Advanced Purification Technology for High-Purity Glufosinate-Ammonium Intermediates
Advanced Purification Technology for High-Purity Glufosinate-Ammonium Intermediates
The global demand for high-efficiency herbicides necessitates robust supply chains for critical agrochemical intermediates, particularly glufosinate-ammonium. A pivotal advancement in this sector is detailed in patent CN102268037B, which discloses a novel process for purifying glufosinate-ammonium to significantly reduce inorganic salt content. Traditional synthesis routes often struggle with the co-precipitation of ammonium chloride and other inorganic byproducts, which can compromise the efficacy and stability of the final herbicide formulation. This new methodology addresses these challenges through a sophisticated four-step sequence involving esterification, hydrolysis, epoxide treatment, and ammoniation. By integrating this technology, manufacturers can achieve superior product specifications that meet the stringent requirements of modern agricultural applications. The process not only enhances chemical purity but also optimizes the economic feasibility of large-scale production by utilizing recyclable solvents and safer reagents. For procurement leaders and R&D directors, understanding the mechanistic advantages of this patent is essential for securing a competitive edge in the agrochemical market.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the purification of glufosinate-ammonium has been plagued by the persistent presence of inorganic impurities, primarily ammonium chloride (NH4Cl) and sodium chloride (NaCl). Conventional methods, such as simple recrystallization using ethanol or methanol, often fail to effectively separate these salts from the active pharmaceutical ingredient. This limitation arises because the solubility profiles of the target molecule and the inorganic byproducts are too similar under standard crystallization conditions, leading to co-precipitation. Furthermore, older synthetic routes frequently rely on less efficient reagents for neutralizing hydrochloric acid byproducts, such as propylene oxide or epoxy chloropropane, which can introduce additional complexity and cost. The accumulation of inorganic salts not only lowers the overall purity of the herbicide but can also cause caking and stability issues during storage and transportation. For supply chain managers, these inconsistencies translate into variable quality control metrics and potential rejection of batches by downstream formulators. Consequently, there is a critical industry need for a purification strategy that fundamentally alters the solubility dynamics to ensure effective salt removal.
The Novel Approach
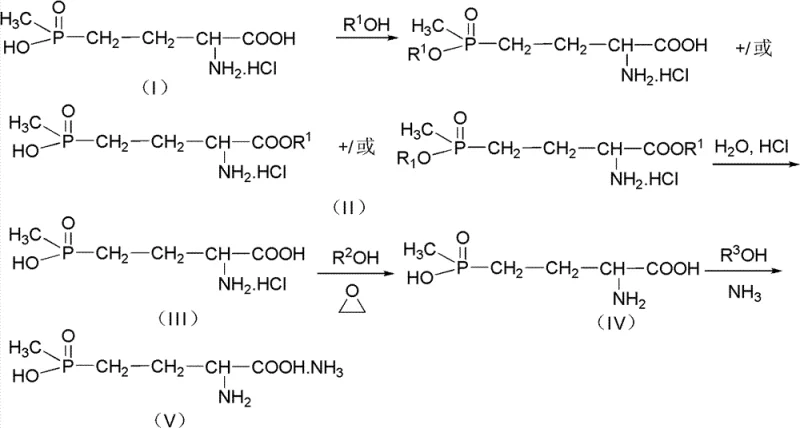
The innovative process outlined in the referenced patent overcomes these historical bottlenecks by introducing a strategic esterification step as the primary purification mechanism. By converting glufosinate-ammonium hydrochloride into its ester form using an alcohol solvent (R1OH), the organic component becomes highly soluble while the inorganic salts remain insoluble and can be mechanically filtered out. This physical separation is a game-changer compared to chemical separation attempts, ensuring that the bulk of the impurity load is removed early in the process. Following filtration, the ester is hydrolyzed back to the acid form, and a subsequent treatment with ethylene oxide efficiently scavenges residual hydrochloric acid. This specific choice of ethylene oxide is highlighted as being more economic and safer than traditional alternatives, streamlining the reaction pathway. The final ammoniation step yields the target glufosinate-ammonium with drastically reduced inorganic content. This approach transforms the purification landscape, offering a reliable pathway to high-purity agrochemical intermediates that supports consistent manufacturing outcomes.
