Revolutionizing Oseltamivir Phosphate Production via Continuous Flow Technology
Revolutionizing Oseltamivir Phosphate Production via Continuous Flow Technology
The global demand for effective antiviral therapeutics remains a critical priority for the pharmaceutical industry, particularly concerning influenza management. Patent CN110698358A introduces a groundbreaking methodology for the continuous and automatic production of oseltamivir phosphate, a key neuraminidase inhibitor. This technical disclosure represents a significant paradigm shift from traditional batch processing to a sophisticated continuous flow architecture. By integrating precise metering diaphragm pumps, modular reaction units, and automated separation techniques, this innovation addresses longstanding challenges in yield optimization and operational safety. For R&D directors and supply chain strategists, understanding the nuances of this continuous synthesis route is essential for evaluating next-generation manufacturing capabilities. The patent outlines a comprehensive workflow encompassing solution preparation, catalytic deprotection, salt formation, and purification, all executed within a tightly controlled environment that minimizes human error and maximizes reproducibility.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional synthesis routes for oseltamivir phosphate, such as those disclosed in prior art like CN109438276A and CN108484467A, rely heavily on discontinuous batch operations that are inherently resource-intensive and prone to variability. These conventional methods typically involve multiple discrete steps including deprotection, reduction, and salt formation, often requiring harsh conditions such as strong acids or bases and extended reaction times under nitrogen protection. The reliance on large-volume reactors, such as 3000L kettles, necessitates substantial quantities of solvents and cryogenic agents like liquid nitrogen for temperature control, creating significant safety hazards and logistical burdens. Furthermore, the use of homogeneous catalysts like palladium acetate complicates downstream processing, as removing trace heavy metals to meet stringent pharmacopoeial standards requires additional purification stages. The manual nature of these batch processes also introduces inconsistencies in mixing and heat transfer, leading to potential impurity profiles that can compromise the quality of the final active pharmaceutical ingredient.
The Novel Approach
In stark contrast, the continuous synthesis method described in CN110698358A leverages a modular, automated system that fundamentally reengineers the production workflow. Instead of large static vessels, the process utilizes a series of interconnected modules for mixing, reaction, cooling, and separation, driven by precision metering pumps that ensure consistent flow rates and stoichiometry. The core innovation lies in the use of a reticular high-performance 10% Pd/C carrier within the reaction module, which facilitates efficient catalytic deprotection while remaining physically contained, thereby eliminating the issue of dissolved palladium contamination. This approach allows for precise temperature control, maintaining the reaction module at an optimal range of 75-80°C without the thermal inertia issues associated with large batch reactors. The seamless transition from reaction to crystallization and drying not only accelerates the production cycle but also drastically reduces the physical footprint of the manufacturing facility, enabling a more compact and GMP-compliant production environment that is ideally suited for scale-up.
Mechanistic Insights into Pd/C-Catalyzed Deprotection
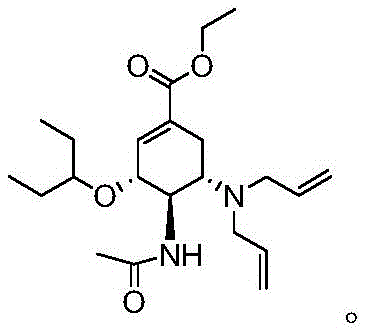
The chemical heart of this continuous process is the catalytic removal of the diallyl protecting group from the oseltamivir intermediate, a transformation that is critical for unlocking the biological activity of the molecule. The reaction mechanism involves the coordination of the allyl groups to the palladium surface on the carbon support, followed by nucleophilic attack by the scavenger, 1,3-dimethylbarbituric acid. This scavenger plays a pivotal role by capturing the liberated allyl species, driving the equilibrium towards the desired deprotected amine product and preventing re-alkylation side reactions. Triphenylphosphine is included in the feed solutions, likely serving as a stabilizer for the catalyst or a ligand to modulate the electronic environment of the palladium active sites, ensuring sustained catalytic activity over prolonged operation. The continuous flow regime enhances mass transfer kinetics, allowing the reactants to interact efficiently with the heterogeneous catalyst bed, which results in higher conversion rates compared to diffusion-limited batch systems.
Impurity control is another critical aspect where this mechanistic approach excels, particularly regarding heavy metal residues. In traditional batch methods using soluble palladium salts, the metal ions are dispersed throughout the reaction medium, making complete removal difficult and often requiring specialized scavengers or extensive washing. However, in this continuous setup, the palladium is immobilized on a mesh-like carbon carrier, physically separating the catalyst from the product stream. This heterogeneous configuration ensures that the final product stream contains negligible amounts of leached palladium, simplifying the purification train and ensuring compliance with strict heavy metal specifications. Additionally, the integrated decolorization module utilizing activated carbon rods further refines the product quality by adsorbing organic impurities and colored by-products generated during the reaction, resulting in a high-purity oseltamivir phosphate suitable for pharmaceutical formulation without the need for complex recrystallization sequences.
How to Synthesize Oseltamivir Phosphate Efficiently
The implementation of this continuous synthesis route requires a systematic approach to reagent preparation and module operation to ensure optimal performance and product quality. The process begins with the precise formulation of two distinct feed solutions: Solution A containing the key intermediate 11, absolute ethanol, and triphenylphosphine, and Solution B comprising 1,3-dimethylbarbituric acid, absolute ethanol, and triphenylphosphine. These solutions are pumped simultaneously into a mixing module to create a homogeneous mixture before entering the heated reaction zone. The detailed standardized synthesis steps, including specific flow rates, temperature gradients, and centrifugation parameters, are outlined in the technical guide below to assist process engineers in replicating this high-efficiency protocol.
