Scalable Liquid-Phase Synthesis of High-Purity Fenoxaprop-p-ethyl Herbicide Intermediates
Introduction to Patent CN111732553A
The global demand for high-efficiency, low-toxicity herbicides continues to drive innovation in agrochemical intermediate manufacturing. A significant technological breakthrough in this sector is detailed in patent CN111732553A, which discloses a novel method for synthesizing fenoxaprop-p-ethyl, a critical active ingredient for controlling gramineous weeds in wheat and rye crops. This patent addresses long-standing challenges in the production of this heterocyclic herbicide by shifting from traditional solid-liquid phase reactions to a more efficient liquid-phase system. The core innovation lies in the strategic use of an acetone-water solvent system combined with precise temperature control and phase transfer catalysis. By optimizing the reaction environment, the process achieves an exceptional optical purity of greater than 99.9% for the effective enantiomer, while simultaneously simplifying post-reaction processing. For R&D directors and procurement specialists seeking a reliable agrochemical intermediate supplier, understanding the mechanistic advantages of this patented route is essential for securing a stable supply chain of high-quality herbicide precursors.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial synthesis of fenoxaprop-p-ethyl has been plagued by significant operational and environmental inefficiencies inherent to solid-liquid phase reactions. Traditional protocols often necessitate the use of large volumes of organic solvents to facilitate the interaction between solid reagents, leading to complex downstream processing requirements. A major drawback of these legacy methods is the generation of substantial quantities of nitrogen-containing wastewater, which poses severe challenges for environmental compliance and increases the cost of waste treatment. Furthermore, the separation of mixed organic solvents after the reaction is frequently energy-intensive and technically demanding, often requiring complex distillation setups that reduce overall process throughput. These factors collectively contribute to higher production costs and inconsistent product quality, creating bottlenecks for manufacturers aiming for cost reduction in herbicide manufacturing.
The Novel Approach
In stark contrast, the method described in CN111732553A introduces a streamlined liquid-phase reaction that fundamentally alters the process dynamics. By dissolving 2,6-dichlorobenzoxazole in acetone and reacting it with R-(+)-2-(4-hydroxyphenoxy) ethyl propionate in an aqueous medium containing an inorganic base, the process eliminates the need for excessive organic solvents. A key feature of this approach is the in-situ evaporation of acetone during the reaction at 70-75°C, which drives the reaction forward and simplifies solvent recovery. The evaporated acetone-water mixture can be effectively separated using membrane technology, allowing for high-purity solvent recovery and minimizing environmental impact. This transition not only enhances the yield to approximately 90% but also ensures the structural integrity of the chiral center. 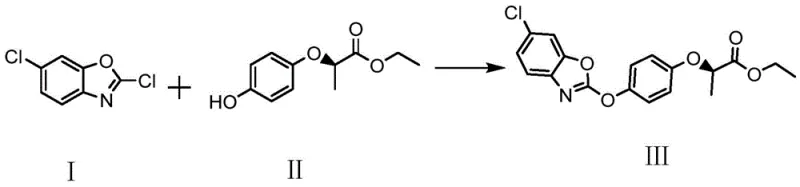
Mechanistic Insights into Liquid-Phase Nucleophilic Substitution
The success of this synthesis relies on a carefully orchestrated nucleophilic substitution mechanism facilitated by phase transfer catalysis. The reaction involves the attack of the phenolic oxygen of R-(+)-2-(4-hydroxyphenoxy) ethyl propionate on the C-2 position of the 2,6-dichlorobenzoxazole ring. The presence of an inorganic base, preferably sodium carbonate, is critical for deprotonating the phenol to generate the reactive phenoxide ion. However, the choice of base is nuanced; while stronger bases like sodium hydroxide could accelerate deprotonation, they risk hydrolyzing the sensitive benzoxazole ring or inducing racemization. Sodium carbonate offers an optimal balance, providing sufficient alkalinity to drive the reaction without compromising the high-purity fenoxaprop-p-ethyl product profile. The addition of a phase transfer catalyst, such as benzyltriethylammonium chloride, further enhances the reaction kinetics by transporting the phenoxide anion into the organic phase where the electrophile resides, ensuring efficient collision frequency.
Temperature control plays a pivotal role in managing impurity profiles and maintaining stereochemical integrity. The protocol specifies dissolving the benzoxazole derivative at 20-25°C to prevent premature volatilization or side reactions, followed by heating the reaction mixture to 70-75°C. This specific temperature window is crucial; it is high enough to ensure the complete dissolution of reactants and rapid reaction kinetics but low enough to prevent the thermal degradation of the chiral ester moiety. Moreover, the continuous removal of acetone during the reaction shifts the equilibrium towards product formation according to Le Chatelier's principle. This dynamic process prevents the accumulation of unreacted starting materials that could lead to difficult-to-remove impurities, thereby simplifying the purification strategy and ensuring the final product meets stringent specifications for commercial scale-up of complex heterocyclic intermediates.