Mechanistic Insights into Esterification-Hydrolysis Purification
The core of this technological breakthrough lies in the manipulation of chemical functional groups to alter solubility properties selectively. The process initiates with the esterification of glufosinate-ammonium hydrochloride in a C1-C4 alkyl alcohol, such as methanol or ethanol, at temperatures ranging from 50°C to 150°C. During this phase, the carboxylic acid group is esterified, rendering the molecule organic-soluble, whereas the inorganic salts (NH4Cl, NaCl) generated during previous synthesis steps do not dissolve in the alcoholic medium. This differential solubility allows for a straightforward filtration step where the solid inorganic waste is physically removed from the reaction mixture. The filtrate, now containing the purified ester, is then subjected to hydrolysis in an aqueous hydrochloric acid solution. This step regenerates the carboxylic acid functionality while maintaining the product in a soluble state, preparing it for the final neutralization. The precise control of reaction conditions, including acid concentration and temperature, ensures that the yield is maximized while preventing degradation of the sensitive phosphorus-containing structure.
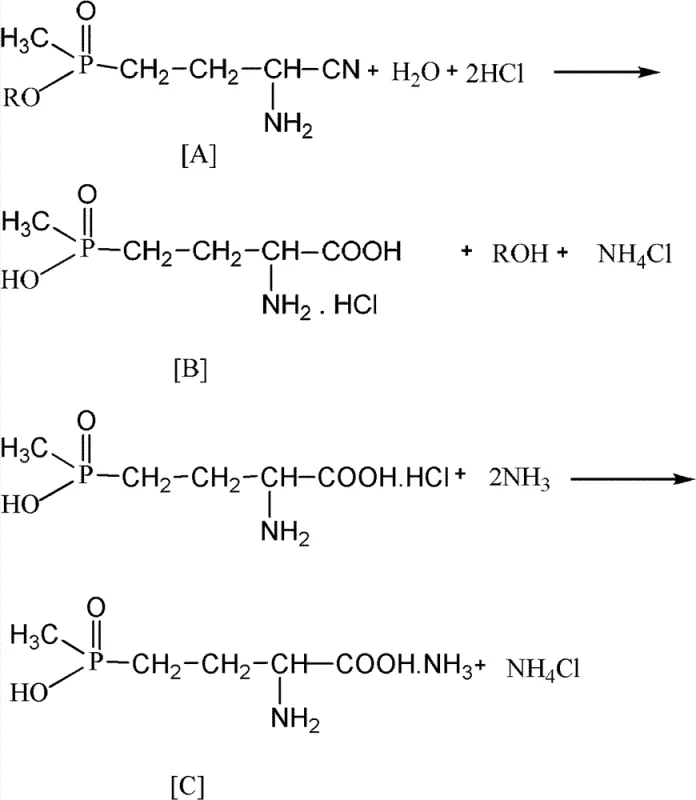
Following hydrolysis, the mechanism employs ethylene oxide to neutralize the hydrochloric acid associated with the amine group, a critical step for impurity control. The reaction between the hydrochloride salt and ethylene oxide proceeds efficiently at temperatures between 0°C and 80°C, converting the hydrochloride into the free acid form while generating soluble byproducts that do not precipitate with the final product. This is superior to methods that might generate insoluble salts requiring further filtration. Finally, the introduction of ammonia gas into the alcoholic solution converts the free acid into the stable ammonium salt. This final transformation is exothermic and must be controlled to ensure the formation of the correct crystalline form. The entire sequence is designed to minimize the introduction of new impurities while systematically stripping away existing ones. For R&D directors, this mechanistic clarity provides confidence in the reproducibility of the process and the consistency of the impurity profile, which is vital for regulatory compliance in agrochemical registration.
How to Synthesize Glufosinate-Ammonium Efficiently
Implementing this purification protocol requires precise adherence to the sequential reaction conditions defined in the patent data. The process begins with the esterification of the crude hydrochloride salt, followed by filtration to remove insolubles, and proceeds through hydrolysis and neutralization steps. Each stage demands specific temperature controls and stoichiometric ratios to ensure optimal conversion and purity. For example, the esterification step typically utilizes a molar excess of alcohol to drive the reaction to completion, while the hydrolysis step requires careful management of acid concentration to prevent side reactions. The detailed standardized synthesis steps, including specific feed ratios and reaction times for each embodiment, are outlined in the technical guide below. This structured approach ensures that laboratory-scale success can be translated effectively into commercial manufacturing environments without loss of yield or quality.
- Perform esterification of glufosinate-ammonium hydrochloride in alcohol (R1OH) at 50-150°C to solubilize the product and filter out insoluble inorganic salts.
- Hydrolyze the ester product in aqueous hydrochloric acid at 50-150°C to recover the hydrochloride salt form.
- Treat the hydrochloride with ethylene oxide in alcohol (R2OH) at 0-80°C to neutralize HCl, followed by ammoniation to obtain the final pure ammonium salt.
