Revolutionizing Oseltamivir Phosphate Production: A Safe, Metal-Free Industrial Route
Revolutionizing Oseltamivir Phosphate Production: A Safe, Metal-Free Industrial Route
The global demand for antiviral medications continues to drive the need for robust, scalable, and safe manufacturing processes for key active pharmaceutical ingredients (APIs). Patent CN114057595A introduces a transformative synthesis method for oseltamivir phosphate, addressing critical bottlenecks in the existing supply chain. This technology represents a paradigm shift away from hazardous azide chemistry and expensive transition metal catalysis, offering a streamlined pathway that enhances both operational safety and economic efficiency. By leveraging a phthalimide-mediated amination strategy, the process circumvents the use of sodium azide and palladium catalysts, which have historically plagued industrial production with safety risks and heavy metal contamination issues. For pharmaceutical manufacturers and procurement leaders, this innovation signals a new era of reliability in the reliable pharmaceutical intermediates supplier landscape, ensuring consistent quality without the baggage of legacy safety hazards.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial synthesis of oseltamivir phosphate has been dominated by routes derived from shikimic acid, often involving perilous chemical transformations. The original Gilead/Roche route, while foundational, suffers from a low total yield of approximately 17.7% and relies heavily on sodium azide for the introduction of the critical amino functionality. Sodium azide is not only highly toxic but also poses a severe explosion risk, necessitating specialized equipment and rigorous safety protocols that inflate operational expenditures. Furthermore, subsequent improvements by Roche attempted to mitigate azide usage by employing allylamine ring-opening strategies; however, these modifications introduced a dependency on palladium catalysts (Pd/C or palladium acetate) for deprotection steps. The reliance on precious metals not only escalates raw material costs but also introduces the complex challenge of removing trace heavy metal residues to meet stringent regulatory limits, thereby complicating the downstream purification process and extending production timelines.
The Novel Approach
In stark contrast to these legacy methods, the synthesis method disclosed in CN114057595A utilizes a phthalimide protection strategy to safely introduce the nitrogen atom required for the final drug structure. This approach fundamentally alters the risk profile of the manufacturing process by eliminating explosive reagents entirely. The route proceeds through a series of high-yielding nucleophilic substitutions and deprotections that are operationally simple and amenable to large-scale reactor setups. By avoiding the use of palladium, the process inherently guarantees a heavy-metal-free product profile, simplifying the quality control burden. Moreover, the synthetic sequence is notably shorter and more direct than previous iterations, reducing the number of unit operations and solvent exchanges required. This efficiency translates directly into cost reduction in pharmaceutical intermediates manufacturing, as fewer processing steps mean lower energy consumption, reduced solvent waste, and higher overall throughput for commercial scale-up of complex antiviral intermediates.
Mechanistic Insights into Phthalimide-Mediated Amination
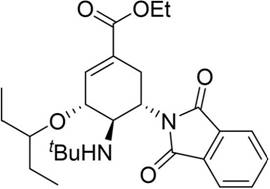
The core innovation of this synthesis lies in the strategic use of phthalimide as a masked amine equivalent. The process initiates with a nucleophilic substitution reaction where a leaving group (such as mesylate or tosylate) on the cyclohexene scaffold is displaced by the phthalimide anion. This reaction is typically conducted in polar aprotic solvents like DMF with a base such as cesium carbonate, ensuring high conversion rates and excellent stereochemical control. Following this, the phthalimide-protected intermediate undergoes further functionalization, including the introduction of the 1-ethylpropoxy side chain via amine substitution. The subsequent acetylation step protects the secondary amine, stabilizing the molecule for the rigorous deprotection conditions that follow. This multi-step protection-deprotection logic ensures that reactive functional groups remain inert until the precise moment they are needed, minimizing side reactions and impurity formation.
The final stages of the synthesis involve the sequential removal of protecting groups to reveal the active pharmacophore. First, the tert-butyl group is cleaved using trifluoroacetic acid under mild heating, a reaction that proceeds cleanly to yield the free amine precursor. Subsequently, the robust phthaloyl protecting group is removed using hydrazine hydrate or ethanolamine. This hydrazinolysis or aminolysis step is highly selective, liberating the primary amine without affecting the ester or ether functionalities present on the cyclohexene ring. The resulting free base is then immediately subjected to salt formation with phosphoric acid in ethanol, precipitating the final oseltamivir phosphate product in high purity. This mechanistic elegance ensures that the final API meets rigorous purity specifications, often exceeding 99% HPLC content, without the need for chromatographic purification.
How to Synthesize Oseltamivir Phosphate Efficiently
Implementing this synthesis route requires careful attention to reaction conditions, particularly during the substitution and deprotection phases. The process is designed to be telescoped where possible, minimizing the isolation of unstable intermediates. Operators should focus on maintaining strict temperature controls during the exothermic acetylation and deprotection steps to prevent degradation. The use of standard industrial solvents like toluene, ethyl acetate, and ethanol facilitates easy solvent recovery and recycling, aligning with green chemistry principles. For a detailed breakdown of the specific reagent ratios, temperature profiles, and workup procedures validated in the patent examples, please refer to the standardized protocol below.