- Prepare Solution A (Intermediate 11, ethanol, triphenylphosphine) and Solution B (1,3-dimethylbarbituric acid, ethanol, triphenylphosphine) and pump them simultaneously into a mixing module.
- Transfer the mixture to a reaction module containing a reticular 10% Pd/C carrier at 75-80°C to effect catalytic deprotection.
- Mix the reactant with phosphoric acid ethanol solution, cool to precipitate, centrifuge, wash with acetone, decolorize, and dry to obtain the final solid product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the transition to this continuous manufacturing technology offers profound strategic advantages that extend beyond simple yield metrics. The fundamental redesign of the process eliminates several cost drivers inherent in traditional batch chemistry, such as excessive solvent consumption, high labor intensity, and complex waste treatment requirements. By automating the material handling and reaction control, the process significantly reduces the dependency on manual intervention, thereby lowering operational expenditures and minimizing the risk of human-induced errors that can lead to batch failures. Furthermore, the enhanced safety profile of the continuous system, characterized by smaller reactive volumes and reduced exposure to hazardous reagents, translates into lower insurance costs and reduced regulatory compliance burdens, making it a financially attractive option for large-scale production.
- Cost Reduction in Manufacturing: The economic benefits of this continuous process are primarily driven by the efficient utilization of raw materials and the elimination of expensive downstream processing steps. The use of a reusable reticular Pd/C catalyst replaces costly soluble palladium salts, removing the need for complex heavy metal scavenging procedures and reducing the overall catalyst cost per kilogram of product. Additionally, the continuous flow design optimizes solvent usage by recycling or minimizing volumes through precise metering, which significantly lowers the cost of solvent purchase and disposal. The reduction in production cycle time also means that capital equipment is utilized more intensively, improving the return on investment for manufacturing assets and allowing for faster response to market demand fluctuations without the need for massive inventory buffers.
- Enhanced Supply Chain Reliability: Supply chain resilience is greatly improved through the adoption of this automated continuous platform, which offers superior consistency and predictability compared to manual batch operations. The modular nature of the equipment allows for rapid troubleshooting and maintenance without shutting down the entire production line, ensuring continuous availability of the active pharmaceutical ingredient. Moreover, the simplified process flow reduces the number of intermediate storage steps and transfers, minimizing the risk of material degradation or contamination during handling. This streamlined workflow enables manufacturers to maintain tighter control over lead times, ensuring reliable delivery schedules for downstream formulation partners and reducing the risk of supply disruptions during peak flu seasons.
- Scalability and Environmental Compliance: From an environmental and scalability perspective, this technology aligns perfectly with modern green chemistry principles and regulatory expectations. The closed-system design drastically reduces volatile organic compound (VOC) emissions and prevents the release of unorganized pollutants, facilitating easier compliance with increasingly stringent environmental regulations. The process generates significantly less solid waste, particularly spent activated carbon and filter aids, due to the efficiency of the continuous decolorization and filtration modules. Scaling up this process is inherently safer and more straightforward than expanding batch reactors, as capacity can be increased by running the continuous line for longer durations or by numbering up identical modules, avoiding the engineering challenges associated with heat and mass transfer in large-scale vessels.
Frequently Asked Questions (FAQ)
The following questions address common technical and operational inquiries regarding the continuous synthesis of oseltamivir phosphate, derived directly from the patent specifications and comparative data. These insights are intended to clarify the practical implications of adopting this technology for commercial manufacturing, focusing on safety, quality control, and process efficiency. Understanding these details is crucial for technical teams evaluating the feasibility of integrating continuous flow chemistry into their existing production infrastructure.
Q: How does the continuous flow method improve safety compared to traditional batch processing?
A: The continuous method utilizes modular equipment with small liquid hold-up volumes and quantitative metering pumps, significantly reducing the risk of exposure to air and unorganized emissions. Unlike traditional large-scale reactors requiring extensive nitrogen protection and manual operation, this automated system minimizes human intervention and potential safety hazards associated with high-temperature bulk reactions.
Q: How is heavy metal palladium residue controlled in this synthesis?
A: The process employs a high-performance reticular 10% Pd/C carrier where palladium is loaded in a monomeric form rather than as dissolved palladium acetate. This heterogeneous catalysis prevents free palladium from entering the product system, ensuring that heavy metal levels remain well below pharmacopoeia limits without requiring complex post-reaction scavenging steps.
Q: What are the efficiency gains of this continuous manufacturing approach?
A: By transitioning from a multi-batch manual operation to a fully automated continuous line, the production cycle is drastically compressed. The integration of mixing, reaction, centrifugation, and drying into a seamless flow reduces the total processing time significantly compared to the sequential batch operations of conventional methods, thereby enhancing overall throughput.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Oseltamivir Phosphate Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of continuous flow technologies in the synthesis of complex antiviral intermediates like oseltamivir phosphate. As a leading CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that innovative laboratory processes are successfully translated into robust industrial realities. Our state-of-the-art facilities are equipped with advanced continuous manufacturing units and rigorous QC labs capable of meeting stringent purity specifications, guaranteeing that every batch of oseltamivir phosphate delivered meets the highest global pharmaceutical standards. We are committed to leveraging our technical expertise to optimize your supply chain, offering tailored solutions that balance cost efficiency with uncompromising quality assurance.
We invite forward-thinking pharmaceutical companies to collaborate with us to explore the full commercial potential of this continuous synthesis route. Our technical procurement team is ready to provide a Customized Cost-Saving Analysis specific to your volume requirements, demonstrating how this technology can reduce your overall cost of goods sold. Please contact us today to request specific COA data and route feasibility assessments, and let us partner with you to secure a reliable, high-quality supply of oseltamivir phosphate for the global market.