Commercial Advantages for Procurement and Supply Chain Teams
From a commercial perspective, this purification technology offers substantial advantages that directly impact the bottom line and supply chain resilience for agrochemical manufacturers. The primary benefit is the significant reduction in inorganic salt content, which enhances the value proposition of the final product in the global market. High-purity intermediates command premium pricing and reduce the risk of batch rejection by downstream formulators, thereby stabilizing revenue streams. Furthermore, the process utilizes common alcoholic solvents like methanol and ethanol, which are readily available and cost-effective compared to specialized organic solvents. The ability to recycle these solvents, as indicated in the patent embodiments, further drives down the variable cost of production. For procurement managers, this translates into a more predictable cost structure and reduced exposure to volatile raw material markets. The simplified operational steps also mean lower energy consumption and reduced labor hours per batch, contributing to overall manufacturing efficiency.
- Cost Reduction in Manufacturing: The elimination of expensive and complex purification steps, such as multiple recrystallizations or specialized ion-exchange resins, leads to substantial cost savings. By using ethylene oxide for neutralization instead of costlier or less efficient epoxides, the reagent cost is optimized. Additionally, the recycling of alcoholic solvents reduces the consumption of raw materials, directly lowering the cost of goods sold (COGS). The process avoids the need for expensive heavy metal catalysts or complex separation equipment, simplifying the capital expenditure required for plant setup. These qualitative efficiencies accumulate to create a highly competitive cost position in the agrochemical intermediate market.
- Enhanced Supply Chain Reliability: The reliance on commodity chemicals like methanol, ethanol, and ammonia ensures that the supply chain is not vulnerable to shortages of niche reagents. The robustness of the reaction conditions, which tolerate a range of temperatures and concentrations, means that production is less likely to be halted due to minor process deviations. This reliability is crucial for maintaining continuous supply to global herbicide manufacturers who operate on tight just-in-time schedules. The high yield and purity consistency reduce the need for safety stock, allowing for leaner inventory management. Consequently, supply chain heads can forecast delivery timelines with greater accuracy, strengthening partnerships with downstream clients.
- Scalability and Environmental Compliance: The process is inherently scalable, moving seamlessly from laboratory benchmarks to multi-ton commercial production without fundamental changes to the chemistry. The use of ethylene oxide, while requiring safety protocols, is well-understood in industrial settings and avoids the generation of chlorinated organic waste associated with epoxy chloropropane methods. This aligns with increasingly stringent environmental regulations regarding waste disposal and emissions. The reduction in inorganic salt waste also simplifies wastewater treatment requirements. For manufacturers aiming to expand capacity to meet growing global food security demands, this technology offers a sustainable and scalable pathway that minimizes environmental liability while maximizing output.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this purification technology. These insights are derived directly from the patent specifications and are intended to clarify the operational benefits for potential partners. Understanding these details is key to evaluating the feasibility of integrating this process into existing manufacturing lines. The answers reflect the specific advantages of the esterification-hydrolysis route over traditional methods, focusing on purity, safety, and economic efficiency.
Q: How does this process remove inorganic salts like NH4Cl?
A: The process utilizes an esterification step where the organic ester dissolves in alcohol while inorganic salts (NH4Cl, NaCl) remain insoluble and are removed via filtration before hydrolysis.
Q: Why is ethylene oxide preferred over propylene oxide in this synthesis?
A: Ethylene oxide offers a more economic and efficient pathway for separating glufosinate-ammonium hydrochloride from HCl compared to conventional propylene oxide or epoxy chloropropane methods.
Q: What purity levels can be achieved with this purification method?
A: Experimental data indicates that this method consistently achieves high purity levels, with specific embodiments demonstrating product purity ranging from 90% to 96%.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Glufosinate-Ammonium Supplier
The technical potential of this purification route represents a significant opportunity for optimizing the production of high-value agrochemical intermediates. At NINGBO INNO PHARMCHEM, we possess the extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production required to bring such sophisticated chemistries to life. Our facility is equipped with rigorous QC labs and stringent purity specifications that ensure every batch meets the highest international standards. We understand the critical nature of impurity profiles in herbicide manufacturing and have the expertise to manage complex purification sequences involving esterification and epoxide treatments. Our commitment to technical excellence ensures that the theoretical benefits of this patent are realized in tangible, high-quality product delivery.
We invite you to collaborate with us to leverage this advanced technology for your supply chain needs. Our team is prepared to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements and quality targets. We encourage you to contact our technical procurement team to request specific COA data and route feasibility assessments for glufosinate-ammonium. By partnering with us, you secure a supply of high-purity intermediates that enhance your final product's performance while optimizing your manufacturing costs. Let us help you navigate the complexities of agrochemical production with confidence and precision.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →