecting non-basic impurities and unreacted starting materials. The final hydrogenation of the ketone intermediate to the alcohol (Ractopamine) is performed using palladium on carbon or Raney nickel under normal pressure. This mild reduction condition prevents the hydrogenolysis of the benzyl-oxygen bonds (if any protecting groups were present, though here they are free phenols) and ensures the stereochemical integrity required for biological activity. Such meticulous attention to mechanistic detail guarantees the production of high-purity Ractopamine Hydrochloride suitable for sensitive veterinary applications.
How to Synthesize Ractopamine Hydrochloride Efficiently
Implementing this synthesis route requires adherence to specific operational parameters to maximize yield and safety. The process begins with the preparation of the bromo-ketone intermediate, followed by the independent synthesis of the amine fragment, and concludes with their convergence and final reduction. Each step has been optimized in the patent embodiments to demonstrate reproducibility on a laboratory scale, providing a clear blueprint for process engineers. The detailed标准化 synthesis steps see the guide below, which outlines the precise stoichiometry, temperature controls, and workup procedures necessary for successful execution. By following these guidelines, manufacturers can replicate the high yields reported in the patent, such as the 82% yield in the bromination step and the 97.6% yield in the final hydrogenation.
- Brominate p-hydroxyacetophenone using cuprous bromide catalyst in ethyl acetate-chloroform to form omega-bromo-p-hydroxyacetophenone.
- Convert 4-(4-hydroxyphenyl)-2-butanone to its oxime using hydroxylamine hydrochloride, followed by Raney nickel catalyzed hydrogenation to yield the amine intermediate.
- Perform alkylation in a two-phase system of aqueous sodium carbonate and ethyl acetate to couple the amine and bromo-ketone, followed by acidification to isolate the ketone intermediate hydrochloride.
- Execute final catalytic hydrogenation of the ketone intermediate using Pd/C or Raney nickel to obtain the target Ractopamine Hydrochloride.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the transition to this patented synthesis route offers tangible strategic benefits beyond mere technical feasibility. The primary advantage lies in the substantial optimization of the cost structure associated with raw materials and solvent consumption. By replacing expensive and hazardous solvents like THF with commodity chemicals such as ethyl acetate and chloroform, the process drastically reduces material costs and waste disposal fees. Furthermore, the elimination of high-pressure hydrogenation steps in favor of normal pressure operations lowers the barrier to entry for contract manufacturing organizations, as it removes the need for specialized autoclaves and the associated safety certifications. This simplification of the equipment landscape directly translates to enhanced supply chain resilience, as production can be distributed across a wider network of qualified facilities without compromising on quality or safety standards.
- Cost Reduction in Manufacturing: The economic impact of this route is driven by the high atom economy of the alkylation step and the use of inexpensive catalysts like Raney nickel. Unlike previous methods that suffered from low yields (reported as low as 27-32% in older precipitation methods), this optimized process achieves significantly higher conversion rates, thereby reducing the cost per kilogram of the final API. The ability to recycle solvents like ethyl acetate further contributes to long-term operational savings, making it a financially sustainable model for large-volume production.
- Enhanced Supply Chain Reliability: The reliance on readily available starting materials, specifically p-hydroxyacetophenone and 4-(4-hydroxyphenyl)-2-butanone, mitigates the risk of raw material shortages. These commodities are produced by numerous chemical suppliers globally, ensuring a diversified sourcing strategy that protects against market volatility. Additionally, the robustness of the reaction conditions means that production schedules are less susceptible to delays caused by equipment maintenance or safety incidents, guaranteeing consistent delivery timelines for downstream pharmaceutical formulators.
- Scalability and Environmental Compliance: From an environmental perspective, the process generates fewer hazardous by-products and utilizes solvents that are easier to recover and treat. The absence of heavy metal contaminants in the final product, thanks to efficient filtration of catalysts like Raney nickel and Pd/C, simplifies the regulatory approval process for veterinary drugs. This alignment with green chemistry principles not only reduces the environmental footprint but also future-proofs the manufacturing process against increasingly stringent global environmental regulations.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthesis technology. These insights are derived directly from the experimental data and process descriptions found in the patent literature, providing a factual basis for decision-making. Understanding these details is crucial for technical teams evaluating the feasibility of adopting this route for their own production lines or for procurement teams negotiating supply contracts.
Q: What are the primary advantages of this synthesis route over conventional methods?
A: This method eliminates the need for expensive and hazardous solvents like THF used in previous precipitation methods. It utilizes readily available raw materials such as p-hydroxyacetophenone and operates under milder conditions, significantly improving process safety and cost-efficiency.
Q: How does the process ensure high purity of the final API intermediate?
A: The process incorporates rigorous purification steps, including recrystallization of the omega-bromo intermediate and the ketone hydrochloride salt. The use of specific catalysts like cuprous bromide and Raney nickel ensures high selectivity, minimizing by-product formation and simplifying downstream purification.
Q: Is this synthesis route suitable for large-scale commercial production?
A: Yes, the route is designed for industrial scalability. It avoids high-pressure hydrogenation steps where possible (using normal pressure in embodiments) and employs common solvents like ethyl acetate and ethanol, making it highly adaptable for multi-ton manufacturing without requiring specialized high-cost equipment.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Ractopamine Hydrochloride Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of deploying advanced synthetic methodologies to meet the evolving needs of the global veterinary pharmaceutical market. Our technical team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of patents like CN1082042C are fully realized in practical manufacturing settings. We are committed to maintaining stringent purity specifications through our rigorous QC labs, utilizing state-of-the-art analytical instrumentation to verify the identity and potency of every batch. Our facility is equipped to handle the specific solvent systems and catalytic requirements of this route, guaranteeing a consistent supply of high-quality intermediates that adhere to international regulatory standards.
We invite potential partners to engage with our technical procurement team to discuss how this optimized synthesis route can be tailored to your specific volume requirements. By collaborating with us, you gain access to a Customized Cost-Saving Analysis that quantifies the potential efficiencies of switching to this method. We encourage you to request specific COA data and route feasibility assessments to validate the performance metrics discussed in this report. Let us help you secure a competitive edge in the market through superior chemistry and reliable supply chain execution.