- Perform nucleophilic substitution on a leaving-group functionalized cyclohexene derivative (Formula II) with phthalimide to generate the protected amine intermediate (Formula III).
- React the phthalimide intermediate with tert-butylamine to introduce the ether side chain, followed by acetylation to protect the secondary amine (Formula V).
- Execute sequential deprotection: remove the tert-butyl group using trifluoroacetic acid, then cleave the phthaloyl group with hydrazine or ethanolamine, concluding with phosphoric acid salt formation.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this metal-free synthesis route offers compelling strategic advantages beyond mere technical feasibility. The elimination of sodium azide removes a major regulatory and safety hurdle, simplifying facility permitting and reducing insurance liabilities associated with handling explosive materials. Furthermore, the absence of palladium catalysts decouples production costs from the volatile precious metals market, providing greater financial predictability for long-term supply contracts. The simplified workflow, characterized by fewer reaction steps and straightforward crystallization-based purifications, significantly enhances manufacturing throughput. This efficiency allows for reducing lead time for high-purity antiviral intermediates, ensuring that pharmaceutical partners can respond rapidly to fluctuating market demands during flu seasons without compromising on quality or safety standards.
- Cost Reduction in Manufacturing: The most significant economic driver of this technology is the complete removal of expensive palladium catalysts and the avoidance of costly azide waste treatment protocols. By substituting these with inexpensive reagents like phthalimide and common acids, the variable cost of goods sold (COGS) is drastically lowered. Additionally, the high yields reported in the patent examples minimize raw material waste, further optimizing the cost structure. This lean manufacturing approach ensures that the final high-purity oseltamivir phosphate is produced at a competitive price point, offering substantial margin improvements for downstream drug manufacturers.
- Enhanced Supply Chain Reliability: Reliance on specialized reagents like sodium azide or palladium on carbon can create single points of failure in the supply chain, especially during global disruptions. This new route utilizes commodity chemicals that are widely available from multiple suppliers, diversifying the supply base and mitigating sourcing risks. The robustness of the chemistry also means that production campaigns are less likely to be interrupted by safety incidents or failed batches due to catalyst poisoning. This stability is crucial for maintaining continuous supply to global health organizations and pharmaceutical partners who depend on uninterrupted access to antiviral medications.
- Scalability and Environmental Compliance: From an environmental, health, and safety (EHS) perspective, this process is markedly superior to traditional methods. The avoidance of heavy metals simplifies wastewater treatment and eliminates the need for complex scavenging resins to meet residual metal limits. The solvents used are standard and easily recyclable, reducing the overall environmental footprint of the manufacturing site. The inherent safety of the reagents allows for easier scale-up from pilot plant to multi-ton commercial production without requiring exotic containment systems. This scalability ensures that the technology can meet global demand surges effectively while maintaining compliance with increasingly stringent environmental regulations.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this novel synthesis pathway. These insights are derived directly from the experimental data and technical disclosures within the patent documentation, providing a clear understanding of the process capabilities and limitations. Understanding these details is essential for R&D teams evaluating technology transfer and for procurement specialists assessing supplier qualifications.
Q: How does this synthesis method improve safety compared to traditional azide routes?
A: This method completely eliminates the use of sodium azide, a highly toxic and explosive reagent traditionally used to introduce the amino group. By utilizing phthalimide as a nitrogen source, the process avoids the significant safety hazards and complex waste treatment associated with azide chemistry.
Q: Does this route require expensive palladium catalysts?
A: No, unlike previous modifications by Roche that relied on palladium/carbon or palladium acetate for allyl removal or hydrogenation, this novel pathway operates without any precious metal catalysts. This ensures the final API is free from heavy metal residues and significantly lowers raw material costs.
Q: What are the typical purity levels achievable with this process?
A: The patent data indicates that the final oseltamivir phosphate product can achieve HPLC content exceeding 99.3%, with intermediate purities consistently above 98%. The streamlined purification steps, such as crystallization from ethanol and heptane, facilitate high-purity output suitable for pharmaceutical standards.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Oseltamivir Phosphate Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of adopting safer and more efficient synthetic routes for vital antiviral agents. Our technical team has thoroughly analyzed the methodology described in CN114057595A and is fully prepared to execute this metal-free process at an industrial scale. We possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from lab bench to manufacturing plant is seamless. Our state-of-the-art facilities are equipped with rigorous QC labs capable of verifying stringent purity specifications, guaranteeing that every batch of oseltamivir phosphate meets the highest international pharmacopoeia standards without heavy metal residues.
We invite pharmaceutical partners to collaborate with us to leverage this advanced technology for their supply chains. By choosing NINGBO INNO PHARMCHEM, you gain access to a Customized Cost-Saving Analysis tailored to your specific volume requirements. We encourage you to contact our technical procurement team today to request specific COA data and route feasibility assessments, ensuring that your next production campaign is built on a foundation of safety, quality, and economic efficiency.