How to Synthesize Fenoxaprop-p-ethyl Efficiently
The implementation of this patented method requires strict adherence to the specified stoichiometric ratios and thermal profiles to maximize yield and purity. The process begins with the preparation of two distinct solutions: an acetone solution of 2,6-dichlorobenzoxazole and an aqueous slurry containing the chiral phenol, base, and catalyst. The subsequent dropwise addition and temperature maintenance are critical control points that determine the success of the batch. Operators must monitor the evaporation rate of acetone to ensure it matches the addition rate, maintaining a consistent reaction volume and concentration. The following guide outlines the standardized operational steps derived from the patent examples to assist technical teams in replicating this high-efficiency route.
- Dissolve 2,6-dichlorobenzoxazole in acetone at 20-25°C and prepare a mixed aqueous solution of R-(+)-2-(4-hydroxyphenoxy) ethyl propionate, inorganic base, and catalyst at 60-65°C.
- Heat the mixture to 70-75°C and dropwise add the acetone solution while maintaining temperature, allowing acetone to evaporate during the 2-hour reaction.
- Separate the organic phase, wash with water at 70-75°C, remove residual solvents, and recrystallize the crude product from ethanol at -5 to 0°C.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this synthesis route offers tangible benefits that extend beyond mere chemical yield. The primary advantage lies in the drastic simplification of the workup procedure. Unlike traditional methods that require complex solvent swaps or extensive washing to remove nitrogenous byproducts, this process allows for simple phase separation followed by a hot water wash. This reduction in unit operations translates directly into reduced labor costs and shorter cycle times, enhancing the overall responsiveness of the supply chain. Furthermore, the ability to recover acetone via membrane separation rather than energy-intensive distillation represents a significant opportunity for cost reduction in herbicide manufacturing. By minimizing solvent loss and waste disposal fees, manufacturers can achieve a more sustainable and economically viable production model.
- Cost Reduction in Manufacturing: The elimination of expensive transition metal catalysts and the use of commodity chemicals like sodium carbonate and acetone significantly lower the raw material bill of materials. Additionally, the high yield of approximately 90% reduces the cost per kilogram of the final API intermediate. The process avoids the need for specialized equipment for handling solid-liquid slurries, allowing for the use of standard glass-lined reactors, which further decreases capital expenditure requirements for scaling production capacity.
- Enhanced Supply Chain Reliability: The robustness of the liquid-phase reaction against minor fluctuations in mixing efficiency ensures consistent batch-to-batch quality. This reliability is critical for maintaining reducing lead time for high-purity agrochemical intermediates, as it minimizes the risk of batch failures or the need for reprocessing. The use of widely available raw materials such as 2,6-dichlorobenzoxazole and common solvents ensures that supply disruptions are unlikely, providing a stable foundation for long-term procurement contracts and inventory planning.
- Scalability and Environmental Compliance: The process generates significantly less nitrogen-containing wastewater compared to conventional routes, easing the burden on effluent treatment plants and ensuring compliance with increasingly strict environmental regulations. The simplicity of the recrystallization step using ethanol allows for easy scaling from pilot plant to multi-ton production without encountering solubility or filtration issues. This scalability ensures that suppliers can rapidly ramp up production to meet seasonal demand spikes in the agrochemical sector without compromising on product quality or environmental standards.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the synthesis of fenoxaprop-p-ethyl based on the disclosed patent data. These insights are designed to clarify the operational parameters and quality assurances associated with this advanced manufacturing route. Understanding these details is vital for technical buyers evaluating potential partners for their agrochemical supply chains.
Q: How does this method improve optical purity compared to traditional processes?
A: The patented liquid-phase reaction conditions strictly control temperature between 70-75°C and utilize specific inorganic bases like sodium carbonate, preventing racemization and ensuring the effective optical rotation body content exceeds 99.9%.
Q: What are the solvent recovery advantages in this synthesis route?
A: Unlike traditional methods requiring complex mixed solvent separation, this process evaporates acetone during the reaction. The resulting acetone-water azeotrope can be efficiently separated and recovered using membrane technology, significantly reducing waste.
Q: Why is benzyltriethylammonium chloride preferred as the catalyst?
A: Benzyltriethylammonium chloride acts as an efficient phase transfer catalyst at a dosage of 2.0-2.5%, facilitating the interaction between the organic substrate and the inorganic base in the aqueous medium, thereby enhancing reaction yield to approximately 90%.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Fenoxaprop-p-ethyl Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of process robustness and product purity in the agrochemical industry. Our technical team has extensively analyzed the pathway described in CN111732553A and possesses the expertise to implement this liquid-phase synthesis at an industrial scale. We boast extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that our clients receive a consistent supply of materials regardless of market volatility. Our facilities are equipped with rigorous QC labs capable of verifying the stringent purity specifications required for herbicide intermediates, including chiral HPLC analysis to confirm the >99.9% optical purity mandated by the patent.
We invite global agrochemical manufacturers to collaborate with us to leverage this efficient synthesis technology. By partnering with NINGBO INNO PHARMCHEM, you gain access to a Customized Cost-Saving Analysis tailored to your specific volume requirements and logistical needs. We encourage you to contact our technical procurement team today to request specific COA data and comprehensive route feasibility assessments. Let us help you optimize your supply chain with high-quality fenoxaprop-p-ethyl produced through state-of-the-art, environmentally responsible methods.