Advanced Synthetic Strategy for Remdesivir Intermediates Enhancing Commercial Scalability
Advanced Synthetic Strategy for Remdesivir Intermediates Enhancing Commercial Scalability
The global demand for effective antiviral therapeutics has placed immense pressure on the pharmaceutical supply chain to deliver high-quality active pharmaceutical ingredients (APIs) and their precursors with unprecedented speed and reliability. In this context, the patent CN111233931A, published on June 5, 2020, presents a pivotal advancement in the manufacturing landscape of Remdesivir, a critical nucleoside analog. This intellectual property discloses a novel synthetic methodology that fundamentally restructures the approach to constructing the phosphoramidate prodrug motif, moving away from labor-intensive chromatographic purifications toward robust crystallization-based resolutions. For technical directors and procurement strategists, this patent represents a significant opportunity to optimize the production of this vital pharmaceutical intermediate, offering a pathway that balances rigorous purity specifications with the economic necessities of large-scale chemical manufacturing.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of Remdesivir has been plagued by significant bottlenecks that hinder efficient commercial production. The original route developed by the innovator company, detailed in patent WO2016069826A1, relies on a sequence involving oxidation, addition, and multiple substitution steps starting from protected tetrahydrofuran derivatives. A critical flaw in this legacy approach is its poor stereoselectivity during the formation of the glycosidic bond, which necessitates purification via chiral column chromatography. From a process chemistry perspective, chiral HPLC is notoriously difficult to scale, suffering from low throughput, high solvent consumption, and substantial operational costs. Furthermore, subsequent literature, such as the 2016 Nature publication, attempted to optimize this by introducing trifluoromethanesulfonic acid to improve the beta-anomer ratio. However, this second-generation approach introduced severe safety liabilities by employing nitro-substituted intermediates, which are flagged for potential genotoxicity, thereby complicating the regulatory approval process and increasing the burden on quality control laboratories to monitor trace impurities.
The Novel Approach
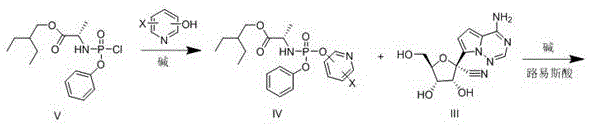
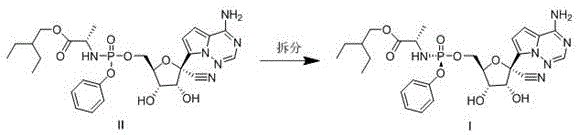
In stark contrast to these precedents, the methodology outlined in CN111233931A introduces a streamlined and chemically elegant solution that directly addresses the scalability and safety concerns of prior art. The core innovation lies in a convergent strategy where a pre-formed phosphoramidate chloride (Compound V) is first reacted with a hydroxypyridine derivative to generate a stable activated intermediate (Compound IV). This species is then coupled with the nucleoside core (Compound III) under the influence of a Lewis acid catalyst. Crucially, the final purification does not rely on chromatography but instead utilizes a sophisticated slurry crystallization technique using an acetone and dichloromethane solvent system. This shift from separation science to crystallization engineering allows for the isolation of the target enantiomer (Compound I) with high optical purity, drastically simplifying the downstream processing unit operations and enabling a much more robust commercial scale-up of complex antiviral intermediates.
This strategic pivot not only enhances the chemical efficiency but also aligns perfectly with the principles of green chemistry by reducing solvent waste and eliminating the need for specialized silica gel columns. The ability to control the stereochemical outcome through crystallization rather than column separation is a hallmark of a mature, industrial-grade process, signaling to supply chain stakeholders that this route is viable for multi-ton production campaigns required to meet global health demands.
Mechanistic Insights into Lewis Acid-Catalyzed Phosphoramidate Coupling
The heart of this synthetic breakthrough is the precise manipulation of the phosphorylation step, which is traditionally the most challenging transformation in nucleotide prodrug synthesis. The patent details a mechanism where Compound V, acting as the phosphorus source, reacts with hydroxypyridines under basic conditions at controlled low temperatures ranging from -10°C to 0°C. This initial step forms Compound IV, a key activated species that is more reactive yet sufficiently stable to be handled in subsequent steps. The subsequent coupling with the nucleoside Compound III is facilitated by the presence of Lewis acids such as zinc chloride, magnesium chloride, or aluminum chloride. These metal salts coordinate with the oxygen atoms of the phosphate moiety, increasing the electrophilicity of the phosphorus center and promoting the nucleophilic attack by the 5'-hydroxyl group of the sugar. This catalytic activation allows the reaction to proceed at moderate temperatures (50°C to 80°C) in solvents like tetrahydrofuran or dioxane, avoiding the harsh acidic conditions that could degrade the sensitive glycosidic bond or the cyano group on the pyrrolo-triazine base.
Furthermore, the resolution mechanism employed in the final step is a masterclass in impurity control. Instead of relying on the subtle interactions of a chiral stationary phase, the process exploits the differential solubility of the diastereomeric salts or complexes formed during the reaction. By utilizing a specific solvent mixture of acetone and dichloromethane in a volume ratio of 1:8, the desired isomer (Compound I) is induced to precipitate while the unwanted stereoisomers remain in the mother liquor. This physical separation method is inherently more scalable and reproducible than chromatographic techniques. It ensures that the final product meets stringent purity specifications required for clinical applications without the risk of leaching silica or stationary phase contaminants. This level of control over the solid-state properties of the intermediate is critical for ensuring batch-to-batch consistency, a key metric for any reliable pharmaceutical intermediates supplier aiming to serve regulated markets.
How to Synthesize Remdesivir Intermediate Efficiently
The implementation of this synthetic route requires careful attention to reaction parameters, particularly temperature control and stoichiometry, to maximize the yield of the activated phosphoramidate and the subsequent coupling efficiency. The process begins with the preparation of Compound IV under nitrogen protection to prevent moisture ingress, which could hydrolyze the reactive P-Cl bond. Following the isolation of this intermediate, the coupling reaction with the nucleoside must be monitored to ensure complete conversion before initiating the crystallization workup. The detailed standardized operating procedures for executing these steps, including specific reagent grades and agitation rates, are essential for technology transfer. For a comprehensive breakdown of the experimental protocol, please refer to the step-by-step guide below.
- React Compound V with hydroxypyridines under basic conditions at low temperature (-10°C to 0°C) to generate the activated phosphoramidate intermediate (Compound IV).
- Couple Compound IV with the nucleoside precursor (Compound III) in the presence of a Lewis acid (e.g., ZnCl2) and base in solvent B at 50°C to 80°C to form the diastereomeric mixture (Compound II).
- Purify Compound II via slurry crystallization using an acetone/dichloromethane solvent system to resolve the desired enantiomer (Compound I) without chiral HPLC.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of the synthetic route described in CN111233931A offers tangible strategic benefits that extend beyond mere chemical curiosity. The primary value proposition lies in the drastic simplification of the manufacturing workflow, which translates directly into cost reduction in API manufacturing. By eliminating the dependency on chiral HPLC, manufacturers can avoid the high capital expenditure associated with preparative chromatography systems and the recurring costs of expensive chiral columns and large volumes of HPLC-grade solvents. Furthermore, the replacement of genotoxic nitro-compounds with benign hydroxypyridines reduces the environmental, health, and safety (EHS) burden, lowering the costs associated with hazardous waste disposal and worker protection protocols. This streamlined approach ensures a more predictable cost structure, shielding the supply chain from volatility associated with specialized reagents.
- Cost Reduction in Manufacturing: The elimination of chromatographic purification steps significantly lowers the operational expenditure per kilogram of product. Traditional methods require vast amounts of solvents and silica gel, which are costly to purchase and dispose of. By shifting to a crystallization-based purification, the process reduces solvent intensity and waste generation, leading to substantial savings in raw material procurement and waste management fees. Additionally, the use of common Lewis acids like zinc chloride instead of exotic catalysts further drives down the bill of materials, making the overall production economics highly favorable for high-volume contracts.
- Enhanced Supply Chain Reliability: The reliance on readily available starting materials such as hydroxypyridines and standard organic solvents ensures a resilient supply chain. Unlike routes that depend on custom-synthesized, low-volume reagents which can suffer from long lead times, the inputs for this process are commodity chemicals available from multiple global vendors. This diversification of the supply base mitigates the risk of single-source bottlenecks and ensures reducing lead time for high-purity active ingredients. The robustness of the reaction conditions also means that production schedules are less likely to be disrupted by minor variations in raw material quality or environmental fluctuations.
- Scalability and Environmental Compliance: The process is inherently designed for scale, utilizing unit operations like stirred tank reactors and filtration units that are standard in any multipurpose pharmaceutical plant. The avoidance of genotoxic reagents simplifies the regulatory filing process, as there is no need for extensive justification of mutagenic impurity limits. This accelerates the time-to-market for the final drug product. Moreover, the reduced solvent usage and simpler workup procedures align with modern sustainability goals, helping companies meet their corporate social responsibility targets while maintaining high production throughput.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this patented synthetic route. These insights are derived directly from the experimental data and claims within the patent documentation, providing clarity on the feasibility and advantages of this method for potential manufacturing partners. Understanding these nuances is crucial for making informed decisions about technology licensing or contract manufacturing agreements.
Q: How does this synthetic route improve upon the original Gilead process?
A: Unlike the original route which relied on poor selectivity and required purification via chiral column chromatography, this method utilizes a specific Lewis acid-catalyzed coupling followed by a simple slurry crystallization resolution. This eliminates the need for expensive and low-throughput chiral HPLC, making it far more suitable for industrial scale-up.
Q: What are the safety advantages regarding genotoxic impurities?
A: Previous second-generation methods reported in literature utilized nitro-substituted compounds which carry a risk of genotoxicity. The present invention avoids these hazardous reagents entirely, utilizing mild hydroxypyridines and standard Lewis acids, thereby significantly reducing the risk of genotoxic impurities in the final API.
Q: Is this process suitable for large-scale manufacturing?
A: Yes, the process is designed for industrial viability. It operates under mild reaction conditions (temperatures ranging from -10°C to 80°C), uses readily available solvents like THF and dichloromethane, and replaces complex chromatographic separations with robust crystallization steps, ensuring high throughput and consistent quality.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Remdesivir Intermediate Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition from laboratory bench to commercial plant requires more than just a patent license; it demands deep process engineering expertise and a commitment to quality. As a leading CDMO, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the promising chemistry described in CN111233931A is translated into a reliable supply stream. Our facilities are equipped with state-of-the-art rigorous QC labs capable of detecting impurities at ppm levels, guaranteeing that every batch of Remdesivir intermediate meets the stringent purity specifications required by global regulatory bodies. We understand the critical nature of antiviral supply chains and are prepared to deploy our resources to secure your production timeline.
We invite you to engage with our technical team to explore how this optimized synthetic route can be integrated into your supply network. By partnering with us, you gain access to a Customized Cost-Saving Analysis that quantifies the specific economic benefits of switching to this crystallization-based process for your specific volume requirements. We encourage you to contact our technical procurement team today to request specific COA data from our pilot batches and to discuss route feasibility assessments tailored to your facility's capabilities. Let us collaborate to build a more resilient and cost-effective supply chain for this essential medicine.